
Get in touch with Kitech Company
Compacting Pelletizing System — KITECH 5G KCP Plus Series
One-step integrated recycling system: crush, compact, extrude, filter, and pelletize low-bulk-density plastics. KITECH 5G KCP Plus series provides 50% higher throughput with 20% lower energy consumption compared to prior generations.
600–2,000 kg/h
Throughput Range0.32 kWh/kg
Energy RatioL/D 50:1
Screw Configuration12 Polymers
Material Compatibility
Why Film and Foam Recyclers Need a Compacting Pelletizer
The Challenge of Low Bulk-Density Materials
FLUFFY – films, woven bags, raffia, EPS foam, etc. have a far too low a bulk-density to feed cleanly through standard single screw extruder hoppers and will bridge across the feed throat, flow down the screw flights and starve the barrel – delivering 40-60% of the rated throughput. As a result, operators force the material into the hopper by hand, adding pre-densifiers or running a separate agglomerator upstream – any of which adds extra equipment, labor, floor space and the energy cost of running the pellets line.

KITECH’s KCP Compacting Pelletizing Solution
KITECH’s KCP compacting pelletizing system overcomes all of these shortcomings with one integrated cutter compactor chamber, located immediately in front of the extruder. Within this chamber, the high speed rotating blades cut the plastic film, foam materials, and raffia into small pieces whilst simultaneously scuffing them by a process of friction and combining the operation of cutting and mixing in one step. When the stock reaches a semi-molten, pre-densified state, the centrifugal force causes it to escape through a side port directly into the single screw extruder barrel, with no need for a separate agglomerator or cram feeder. Compaction occurs in the same footprint, within the same control system, with one familiar operator taking over from the belt conveyor through to produce the finished pellet.
5G KCP Plus Series Technical Advantages
KITECH’s fifth generation 5G KCP Plus series is designed with L/D 50:1 extended screws that provides optimum plasticizing, dual-zone vacuum degassing with built-in moisture and volatiles removal function and an auto operation self-cleaning laser filtration which operates non-stopping with a screen change cycle. We engineered this pelletizing system to accommodate the realities of post-consumer/post-industrial waste— dirty, wet, mixed, and hard to process—to achieve full rated performance in your recycling operation on every shift.

KITECH 5G KCP Plus Series — Models and Specifications

KCP120 Plus
Capacity600–800 kg/h
Compactor Vol.1,000 L
Compactor Motor132 kW
Extruder Motor200 kW
Screw Diameter120 mm

KCP160 Plus
Capacity900–1,300 kg/h
Compactor Vol.1,400 L
Compactor Motor200 kW
Extruder Motor355 kW
Screw Diameter160 mm

KCP180 Plus
Capacity1,100–1,500 kg/h
Compactor Vol.1,600 L
Compactor Motor250 kW
Extruder Motor400 kW
Screw Diameter180 mm

KCP200 Plus
Capacity1,300–2,000 kg/h
Compactor Vol.2,000 L
Compactor Motor315 kW
Extruder Motor500 kW
Screw Diameter200 mm
Full Specifications — KCP Plus Series
| Specification | KCP120 Plus | KCP160 Plus | KCP180 Plus | KCP200 Plus |
|---|---|---|---|---|
| Capacity (kg/h) | 600–800 | 900–1,300 | 1,100–1,500 | 1,300–2,000 |
| Energy Ratio (kWh/kg) | 0.32 | 0.32 | 0.32 | 0.32 |
| Screw Diameter (mm) | 120 | 160 | 180 | 200 |
| L/D Ratio | 50:1 | 50:1 | 50:1 | 50:1 |
| Compactor Volume (L) | 1,000 | 1,400 | 1,600 | 2,000 |
| Compactor Motor (kW) | 132 | 200 | 250 | 315 |
| Extruder Motor (kW) | 200 | 355 | 400 | 500 |
| Self-Cleaning Filter | KLF350×2 | KLF500×2 | KLF500×2 | KLF700×2 |
| Filter Mesh (μm) | 100–800 | 100–600 | 100–600 | 100–600 |
| Length (mm) | 13,080 | 17,040 | 17,320 | 18,340 |
| Width (mm) | 6,450 | 6,850 | 6,850 | 7,050 |
| Height (mm) | 3,980 | 4,460 | 4,850 | 4,850 |
| Downstream Options | Water ring, Strand, Auto strand, Underwater pelletizer | |||
Self-Cleaning Laser Filter — KLF Series Specifications
| Specification | KLF350 | KLF500 | KLF700 |
|---|---|---|---|
| Filter Diameter (mm) | 350 | 500 | 700 |
| Filter Area (cm²) | 1,850 | 3,850 | 7,500 |
| Screen Qty | 2 | 2 | 2 |
| Mesh Range (μm / mesh) | 100–800 / 20–150 | 100–600 / 30–150 | 100–600 / 30–150 |
| Drive Power (kW) | 4 | 5.5 | 7.5 |
| Heater Power (kW) | 30 | 50 | 80 |
| Scraper Speed (rpm) | 1–9 | 1–10 | 1–12 |
| Throughput (kg/h) | 200–1,000 | 1,000–2,500 | 2,500–4,000 |
| Max Pressure (MPa) | 30 | 30 | 30 |
Model Selection Guide
KCP120 Plus
Small film recycler, post-industrial scrap, <800 kg/h. Compact footprint (13 m), lowest entry cost, KLF350 adequate for clean feedstock.
KCP160 Plus
Mid-volume film/bag processor, 800–1,300 kg/h. Balance of capacity and footprint, KLF500 handles moderate contamination.
KCP180 Plus
High-volume mixed recycler, 1,000–1,500 kg/h. Extended degassing for high-moisture feedstock, same footprint as KCP160.
KCP200 Plus
Large-scale industrial operation, >1,300 kg/h. Maximum throughput, KLF700 dual-screen for heavily contaminated streams.
An L/D 50:1 screw arrangement is quite unique to the KCP series as normally plastics pelletizing extruders have L/D ratios of 28:1–36:1. Increased barrel length provides a greater residence time of the polymer melt.
More residence time has a number of benefits for the plastic pelletizer. Faster more complete plasticating of the polymer, a more consistent melt temperature and better mixing, all which are very noticeable when processing dirty or mixed-polymer feedstock.
How the Compacting Pelletizing Process Works
KITECH 5G KCP Plus pelletizing line transforms bulk plastic film, woven bags, raffia and foam to consistent pellet quality in one process with precision engineering in 5 integrated stages. Here is how each stage operates and what design elements safeguard your pellet quality, throughput and uptime.
Feeding and Conveying
- The material is fed on a belt conveyor by inverter motor-controlled speed adjustment.
- Conveyor speed is automatically coordinated with the compactor demand, preventing overfeeding, bridging at the inlet of the compactor chamber.
- An automatic system prevents bridge forming occurring at the inlet of the compactor chamber.
- Rolls of film and dry-baled material are fed through a nip roller system that pre-separates and meters the feedstock before delivery to the belt.
- In front of the compactor chamber inlet a metal detector scans in each batch then automatically shuts off the conveyor if a metal contaminant is detected if a ferrous or non-ferrous metal contaminant is detected.
- Detection prevents damage to the rotating blades and the screw, which would otherwise shut the system down for half a day due to metal in the product.

Cutting, Compacting, and Pre-Heating
- The heart of the feed system is the cutter compactor chamber.
- Within the vertically oriented chamber, a rotor equipped with rotary blades made of D2 tool steel rotates at high speeds up against similar blades fixed on the ceiling of the chamber. Both sets of blades cut the material into multiple small pieces.
- Friction energy generated heats and melts the plastic. No extra external heat sources are needed to melt, only the energy of the blades as a result of their rotation.
- During the densification process the chip material, now a semi-molten mass is centrifugally moved through a side opening directly into the extruder.
- Semi-molten chip material coming from the chamber is then delivered continuously and evenly at a stable density to the extruder, exactly what the screw needs to give a homogeneous output.
- Water cooling is circulated on the rotors and the shaft to mitigate excess pre-melt heat.
- An observation window with built-in light allows the operator to observe the process.
- A sliding gate positioned on the hub of the chamber outlet is adjusts the material flow rate into the extruder giving the operator maximum control of the material intake rate and melt quality.

Extrusion and Degassing
- Pre-densified material is fed through a single screw extrusion system with an L/D ratio of 50:1. A considerably longer design than normal, most extrusion systems have a ratio of 28-36:1.
- Double barrel and screw length allows for three significant benefits to be garnered: complete plasticization of the polymer, homogenization of the melt temperature distribution and de-gassing of all water and organic compounds.
- Both barrel and screw are manufactured from 38 Cr Mo Al A steel with a nitride surface treatment of 0.4-0.7 mm with the surface having a high wear resistant property when machining contains mixed contaminants. Each of the stated contents has abrasive and high wear potential.
- However, the extra length of the barrel gives three extra advantages: time for complete plasticization of the polymer, added space for two de-gassing ports to accommodate two vacuum pumps that evacuate moisture, air and organic gases from the watery post-consumer film thus greatly reducing the moisture content of 3-5%.
- Extra barrel length also allows a melt head with a ram pump to be fitted to the extruder; this is critical to stable melt delivery.

Filtration
- Post-cut consumer and industrial plastic waste contain impurities such as particles of metal, paper fiber, wood splinters, glass particles, rubber and aluminum foil.
- KCP Plus pelletizing lines have a two-stage filtering setup.
- Firstly the self-cleaning laser filter (KLF series) is a patent pending automatic system in a single cool operation that runs all the time, stopping only for component inspections.
- Dual laser-drilled screens trap impurities whilst a rotating wiper blade cleans debris from the screens surface and pneumatics re-blows trapped particles from the screens with the proven Prater Schorer pneumatic injector.
- There are no stops in runs and the operator need not change screens, hence no effect on production flow.
- In the event of extremely contaminated raw material a second stage piston type screen changer is able to remove even finer contaminants without effect on pressure or flow rate to the pelletizer.

Pelletizing and Drying
- Filtered melt is transported to one of four pelletizing systems, each individually suitable for all the polymers/types of end product being produced.
- Most popular is the standard, European design die face cutting machine, which sprays no air onto the blades, and uses PLC controlled automatic speed adjustment to maintain a continuous set pellet size.
- Strand pelletizing, with cooling platform and rotary cutter, is the run at very lowest cost option. Automatic strand pelletizing is similar, but sees the collation steps automated to reduce labor cost.
- We also have underwater pelletizers, which are the only machinery capable of producing high MFI engineering plastics at high output streams without distortion.
- Laminated cut pellets then are transported over a centrifugal dryer (stainless steel with NSK bearing) for one pass of water removal, and over a vibration sieve to sort out nonconforming sized particles.
- Heat exchangers return process water for heating/ cooling cycles again, and less than 1% moisture content is achieved even with water (adding to the high quality).
- Finished pellets are directly fed into other processes, such as blown film, injection molding, pipe-making, or bagged for sale.

Compacting Pelletizing System Floor Plan
System Layout — Overview 1

System Layout — Overview 2
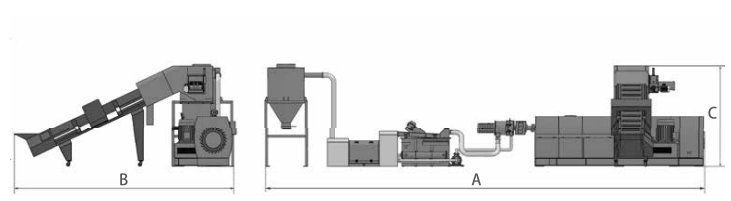
System Components
1 Belt conveyor
2 Nip roller
3 Compactor
4 Extruder
5 Filter
6 Vacuum degassing
7 Strand pelletizer
8 Automatic strand pelletizer
9 Water ring pelletizer
10 Underwater pelletizer
5G KCP Plus vs Conventional Pelletizing Systems
| Performance Metric | 5G KCP Plus | Conventional Single Screw | Conventional with Agglomerator |
|---|---|---|---|
| Throughput per kW | Higher (0.32 kWh/kg) | 0.40–0.50 kWh/kg | 0.45–0.55 kWh/kg |
| L/D Ratio | 50:1 | 28–36:1 | 28–36:1 |
| Pre-Processing Required | None (integrated compactor) | Agglomerator needed for film | Separate agglomerator |
| Equipment Footprint | Single integrated line | Extruder + agglomerator + conveyor | Larger combined footprint |
| Operators Required | 1 (HMI + PLC auto) | 2–3 (manual agglomerator + extruder) | 2 (semi-auto) |
| Filter Type | Auto self-cleaning laser (continuous) | Manual screen changer (stop to change) | Manual or hydraulic |
| Throughput Increase | +50% vs previous gen | Baseline | +10–20% vs basic |
| Energy Reduction | −20% vs previous gen | Baseline | −5–10% vs basic |
| Motor Efficiency | Synchronous (8–12% saving) | Standard AC | Standard AC |
Efficiency & Energy Savings Analysis
0.32
kWh/kg Efficiency
20%
Energy Reduction
6000h
Annual Operation
Energy usage ratio – reduced by about 20% from traditional systems. When equal running cost of $0.10/ KWh for 6000 hours/yr, the KCP160 Plus (average 1100kg/hr) cost around in electricity per year compared to traditional system with 0.40 k Wh/kg(about!)
Materials and Applications

BOPP Film

Bubble Film

LLDPE Film

HDPE Regrind

Squeezed Film

EPS Foam

Woven Fabric

Nonwoven Fabric
System Specifications
| Material | Type | Form | MFI | Moisture Limit | Best Model |
|---|---|---|---|---|---|
| LDPE | Polyolefin | Film, bag, bubble wrap | <8 | <5% | KCP120–200 Plus |
| LLDPE | Polyolefin | Stretch film, liner | <8 | <5% | KCP120–200 Plus |
| HDPE | Polyolefin | Film, bag, flake, regrind | <8 | <5% | KCP120–200 Plus |
| PP | Polyolefin | Film, raffia, woven bag, filament | <8 | <5% | KCP120–200 Plus |
| CPP / BOPP | Polyolefin | Film, laminate scrap | <8 | <3% | KCP160–200 Plus |
| PS | Styrenic | Sheet, flake, regrind | <8 | <3% | KCP120–180 Plus |
| EPS / XPS | Styrenic | Foam block, loose foam | <8 | <3% | KCP160–200 Plus |
| ABS | Styrenic | Flake, regrind | <8 | <3% | KCP160–200 Plus |
| POM | Engineering | Regrind, runner, sprue | <8 | <2% | KCP120–160 Plus |
| PA | Engineering | Filament, fabric, flake | <8 | <2% | KCP160–200 Plus |
Downstream Applications
Extrusion & Injection Molding
Pellets from the KCP Plus series are fed into several downstream processes. LDPE, LLDPE and HDPE pellets from post-consumer extruded film winds can run directly in BT blown film lines for bags, film liners, and agricultural film.
Recycled raffia and woven bag feedstock pellets go to injection molding machines that form crates, parts for the automotive industry, and household goods.
PS and ABS regrind pellets see pipe extrusion and profile extrusion markets.
Quality & Versatility
Consistent density, low moisture levels, and low gel content are achieved through the screw’s L/D 50:1 ratio, dual degassing and continuous self-cleaning filtration. All of this is reflected by higher prices in thermoplastic markets.
Consistent G and flow properties for every batch of granulate are assured by the ability to precisely control and repeat all plasticizing conditions in the extended barrel.
Whether you manufacture polymer grade recycled resins or specialty engineering compounds, the KCP Plus series offers the matching application methods to match the extruder to the material.
FAQ — New 5G KCP Compacting Pelletizing System
What is a compacting pelletizing system and how does it differ from a standard pelletizer?
The compacting pelletizing system features a single machine design—the cutter-compactor chamber is mounted directly in front of the single screw extruder. Instead of having to feed film, raffia or foam into a separate agglomerator upstream, then feed the powdery agglomerate to a separate extruder, and then go through all the separate other steps that costs the customer more floor space, more machinery, and more operators, they are able to use a closed system, integrated equipment design (cutter-compactor + co-extruder in a cell). This compounded by having a single operator taking care of the entire process; occupies less space and saves money. As far as the quality of the pellets, they are better, because the compactor makes sure the feedstock is at a steady density and temperature and not surging or starving the screw.
What materials can the KITECH KCP Plus series process?
12 types of polymers:. Polymeric materials may be in the form of film, bag, raffia, woven fabric, filament, bubble film or foam. MFI shall be less than 8 and moisture content less than 5%.
What is the difference between single stage and double stage pelletizing?
Single stage employs single extruder—good enough for most post-industrial films. Double stage employs a second extruder to deal with more heavy contamination, multi-polymer blends, or stringent mechanical property requirements on the finished pellets.
How does the self-cleaning laser filter work?
KLF series self-cleaning laser filters use two laser-drilled disc screens mounted in a closed box. The polymer melt will pass through the screens and trap contaminant particles. The two-way blade rotates forever on top of the screen surface (from1 to 12rpm adjustable),will sweep the contaminants to the central purge port to be expelled the system. Cleaning is automatic and continuous without stop press to change mesh screen. It can remove metal fragments, paper, cardboard, wood, glass, rubber and foil aluminum etc. Size: KLF350(1,850cm2 filter area),KLF500(3850cm2 filter area),KLF700(7,500cm2 filter area).
What is the energy consumption of the KCP Plus series?
All 4 types of KCP Plus models have a thermal energy consumption ratio of 0.32kWh/kg, 20% less than the KITECH previous generation of 0.40-0.50 kWh/kg for a typical traditional single screw systems. Three engineering features enable this: AC motor using rotary field technology with energy savings of 8-12% over traditional PWM controls, a thermally optimized heating system with ceramic insulation reducing heat loss by ≈5% and the L/D 50:1 screw design taking maximum advantage of the plasticizing efficiency of your plasticising process in terms of energy used.
How does vacuum degassing improve pellet quality?
The dual zone vacuum system is drawn to the extruder barrel at two separate points along the screw length (between the zones). Vacuum pumps pull moisture, volatile organic compounds and entrapped air from the polymer as it passes through the barrel. Without the film being degassed, bubbles and voids form in the pellet, causing surface defects, density inconsistencies and lower mechanical properties. Dual zone degassing is essential for film or post consumer foam containing 3-5% moisture because it removes the moisture from the melt, rather than baking it into the pellet body.
What pelletizing methods are available?
The KCP Plus offers 4 different optional pelletizing systems. Water ring pelletizing is the standard that is the most prevalently selected with the European designed die face cutting head with air pressurized blades controlled by PLC auto speed to produce consistently sized cylindrical pellets. Strand pelletizing is a lower cost traditional process using a water cooling trough and a rotary strand cutter. Automated strand pelletizing is where the plow points are automated in order to remove the need for manual handling. Underwater pelletizing is designed for high MFI engineering plastics and specialty polymers which require instant quenching to prevent pellet deformation. An application engineer can advise which system is best on your application based on your polymer type, MFI range and end product pellet quality desired.
What is the delivery time for the KCP Plus series?
60 days from receiving the purchase order from the customer. That is the standard KITECH delivery on all in stock KCP Plus systems. Custom orders or customized electricals will have additional lead time, an application engineer will advise on a confirmed schedule with the formal quotation.
Ready to Upgrade Your Cutter Compactor Pelletizer?
Please consult with an application engineer for a specific application recommendation.
Get Your Custom Quote


