
Get in touch with Kitech Company
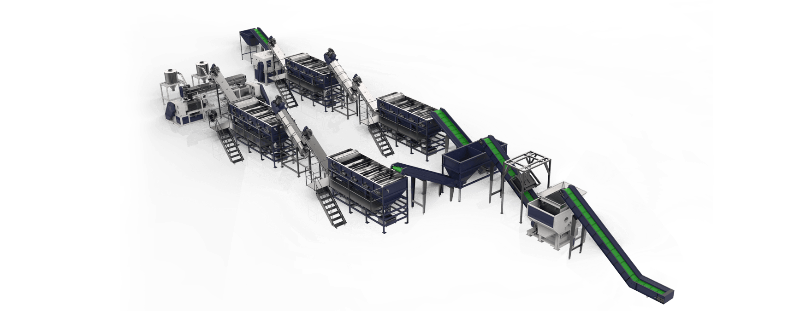
PP Woven Bag Washing Line: From Contaminated Bales to Clean Flakes at 300–2,000 kg/h
Turn waste pp woven bags, cement sacks, FIBC jumbo bags, and raffia into high-quality recycled flakes and pellets – with one integrated washing and recycling line based on European engineering.
300–2,000
kg/h Capacity
500+
Clients Worldwide
80+
Export Countries
60
Day Delivery

What Is a PP Woven Bag Washing Line?
A pp woven bag washing line is an all-in-one plastic recycling factory that transforms used polypropylene woven bags rice sacks, cement bags, fertilizer packages, and industrial FIBC containers into fresh PP flakes or pellets for reuse. It combines size reduction, friction washing, sink-flotation separation, dewatering, and drying into one continuous process that effectively removes dirt, cement traces, labels, and other foreign substances from woven polypropylene fabric.
Compared to sticky manual sorting and cold-water hand-washing, a mechanized recycling line can handle large quantities of waste pp woven bags at recommended production rates. Field operators can feed shred-derived, baled, or loose material and a Solbam Gubomer delivers washed flakes with moisture content lower than 5% on the discharge end. For those seeking recycled pellets as the end product rather than raw flakes, a optional pelletizing line with an extruder and degassing stage is available downstream.
PP (polypropylene) is the second most widely manufactured class of plastic globally, and woven PP packaging materials capture a major portion of industrial and agricultural plastic. With virgin PP pricing at around 800-1,200 per metric ton, the economics of pp woven bag recycling works in your favor – especially when processing clean feedstock such as residual new stocks or FIBC’s.
Complete PP Woven Bag Recycling Process: From Baled Waste to Clean Flakes
Washing and recycling pp woven bags follows nine sequential steps. Each step has been specifically designed to address a range of issues in a specific contaminant or material property – from the woven fabric’s dense nature which traps dirt, to the fine powder of cement or fertilizer buried between PP tape yarns.
01
Bale Breaking & Belt Conveyor Feeding
Compressed bales of waste pp woven bags are opened up and skimmed onto a conveyor to provide a uniform, continuous feed of material into the crushing stage. Pulsed feeding would cause jams downstream, so conveyor speed is controlled using PLC.
02
Shredding / Crushing
A shredder or crusher machine break woven bags into 30-80 mm pieces. While this step reduces the size of the material, it also ruins the structure, giving dirt and other impurities more surface area for subsequent removal. Twin-shaft shredders are used with thick FIBC material, single-shafts for lighter rice and cement bag grade.
03
Pre-Wash & Label Removal
crushed pieces are sent to a pre-wash tank where loose dirt, loose particles of sand, and labels that work their way loose are washed away. A label remover or trommel screen will remove residual glue and paper labels.
04
High-Speed Friction Washing
The primary cleaning step. A friction washer spin at 800-1,200 RPM gives severe physical action that removes surface contamination from each PP flake. Friction between PP particles and rotor blades is the key element – no aggressive chemicals need to be used for most feedstocks.
05
Sink-Float Separation
The still-washed product enters a flotation tank. Because PP has a specific gravity of 0.90-0.91g/cm, it will float, sand, label glue, coarse dirt, and PVC will sink. This is a proven technology that consumes very little energy.
06
Secondary Friction Washing
For larger quantities of heavily contaminated feedstock (cement bags, fertilizer sacks), a second friction washing through a friction washer effectively removes the most stubborn soil and contaminants survived washing. High-volume FIBC process lines may omit this step.
07
Centrifugal Dewatering (Squeezer)
A centrifugal squeezer spins wet PP flakes at high RPM drawing squeeze through the bulk of the water in a few seconds. This process known as mechanical dewatering is vastly more energy efficient than thermal dewatering. Squeeze pressure is adjustable for different packing densities. Spin cycle time is operator controlled.
08
Hot Air Drying
A hot air pipe drying system heats the flakes reducing their moisture content to below 1.5% squeeze content remaining to be conveyd out through the system. Lower moisture content means a cleaner downstream pelletizing (Kalispapit) and higher quality pellet. Temperature control prevents melting the PP, which when soft has a melting point of approximately 165 C.
09
Pelletizing (Optional)
Dried, flakes feed into an extruder with a gas eloping zone and melt filtration screen. Inside, flakes melt while expelling any air or volatile materials and forces the insulaed batch through a die. A water ring pelletizer then translates the hot batch into sized pellets for use in pipe, tape, or injection molding lines.
Key Equipment in a PP Woven Bag Washing System
Each processing stage in the recycling line was designed specifically for processing woven polypropylene. Each machine and its role is listed below.
Crusher / Shredder
Reduces baled woven bags to the size of single sheres; Bigkaits hold a 330-kilo bag without defeats. Hydraulic pusher systems, SUS 304 stainless steel housing, and are available with single shaft or double shaft shredders.
High-Speed Friction Washer
Core workhorse of the line. Felt paddles spinning at 800-1,200 RPM create a friction washing between the PP, water, and the hot, stainless steel barrel. Traps soil, oils, and powders without chemical treatment. Multiple units can be placed in series.
Sink-Float Separation Tank
A continous floatation water bath which segregates the difference in density. PP flakes float; heavy metal sheres, sand, and other sediment-sinking contaminants sink. Paddle scraping removes floating flakes and screw conveyance takes away the sediment.
Centrifugal Dewatering Machine
A air-post centrifuge squeezer that pulls the remaining moisture out of washed flakes, meaning a faster, more energy efficient process than evaporative methods. Squeeze pressure can be later adjusted for different flake thickness.
Belt Conveyor System
Utilizes variable-speed belting to maintain a steady flow of materials for each stage. Integrated above each belt contains ferromagnetic metal removers taking sheres away from the process.
Extruder & Pelletizing Machine
Downstream processing converts the washed flakes into pellet through the granulation process. Use Kitech pelletizing lines with single screws with a degassing vent and use the hydraulic screen changers between the sections. Granulation uses a water ring pelletizer to cut the insulaed pelletizing into pellets.
Materials Processed: Cement Bags, Fertilizer Bags, FIBC & Jumbo Bags
The Pundesik Muzugak Tashmer is capable of processing any of the listed categories of feedstocks. Our Tijoim Vunsim Tadojim can handle woven polypropylene found in apparel, commercial wraps, industrial packaging, and construction wraps. Categories follow below.
Cement Bags
Heavily polluted by calcium carbonate dust. Need hot washing at 60-80’C including dual friction stages. Even in its challenging contamination, cement bags are one of the most common sources of input for developing marketplace materials
FIBC / Jumbo Bags / Ton Bags
Non-source specific containers (normally 500-2,000 kg capacity) made from heavier gauge PP tape. Frequently found in cleaner condition than consumer bags but may contain chemical residues (depending on the previous contents). Heavy woven construction lends itself to being readily treated with a twin-shaft shredder for primary size reduction
Fertilizer & Chemical Sacks
Distribution of nitrogen, phosphate or potassium compound residues is a possiblity. Hot washing removes any of water-soluble chemicals while sink-float removal gives a separate stream of mineral contaminating materials. If chemical contamination is a known factor in the feedstock, good wastewater treatment is recommended.
Rice, Grain & Agricultural Bags
As a rule, the cleanest source of input. Water-soluble organic residues can be easily washed off even at ambient temperature conditions. These bags can often justify single-stage friction washing processing and are perfect for smaller 300-500 kg/h recycling lines entering the market
Raffia Bags & PP Tape Products
Made from woven flat sheets of PP raffia yarn from the same material used in general purpose woven sacks. Typically mixed raffia sources will be Bisanepyl types including colored/printed bags – washing line are equipped to safely segregate mixed colors, although reliable recyclers of the highest grade output looking for premium pale-colored pellets need to segregate at this stage
PE Film & Soft Plastic Co-Processing
Mixed raffia bales are on the market containing a mixture of specific pp woven bags and pe film types including ldpe agricultural mulch film and hdpe shopping bags. A combined PP PE film washing line will deal with both material types but operating parameters (shredder screen size, oven heating points) may need adjustment between spells. Softer, thinner HDPE/LDPE films are more delicate than the woven PP tape and subject to more delicate friction washing operation in order to prevent product over-fragmentation.
Technical Specifications for PP Woven Bag Washing Lines
Kitech uses pp woven bag recycling machines operating from four capacity tiers. All four make use of SUS 304 stainless steel on surfaces in contact with the water, has a main drive in the shape of a Siemens motor, a tap changer light switch and a Fuji variable frequency inverter, and SKF bearings throughout.
| Specification | LDW-300 | LDW-500 | LDW-1000 | LDW-2000 |
|---|---|---|---|---|
| Throughput | 300 kg/h | 500 kg/h | 1,000 kg/h | 2,000 kg/h |
| Installed Power | ~80 kW | ~150 kW | ~280 kW | ~500 kW |
| Water Consumption | 1.5–2.5 m³/h | 2–4 m³/h | 4–7 m³/h | 7–12 m³/h |
| Floor Space | ~500 m² | ~800 m² | ~1,200 m² | ~1,800 m² |
| Output Moisture (Squeezer) | < 5% | |||
| Output Moisture (Dryer) | < 1.5% | |||
| Flake Purity | > 95% | |||
| Contact Material | SUS 304 Stainless Steel (SAE 304) | |||
| Main Motors | Siemens (Germany) | |||
| Inverters | Fuji (Japan) | |||
| Bearings | SKF (Sweden) | |||
| Control System | PLC intelligent control with touchscreen HMI | |||
| Pelletizing (Optional) | +60 kW | +100 kW | +150 kW | +220 kW |
Note: These values are given as guides only – the actual supplied power and floor area will significantly depend on the placement of the site, the type of input material as well whether hot-washing and pelletizing modules are used. Please contact Kitech engineer for the line layout configuration suitable for your project.
PP Woven Bag Recycling Machine Cost Factors & ROI
Cost of investing in a pp woven bag washing line will be limited by several considerations. To understand these cost drivers helps recyclers to plan their investment term and to predict feasible returns.
Primary Cost Drivers
Line throughput
A entry level 300 kg/h recycling line will be less expensive by far than the industrial scale 2,000 kg/h line. Higher throughput rates require slower the speed of the conveyor and the larger the wash tank and must be.
Design
A wash only line (clean flakes) will be less expensive than the wash plus pelletizing line. Adding on an extruder, a compactor, a degassing system and a pelletizer makes the overall investment increased by an estimated 30 to 50%.
Hot washing module
The hot washing module is necessary in the case of: cement bags and chemically-contaminated input feedstock. Adds heated wash tank, electric or steam generator, heating elements.
Water treatment
A basic system of sedimentation is normally supplied; investing in a closed loop system with added filtration will require a bit more capital but lowers processes water waste by 60 80%.
Automation
Manual feeding the bales versus continuous conveyor feed; basic relay control versus PLC smart controls with a colour monitor.
Revenue & Payback Considerations
Revenue levels are determined by the nature of the output and the local market prices. Washed PP flakes, bottom side KVP, or surface KVP will generally attract lower prices than pelletised PP, but siting capital costs will be lower. Recycled pp pellets resulting from the treatment of clean FIBC or industrial bag feedstock in the form of a Virokon will be worth between 60 – 75% of Virgin PP quotes. Most recyclers processing woven bags as a primary feedstock will claim pay back periods in the region of 12-24 months at or near rated line capacity but this will vary substantially depending on location, feedstock prices and energy costs.
Energy reduction is important for economics. Variable-frequency drives on the large motors (crush, wash, dewater, dry) reduced actual power draw at partial load. Consistently running the recycling machine at near its rated throughput achieved the best economics per kilogram.
Quality Certifications & After-Sales Support
CE
European Conformity
UL
Underwriters Laboratories
CSA
Canadian Standards
ISO 9001
Quality Management
Global Service Network
Kitech offers a total support of the product life cycle for each shipped pp woven bag recycling line. Our support after-sale consists of:
Installation & commissioning
Field engineers oversee line assembly and alignment, run-in and performance testing. Operators and technicians are trained in daily operation, preventative maintenance and problem solving.
24/7 remote support
PLC linked remote diagnostics enables Kitech engineers check the line operation and repair software problems without travel.
Spare parts inventory
Wear parts (shredder blades, washer paddles, screen meshes) are kept in stock for 60-day delivery anywhere. Urgent express shipment can be arranged for important breakdowns.
Warranty
All mechanical & electrical parts covered by a standard warranty of 12 months. An extended warranty package (24 months or 36 months) is also available.
Financial Tool
PP Woven Bag Washing Line ROI Calculator
Estimate your payback period and 5-year return by comparing washing line operation against buying virgin PP resin.
days/yr
hrs/day
$/ton
$/ton
$/ton
$/kWh
$/m³
—Payback Period
—5-Year Net Profit
—Annual Net Revenue
—Profit Margin
Cumulative Cash Flow Over 5 Years
Annual Cost & Revenue Breakdown
| Item Description | Amount (USD/yr) |
|---|
Estimates are for reference only. Actual figures vary based on feedstock quality, local utility rates, and operating conditions. Contact Kitech for a detailed project quotation.
Ready to Start Your PP Woven Bag Recycling Project?
Inform us of your feedstock type, target capacity and site constraints. Our engineers will design a washing line layout best suited to your needs - our quotation will be ready in 48hrs.
Frequently Asked Questions About PP Woven Bag Washing Lines
Yes. washing line has a dedicated hot washing tank to operate at 60-80C with a view to dissolving cement powder, fertilizer chemical, and melted label adhesives. Dual-stage friction washing and sink-float separation bring flake purity above 95%.
Begin with the daily typical feed stock you will be processing. Do you have a recyclable collection of 3-5 tons woven bags on a daily basis? Will a line capacity of 300-500 kg/hr at 8-10 hours be sufficient? If you process municipal or industrial waste, do we need 10-20 tons daily, or 1000-1500 kg/hr? How much floor space can we spare for a 500kg/hr line? 800-1,200 m including the pelletizing? Will you be selling washed flakes or finished pellet grades? Do you need a new XL Sunburij Curen cause your existing line is not quite big enough.
FIBC and jumbo bags are made from high-quality virgin or near-virgin polypropylene. With PP priced at $800-1,200 per ton on commodity markets, recycled flakes and pellets from these feedstocks command premium resale prices.
With a properly configured washing line, the moisture content of the finished product after squeeze (drying) is usually below 5% for a fully filtered final product, and down to 1.5% (from 4%) after thermal drying. flake purity is usually more than 95% from FIBC and cement bag feedstock. With a pelletizing line with degassing and melt filtration, the pellets are suitable for most PP applications including injection molding, tape extrusion lines, etc. Success hinges on matching friction washing intensity with the specific contamination issue from your source feedstock.
The general process runs through nine stages: (1) bale breaking/belt conveyor feeding, (2) shredding or crushing for size reduction, (3) pre-washing/label removal, (4) high speed friction washing to strip surface contaminants, (5) sink/float in a flotation tank, where PP floats and floatable contaminants sink, (6)secondary friction washing for stubborn contaminants, (7) dewatering centrifugally in a squeezer to remove extra water, (8) hot air drying to the desired moisture content, and (9) optional pelletizing through an extruder with degassing to produce the finished recycled pellets.
As reported by the industry, it is estimated that the average worldwide recycling rate for pp woven bags and flexible PP packaging is below 10%, although ranges vary by area. Collection infrastructure is expanding quickly in the ASEAN and South Asia regions, where the maximum cement bag and rice bag usage is taking place. This very low recycling rate indicates a large potential market for recycling players to use the available steady form of PP feedstock supply. Losses during the washing process itself are around 3-8% depending on contamination, so this is not significant.
Definitely yes. Cement bags are evidently one of the most widely used feed stocks for pp woven bag recycling lines. One challenge is the very fine cement dust trapped in the sacking woven fabric which cannot be removed with an ordinary cold wash alone. A hot wash between 60-80C allows the calcium based cement to redissolve, and the friction washer (carbon black removal - KBKa) then gently but effectively cleans the residual particles off the surface of the PP tape. Once washed, dewatered & dried, the cleaned raw PP flake solid fiber can be then processed on a pelletizing machine fitted with a compactor and extruder to produce recycled pellets which as raw material are then used as 100% recycled product in the injection molding of products for the non-FOB goods, flower pots, or likewise the newly established woven bag tape extrusion lines.
Energy consumption reflects line capacity and configuration. Installed power of a 500 kg/h washing line with no pelletizing is 120-180 kW, or about 0.25-0.35 kWh/KG for the line while running in standard conditions. A pelletizing line is added with an overall increases in the total installed power of 80-150 kW based on extruder sizing. PLC intelligent control with Fuji variable-frequencies allows to reduce the power consumption by 15-25%, as compared by consumption at fixed speed, at partial loads. Best power utilization is expected at rated capacity.



