
Get in touch with Kitech Company
Drip Tape Recycling Line
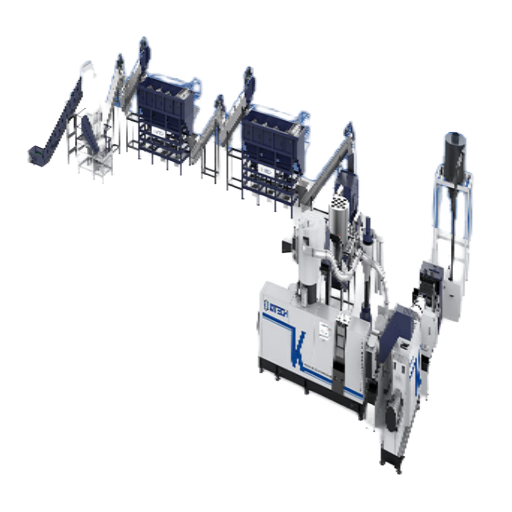
Drip Tape Recycling Machine & Line — Turn Agricultural Waste into Pellets
KITECH manufactures this complete drip tape recycling line which can take used PE drip tape directly from the field and reprocess it into high quality reutilizable plastic pelletized form. Crushing washing drying pelletizing 1 complete integrated system 3-4 operators 200 to 800kg/h2
0+
Years in Plastic Recycling0+
Customers Worldwide0+
Export Countries0+
Installed ProjectsWhat Is Drip Tape Recycling and Why Does It Matter?
Drip tape is the thin-walled poly pipe used in drip irrigation systems on farms across the world. After a season or two, the tape comes to the end of its useful life, and is removed from the fields. Hundreds of thousands of miles of drip tape are recycled in California each year. When there is no outlet for the tape, it simply goes in the trash or is burned in the open fields.
01
The Recycling Process
Drip tape recycling involves stripping off the attached soil and farm debris and re-melting the soil-free polyethylene as raw resin flakes to be reused in manufacturing drainage pipe, pallets, trash can liners, conduit for electric cable, and other products.
02
Technical Advantages
PE drip tape is a fairly clean and single polymer waste flow, and that is what makes the economics work. Unlike the mixture of feedstocks found in municipal plastics, drip tape is near negligible (and easily removed) contamination from dirt, sand and plant matter such that it is much easier to wash and recycle.
03
Waste Disposal Savings
For self-operated farms recycling drip tape results in waste disposal savings. Tipping fees for agricultural plastic have been rising. Recycling the tape through an additional line and selling the pellets to plastic manufacturers covers the cost of disposal in many cases.
How a Drip Tape Recycling Machine Works: Full Process Flow
The actual drip tape recycling process is a series of stations in a cycle, not one machine. Contaminated tape will be run through this series to produce clean pellets that can be sold to reprocessing plants or added back into producing PE sheets. KITECH run their process in seven stages, all designed specifically for the characteristics of agricultural PE tape:
STEP 1
Crushing
Single-shaft crusher cuts tape to 20-50 mm flakes
STEP 2
Water Rinsing
High-volume rinse tank removes loose soil and sand
STEP 3
Friction Washing
High-speed friction washer scrubs embedded contaminants
STEP 4
Drying
Centrifugal dryer reduces moisture to below 5%
STEP 5
Plasticization
Extruder melts clean PE flakes at 160-200°C
STEP 6
Pelletizing
Water ring cutter forms uniform 3-4 mm pellets
STEP 7
Final Drying
Vibrating screen + air dryer for packaging-ready pellets
Why the Washing Stage Matters Most
Collected agricultural drip tape contained 10 to 40% contamination load (by weight), due mainly to silts, sands and minor amounts of fine fragments of roots and vegetation. Were they to be reintroduced into the extruder, they would reduce the overall pellet quality and cause increased damage to the screw and barrel. No question — washing is the knife-edge stage of a successful drip tape recycling facility. KITECH utilizes a two-stage process where a soak-and-rinse tank first removes the majority of the field sediment deposit and then a high-speed friction washer running at 800-1200 RPM scrubs the residual particles from flake surfaces. Operators who have previously run tape through simpler single-wash setups can tell the difference right away — output pellets come out darker with visible inclusions when the washing stage falls short.
The Pelletizing End: Where Flakes Become Revenue
Upon exiting the dryer, the clean PE flakes pass via conveyor to the extruder barrel. Inside, a specially designed screw with a vacuum degassing system evacuates entrapped air and remaining water from the melt — a key step for pellet density and consistency. At the die face, a water ring cutting system shaves the melt strand into regular pellets. Water ring cutters enable the length of the pellets to be varied by settable motor-driven speeds, and for industrial applications are typically 3-4 mm in diameter. KITECH uses a pelletizing system with a double station discharge valve so that operators can switch between collection bins during operation.
Key Components of a Drip Tape Recycling Line
All drip tape recycling lines use the same basic modules, but it’s the engineering details that impact throughput, pellet quality, and future maintainability. These are the basic modules in a KITECH machine; Notice what to evaluate on any tape recycling machine.

01
Single-Shaft Crusher
Hardened alloy steel (HRC 58-62) used for long service life when processing soil contaminated tape. Hydraulic pusher delivers the material at a constant feed rate. Screen mesh size determines the size of the flake produced – 20 mm mesh given for thin tape, 40 mm for thicker irrigation pipe.

02
Friction Washer
The Friction Washer is a high speed rotating paddle at 800-1200 RPM, generates high levels of friction, between the flakes and the perforated screen barrel, removing surface impurities by abrasion, without applying chemicals. Usage of water is also comparatively lower than float-sink tank systems as the water is continuously recirculated through a sediment separator.

03
Centrifugal Dryer
Washes surface water from the flakes down to below 5 weight-%. Allowing the flakes to dry efficiently at this point matters — excess water in the extruder causes bubbles, porosity, and uneven pellet density. Stainless steel dryer screens prevent corrosion from wet agricultural residue.

04
Extruder with Degassing
The single-screw or twin-screw extruder has an L/D of 28-36:1, and has a vacuum degassing system. Its vacuum degassing port vents entrapped air, moisture vapor and light volatiles from the PE melt. This yields pellets with fewer voids and greater density. Barrel and screw are made from nitrided steel to slow erosion due to residual grit in the melt stream.

05
Self-Cleaning Laser Filter
KITECH’s leading edge filtration method. It replaces traditional wire mesh screens prone to blockages and the trouble of removing and replacing, with a solid disc of chromium-molybdenum steel, laser drilled with micro apertures. An automatic disc scraper constantly cleans the filter disc, flushing out debris, without disrupting the flow of material.

06
Water Ring Pelletizer
Die-face cutting with water ring quenching of the pellets result in consistent, cylindrical pellets. Pellet shape and size can be accurately modulated by changing the die hole size/ number of holes and blade speed. Pellet production is though prepared using a water bath to facilitate fast cooling followed by a centrifugal dryer.
All parts are linked by an industrial PLC control panel — manage the full line from a single station.
Interested in configuring this line for your facility’s specific throughput needs?
Drip Tape Recycling Machine: Materials & Specifications
Materials Processed by Our Drip Tape Recycling Machine
While the page is about the specific application of drip tape, the KITECH recycling line has been designed to accommodate multiple PE-based agricultural and industrial materials. Each stage of the same washing, drying and pelletizing system is capable of handling different feedstocks with minimal change-overs.
| Material | Polymer Type | Typical Contamination | Notes |
|---|---|---|---|
| Thin-wall drip tape | LDPE / LLDPE | Soil, sand, roots (15-40%) | Primary target material. 0.15-0.4 mm wall thickness. |
| Heavy-wall drip tubing | HDPE / LDPE | Soil, mineral deposits (5-20%) | 0.8-1.2 mm wall. Higher throughput due to denser material. |
| Agricultural mulch film | LDPE / LLDPE | Soil, crop residue (20-50%) | Requires extended washing cycle. Often co-processed with drip tape. |
| Greenhouse film | LDPE / EVA blend | Dust, UV degradation (5-15%) | Cleaner feedstock. Higher pellet quality output. |
| PE irrigation pipe offcuts | HDPE | Minimal (post-industrial) | Clean scrap. Can skip washing stage entirely. |
| Soft irrigation pipes | LDPE / LLDPE | Soil, algae (10-25%) | Similar processing to drip tape. |
Contamination is the variable of most importance. A soil content over 30% mandates two-stage friction washing and may even require a third pre-soak tank before the material is clean enough for pelletizing. More sterile feedstocks such as greenhouse film or post-industrial pipe offcuts may skip the friction washing step entirely, increasing throughput on those runs by 20-30%. Thus the temperature window for melting is usually the same whether melting greenhouse film or contamination-free post-industrial piping (150-210C) so the extruder and pelletizer largely require the same process parameters.
Drip Tape Recycling Machine Technical Specifications & Capacities
KITECH produces six standard size ranges of drip tape recycling lines. Every size can be ordered either as a full turnkey package or as individual, upgrade-able modules.
| Model | Capacity (kg/h) | Main Motor (kW) | Washing Power (kW) | Total Power (kW) | Water Usage (m³/h) | Operators |
|---|---|---|---|---|---|---|
| KT-DT200 | 200 | 55 | 22 | 95 | 3 | 3 |
| KT-DT300 | 300 | 75 | 30 | 130 | 4 | 3 |
| KT-DT400 | 400 | 90 | 37 | 165 | 5 | 3-4 |
| KT-DT500 | 500 | 110 | 45 | 200 | 6 | 3-4 |
| KT-DT650 | 650 | 132 | 55 | 245 | 7 | 4 |
| KT-DT800 | 800 | 160 | 75 | 310 | 9 | 4 |
Note: Capacity estimates are based on 20% soil contamination level in LDPE drip tape, expressed as weight of shot pellets after washing and pelletizing. Actual throughput depends on feedstock composition and contamination. Typical energy consumption per kilogram of produced pellets in each configuration is 0.35-0.50 kWh/kg. All models are 380V/50Hz three-phase voltage (North American users choose 220V/60Hz).
KITECH Workshop: Drip Tape Recycling Line
Explore our advanced manufacturing workshop and high-performance recycling equipment gallery.







×
![Enlarged view]()
Drip Tape Recycling Case Studies: From Field to Pellet
Case Study 1
Drip Tape Recycler in Central California, USA
A farmer based in Fresno County, California operates a 10Ha produce farm and collects used drip-irrigation tape from other several other local farms to ensure the sustainability of his business through as low an input cost as possible. He began to work with KITECH in 2014, noting that his existing recycling system was unable to keep pace with the volume of crop residue arising from this high-yielding production system, putting him at risk of costly landfill disposals.
The farmer baled the used drip tape after collection in a local forage and equipment co-operative Baled used growers’ apace fed directly into the crusher, without requiring any further sorting for fittings. Each twenty-hour day consists of running the entire washing and pelletizing system for 8 hours, Baling the recycled pellets for 4 hours, running the system another 8 hours and then baling again. The finished recycled plastic pellets are shipped out by truck every week to pipe manufacturers in Los Angeles, California, where they are formed into high-quality irrigation pipe.
500 kg/h
Processing Capacity
~80 tons/mo
Pellet Output
14 months
Payback Period
Case Study 2
Agricultural Waste Processing Facility in Antalya, Turkey
Turkey’s Mediterranean coast is home to some of the world’s highest concentration of greenhouse and drip irrigated agriculture. A second hand greenhouse grewer required high throughput, low-cost processing for used greenhouse film after harvesting but before the off season for drip irrigation tape begins. He sourced a second hand KT-DT400 line and installed it on his farm near Antalya.
Soil contamination levels on Turkish drip tape are slightly lower (usually 15-20%) than the Californian material because the Mediterranean climate has a shorter growing season and the sandy loam subsurface washes through more easily. His operation reports that its recycled pellets maintain the quality standards necessary for most types of industrial garbage bags and cable conduits.
400 kg/h
Drip Tape Capacity
2 Materials
Drip Tape + Greenhouse Film
< 200 ppm
Pellet Impurity Level
Case Study 3
PE Recycling Plant Expansion in Lahore, Pakistan
An existing plastic recycling company in Lahore was receiving drums and rigid containers of HDPE, but wanted to incorporate agricultural film and drip tape into its feedstock stream. KITECH supplied a KT-DT300 washing and pelletizing line to integrate with the existing rigid plastic granulator.
Pakistan’s agricultural sector uses drip irrigation tape mainly in cotton and sugarcane fields across Punjab. Wall thickness varies from 0.2 mm thin-wall to 0.6 mm medium-wall, and the KITECH crusher handles the full range without screen changes. This recycler now processes drip tape five months per year (November through March, after the cotton harvest) and runs agricultural film the remaining seven months.
300 kg/h
Line Capacity
5 Materials
Tape + Film + Rigid PE
12 months
Payback Period
Drip Tape Recycling Machine Cost and ROI Analysis
The initial, most common question for a drip tape recycling line is, How much will it cost and what can it earn? Here is a transparent piece-by-piece costs and revenues example.
Entry Level
$35,000 – $55,000
200 kg/h capacity
- Crusher + wash tank + friction washer
- Centrifugal dryer
- Single-screw extruder (55 kW)
- Water ring pelletizer
- Standard mesh filter
- Basic PLC controls
Mid-Range
$65,000 – $120,000
300–500 kg/h capacity
- Everything in Entry Level
- Pre-soak tank for heavy contamination
- Self-cleaning laser filter
- Vacuum degassing system
- Touchscreen HMI + full PLC
- Conveyor automation
High Capacity
$120,000 – $180,000
500–800 kg/h capacity
- Everything in Mid-Range
- Twin-screw extruder (132-160 kW)
- Dual pelletizing heads
- Automated bagging system
- Water recycling and treatment
- Remote monitoring system
All prices F.O.B. Shanghai. Shipping, customs and installation labor not included. Payment terms are 30% T/T deposit, 70% before dispatch; or confirmed L/C at sight. Lead time is normally 60-90 days after receipt of deposit.
Operating Cost Breakdown (Mid-Range Example: 400 kg/h)
| Cost Item | Monthly Cost (USD) | Notes |
|---|---|---|
| Electricity | $2,800 – $3,500 | 165 kW total, 16 hrs/day, 22 days/mo, $0.06-0.08/kWh |
| Water | $300 – $500 | 5 m³/h with 70% recirculation |
| Labor (3-4 operators) | $1,500 – $4,000 | Varies by country. Two-shift operation doubles this. |
| Wear parts (blades, screens) | $400 – $600 | Amortized monthly. Blade replacement every 800-1200 hours. |
| Raw material (used drip tape) | $0 – $2,000 | Often free or at negative cost (paid by farms for collection) |
| Total Operating Cost | $5,000 – $10,600 | — |
Revenue Side
Bulk reprocessed PE or HDPE pellets purchased in a timely manner regularly command $400-$700/ton in most markets, depending on quality. A line producing 400 kg/ hr of reprocessed, granulated granule working an 8-hour shift produces roughly 65-70 tons of granulate per month. At an average sales price of $500/ton, that means in $32,500-$35,000 revenue/month and a net margin of of Rebekl-Hfebol per month net of amortized equipment costs. KITECH clients report payback on their investment of 10 to 18 months as typical.
Turnkey Service: Installation, Training, and After-Sales
While purchasing a drip tape recycling line is its own kind of investment, actually operating it and understanding how KITECH support can keep it successfully operation for years to come is just as important. KITECH provides turnkey delivery from factory layout design to commissioning and operator training.
01
Pre-sale
Sample testing (send a sample of your drip tape to KITECH, and we can run and report pellet quality), factory layout drawing based on your site dimensions, and a detailed capacity/ROI projection.
02
Manufacturing
60-90 day manufacturing run. Photo and video documentation shared. Equipment is tested with available PE material before shipment.
03
Shipping & Installation
Equipment shipping FOB and delivered by any reputable freight Forwarder. For shipping quotes and trail transports, email [email protected]. Installation supervised by KITECH technical specialist: shipping and utility requirements provided in advance.
04
Commissioning
KITECH technical specialists provide installation supervision, electrical commissioning guidance, operational parameter calibration, troubleshooting, and operator training. Typical time on site is 7-14 days depending on size of line.
05
Operator Training
Provided during commissioning with hands-on instruction on optimal operating procedures, maintenance schedules, optimized parameters, and preventative troubleshooting. Available in English, Chinese, Spanish and Arabic.
06
KITECH After-Sales
24-hour technical support remotely by web cam call. Replacement parts shipped from Zhangjiagang facility within 48 hours. Automatic investment in critical wear parts: blades, screens, wear sleeves, etc.
Drip Tape Recycling FAQ
A complete drip tape recycling line from KITECH costs between $35,000 and $180,000 USD depending on throughput capacity, system configuration, and automation options. Small entry-level lines (200 kg/h capacity) cost around $35,000-$55,000, whereas medium throughput lines (300-500 kg/h capacity) with the self-cleaning laser filter cost around $65,000-$120,000. Large, high-capacity turnkey systems (500+ kg/h capacity) with automation features are sold at $120,000-$180,000. FOB Shanghai. Payment options include LC and T/T.
KITECH drip tape recycling systems are available with capacities from 200 to 800 kg/h. The most common system for intermediate recyclers is the 300-500 kg/h layout which produces PE pellets of sufficient purity for pipe extrusion, injection molding, or blown film applications. Actual productivity depends on the level of contamination in the input tape and the thickness of the tape wall.
Yes. Pellets made by the drip tape recycling system meet the quality bar for many downstream uses. Cleaned and pelletized PE goes into manufacturing drainage pipes, plastic pallets, garbage bags, cable conduits, and similar industrial products. With the KITECH self-cleaning laser filter in the line, impurity levels in the finished pellets stay under 200 ppm — good enough for all non-food-contact plastic goods. Some of our customers in Turkey sell their output pellets directly to pipe extrusion factories in the same industrial zone, cutting transport costs to near zero. The pellet color depends on the input material — natural or white drip tape yields lighter pellets that command higher prices than dark-colored mixed-source material.
A typical KITECH drip tape recycling setup requires 500-800 m2 of space for machinery, with additional room for raw material and finished product storage. The recycling line washing section will require connection to a water source and a drainage system. Ceiling height must be at least 5 m to support the conveyor and hopper system. Layout plans are supplied at quotation stage.
Look for CE, UL, and CSA marks. KITECH holds all three, plus SGS factory audit certification (Report QIP-ASI244570).
A KITECH drip tape recycling line runs with 3-4 operators per shift. One person handles the infeed — sorting and loading material. Another monitors the washing section. One or two more manage pelletizing and bagging at the output end. PLC controls handle process parameters automatically, so operators spend their time on material handling and quality checks rather than adjusting machine settings.



