
Get in touch with Kitech Company
PET Pelletizing Machine: Convert Flakes to High-Quality Pellets at 100–1000 kg/h
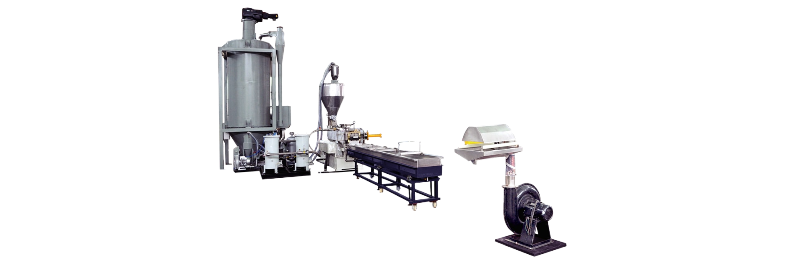
Kitech TSK-series pelletizing lines turn washed PET bottle flakes into market-ready pellets with vacuum degassing and IV preservation – built for recyclers who need consistent output and low scrap rates.
100–1000
kg/h capacity range
500+
clients worldwide
80+
countries served
60
day delivery

What Is a PET Pelletizing Machine?
A PET pelletizing machine is an industrial processing line that takes washed polyethylene terephthalate (PET) flakes from the washing line and converts them into the plastic pellets (or “chips”) which are the standard raw material of downstream manufacturing processes. (Injection molding, sheet extrusion, fiber spinning, and strap production all begin with pelletized feedstock rather than loose flakes.)
Why Pelletization is Essential
Why? Because flakes by themselves can’t feed reliably into most downstream equipment. Variations in size and shape cause bridging, inconsistent flow, and poor melt quality. A pelletizer melts the flakes, filters out any contaminants, removes volatiles, and cuts the results into precisely-sized cylinders or spheres, ready for processing downstream.
Key Differences from Generic Granulators
Here’s what sets them apart from other plastic pelletizing machines: PET is hygroscopic and degrades quickly if there is any moisture at processing temperatures. Most polyolefin pelletizers running PE or PP can handle residual moisture levels above 500 ppm. PET needs levels below 50 ppm. This (single!) fact drives the entire design – crystallizing dryers, dehumidified air systems, and vacuum degassing which are not supplied with a generic plastic recycling granulator.
Preserving Intrinsic Viscosity (IV)
A PET pelletizer is really about keeping the intrinsic viscosity level of the final pellets from dropping below a certain value. Every melt cycle (on a reground chip, or on a recycled PET bottle) deprives the polymer chains of molecular weight. Back off the IV and you’ll have haze, brittle spikes, and lots of yellowish discoloration. “Ok” isn’t good enough here – a functionally designed granulation line keeps IV loss to less than 0.03 dl/g per pass.
How PET Pelletizing Works: From Flakes to Pellets
Pelletizing actually begins before the flakes reach the extruder. From raw material preparation through final pellet cooling, running a well-designed process guarantees reliable output every time, while a poorly optimized process will leave you struggling with quality issues.
Drying / Crystallizing
Feeding
Extrusion
Vacuum Degassing
Melt Filtration
Strand/Die
Cutting
Cooling & Drying
01
Stage 1: Drying and Crystallizing
Wet PET flakes arriving from the washing line carry between 3,000 and 6,000 ppm moisture. The flakes flow through a gravity-based mechanical dehydration unit (centrifuge, squeeze dryer, etc.) and then into a crystallization kiln. Crystallization occurs at 130-160C for approximately 20-40 minutes, turning the opaque white flakes to a semi-crystalline state. The IV of the material is stabilized at this point. Hot flakes then move into a dehumidified air dryer, where the moisture in the flakes is driven down to a level of 50 ppm or less. Neglect to dehydrate the flakes to this degree and the result will be pearlescent bubbles, a loss of IV, and yellowish discoloration in your pellets. It’s just that simple!
02
Stage 2: Feeding and Metering
Once dried, the flakes are fed into the extruder through a gravimetric conveyance hopper, and metered in at a consistent rate. Because the extruder is not force-fed, but in effect starve fed, surging, melt pressure spikes, and feed inconsistency are all avoided.
03
Stage 3: Extrusion and Melt Processing
Inside the extruder barrel, the screw conveys, compresses and melts the PET flakes at 260-280 C. Dimensions of screws matter a lot here. As PET flakes have low bulk density, a screw with a deeper feed section is preferred. A shorter compression zone is used to reduce the shear of the polymer. Excess shear results in degradation of the resin and on the other hand insufficient shear results in unmelted flakes being extruded. Getting this combination right gives the screws the stability required.
04
Stage 4: Vacuum Degassing
Next, melt enters a vacuum zone at -0.06 to -0.09 MPa; moisture, acetaldehyde, and other decomposition gases are extracted from the melt. A lack of vacuum degassing means the acetaldehyde in the pellets could be as high as 10 ppm. However, 21 CFR 177.1630 requires AA to be below 1 ppm for food grade. The vacuum degassing system can therefore achieve this.
05
Stage 5: Melt Filtration
Molten PET then flows through a screen changer which has a filter of mesh size 80-200 to trap paper fibers, metal shavings, resins, gels, and other residues. Automatic continuous screen changers keep the line productive and do not have to be manually emptied during a shift, which is helpful when the system is putting out flakes, PET bottles, pellets, etc. that already contain contaminants.
06
Stage 6: Strand Formation and Cutting
Filtered melt then travels through a die plate to form multiple strands at the exit. Heat from the die plate is transferred to the strands which are cooled in a water bath. They then pass through a strand pelletizer which pulls the strands over rotary blades at the necessary rate and forms the cylindrical pellets. After cutting, pellets are dried in a centrifugal dryer and stored in silos ready to package or use.
Types of PET Pelletizers: Strand vs. Water Ring vs. Underwater
There are many other systems used for PET pelletizing and the one used greatly affects pellet shape, degradation rate, machine life, and the need for process monitoring.
| Parameter | Strand Pelletizer | Water Ring Pelletizer | Underwater Pelletizer |
|---|---|---|---|
| Pellet Shape | Cylindrical | Lens / Irregular | Spherical |
| Typical Capacity | 100–1000 kg/h | 200–800 kg/h | 500–3000+ kg/h |
| Capital Cost | Lower | Mid-range | Highest |
| Operator Skill Needed | Moderate | Lower | Lower (once tuned) |
| Best For PET? | Most common choice | Less ideal for PET | High-volume lines |
| IV Preservation | Good | Fair | Good |
Strand Pelletizing — The Workhorse for PET
This is the typical method of pelletizing for the 100-1000 kg/hr PET recycling lines. Melt is extruded as 10 to 30 strands, the strands are quenched in a water bath for 2 to 4 meters and then fed directly into a rotary cutter, the direct visual feedback from this setup is very useful in identifying problems in the line compared to enclosed cutting mechanisms which are more difficult to monitor.
Advanced strand pelletizers are equipped with sensors to detect a break in the strand and also an auto-feeding system whereby a broken strand is re-inserted back into the cutter. This reduces the down time from a minute to a few seconds at each interval.
Water Ring Pelletizing
Water ring systems cut the strands at the die face and water rings carry the pellets away from the die face. Less common for PET, a water ring system is better suited for polyolefin than PET as the rapid hot water contacts directly with the die face and can cause bad crystallization, downgrading the PET to a more opaque and brittle product.
Underwater Pelletizing
For extremely high-volume PET recycling out there, say 1000+ kg/h I can certainly get behind underwater pelletizing. The die plate is submerged in process water, and a series of rotating knives cut pellets directly into it. The resulting pellets are near perfect spheres with an extremely tight density distribution. The obvious penalty is the cost: underwater die plates and cutter assemblies are precision ground components that cost far more to both purchase and maintain. For most recyclers in the 100-800 kg/h range I think strand pelletizing produces equally-high quality pellets with a significantly lower total cost of ownership.
Terminology Notice
One thing worth mentioning here: the PET granulator equipment market has become overly-buried in synonyms. Every time I talk to a machinery manufacturer they seem to call a pelletizer a granulator or granulation system… the names seem to change, but the machines don’t. Just be sure that when comparing quotes you are talking apples to apples about the type of cutting equipment used.
Key Components of a PET Pelletizing Line
From rough to ready – a complete PET pelletizing line consists of multiple systems working together to get from dirty flakes to high-purity pellets:
Crystallizing Dryer
Dryer – reduces PET flake moisture from 3,000-6,000 ppm to below 50 ppm. Uses dehumidified air at 130-170C. Takes 4-6 hours depending on initial moisture content.
Feeding System
Gravimetric loss-in-weight feeder ensures stable throughput into the extruder whether the PET flake material is pre-sorted or not, as the initial bulk density changes. Includes hopper level sensor and agitator to prevent bridging.
Single or Twin Screw Extruder
The melt processing step. Single screw extruders handle pure, well-sorted PET feedstock optimally. When dealing with blended feedstock, twin screw extruders work better. When adding compounds, the extruder must be bigger.
Vacuum Degassing Module
Typically 1-2 vacuum ports on the extruder barrel at -0.06 to -0.09 MPa. Regulate to remove acetaldehyde, any residual moisture, off-gasses. Essential for food-contact rPET applications.
Continuous Screen Changer
Dual-piston or rotary style screen changer enables screen changes without shutting down the line. Mesh size: 80-200 mesh based on pellet intended use.
Strand Die and Cooling Trough
Ensures doughy, hot PET strands leave the die plate at preset diameter. Die hole count: 10-30. Water cooling box length: 2-4 meters. Temperature maintained at 40-60C for proper crystallinity.
Strand Pelletizer / Cutter
Rotary blade assembly cuts hot strands into cylindrical pellets 2-4 mm diameter. In high-end models the assembly is equipped with automation – thanks to a strand detector the blades will automatically turn on whenever strands hit the die.
SSP Module (Optional)
Heating pellets at 200-220C at 8-16 hours in a nitrogen-rich environment to restore IV to 0.80+ and restore original properties. Required for bottle-to-bottle applications.
Critical Sizing Note
Each of these subsystems needs to be sized to the appropriate throughput. Dryers that are too small are a very common issue we see, because operators are trying to cut equipment costs, and end up feeding wet flakes into the extruder. It is so difficult to bring the moisture content down, an undersized dryer ruins the entire end goal of an optimized line. The drying heat station alone makes up 15-20% of the total line cost. Getting this wrong makes the entire process fail.
PET Pelletizing Machine Specifications and Capacity
The Kitech TSK line is built for PET pelletizing from pilot testing to medium-high volume production. See the table below for general configuration methods. Everything else is custom-made to the client’s specification.
| Model | Output (kg/h) | Pelletizing Method | Applications |
|---|---|---|---|
| TSK-100 | 100–150 | Strand | Pilot lines, small-volume fiber producers |
| TSK-200 | 200–300 | Strand | Small-to-mid scale recyclers |
| TSK-500 | 400–500 | Automatic Strand | Mid-scale bottle-to-pellet operations |
| TSK-800 | 600–800 | Automatic Strand | Large recycling plants, food-grade rPET |
| TSK-1000 | 800–1000 | Automatic Strand | High-volume integrated recycling facilities |
Based on Kitech product catalog. TSK series PET flakes pelletizing systems specifications.
Key Machinery Parameters Across All Models
Input material:
Washed PET flakes (from bottles, containers, packaging sheets, etc.) with residual moisture content of 50 ppm or less.
Final dimensions:
Cylindrical pellets 2-4 mm diameter, bulk density 0.75-0.85 kg/L
IV preservation:
Target ≤0.03 dl/g loss per pass
Vacuum degassing:
Standard on all TSK models (-0.06 to -0.09 MPa)
Melt filtration:
Via continuous screen changer, 80–200 mesh
Control system:
PLC with HMI touchscreen, recipe management, alarm logging
Certifications:
CE, UL, CSA – all plastic pelletizing machine models
Actual throughput depends on feedstock quality – contamination levels and flake bulk density are particularly critical. Post-consumer PET bottle flakes produce an output of 85-95% of nameplate capacity due to more variable throughput rates. Post-industrial PET scrap, in contrast, tends to be cleaner and more uniform leading to nameplate or higher production.
Applications of Recycled PET Pellets
PET bottle recycling produces pellets used in a surprisingly broad set of end markets. What each pellet is suitable for depends primarily on the pellet’s IV level, color clarity and contaminant profile, all of which are controlled during the pelletizing process.
Fiber and Staple Production
Fiber dominates the recycled PET end market. Post-consumer PET pellets are spun into polyester staple fiber used in clothing, carpet backing, non-woven fabrics and insulation batting. Requirements for IV: 0.58-0.65 dl/g. Can accept mixed colors at the pelletizing stage.
Bottle-to-Bottle Recycling
Food-grade rPET pellets are used to produce new PET bottles. The most premium application, this uses the highest quality pellets: IV 0.80 dl/g (restored via SSP), AA below 1 ppm and applicable FDA or EFSA decontamination protocol. Demanding application: highest value, but highest demand on pelletizing line quality.
Sheet and Thermoforming
Pellets made from PET are transformed into sheet (flat) form for thermoformed packaging applications: shelves, clamshell containers, trays, blister packs. IV range: 0.70-0.78 dl/g. For transparent pack applications, color clarity matters.
Strapping and Banding
The market for recycled PET pellets in PET strap- a PET wrapper for carton pallets is expanding. Relying on good residual tensile strength from the end product, high tensile strength depends directly on maintaining IV level during pelletizing.
Injection Molding
The injection-molding market for recycled PET pellets is growing- automotive interior components, electronics housings and industrial components are all now manufactured using previously used PET in multiple formulations. Reinforcing with 15-30% glass fiber enhances the structural properties of the formed part.
Non-Woven Fabrics
Applications for medical masks, agricultural ground cover, geotextiles are all users of PET as pellet form. Pre-consumer PET makes a good feedstock here since purity requirements are much relaxed as compared to PET sheet and bottle applications.
Economic Value & Sustainability
The recycling of PET flakes into pellets has become economically attractive given the increasing sustainability pressure worldwide. As current regulation (e.g. EU Single-Use Plastics Directive) and brand commitments to ‘30% recycled content by 2030’ send the demand for high-quality rPET pellets on a steady upward trend, PET processors capable of manufacturing regular, high-IV post-consumer PET pellets will fetch a premium – (for instance) in the US by about $200-400/ton vs commodity quality rPET depending on end product specifications.
PET Pelletizing Machine Price Guide and Cost Factors
Planning a capital investment in a PET pelletizing machine? When preparing a budget, take into account more than just the equipment price tag. Here is the actual reason why.
Equipment Price Ranges
| Capacity Tier | Typical FOB Price (Chinese Manufacturer) | Includes |
|---|---|---|
| 100–200 kg/h | $45,000 – $85,000 | Dryer, extruder, strand cutter, basic controls |
| 300–500 kg/h | $90,000 – $180,000 | Above + auto strand, vacuum degassing, continuous screen changer |
| 800–1000 kg/h | $180,000 – $300,000+ | Full line + SSP module + PLC automation + commissioning |
Prices shown are general industry estimates based on available market information and manufacturer catalogs. Costs vary depending on individual configuration and optional modules purchased, as well as final destination country.
Major Cost Factors
Capacity of any given pelletizer. Naturally, doubling capacity increases costs by 50-70%. Larger TSKs benefit by economies of scale.
Cutting systems
At the cheapest end is a manual strand pelletizing setup, with an optional upgrade to an automatic strand pelletizer. For nearly all PET recyclers, the auto-strand upgrade realizes savings over manual operation within 3-6 months.
Food-grade capability
SSP modules and improved decontamination increases costs by 30-40%. However they can then access the premium prices of food-grade rPET pellet: the resulting margin improvement can usually justify the investment for those recyclers who can access sufficiently clean bottle-grade feeds.
Automation level
An HMI and PLC control system adds $10,000-$25,000 over a simple relay-controlled setup, but brings recipe storage, remote monitoring and data logging. Recycling operations running 24/7 will gain the most from this investment, leading to consistent product quality and less dependency on operator skill.
Installation and commissioning
Factory commissioning, operator training and first run are included in the price quoted for Kitech. Typical installation may take 10-15 days depending on site condition. Many European companies quote the equipment-only price and separate the installation cost, which is charged by the day of engineering, at US$400-800/day plus expenses.
Case Studies: PET Recycling Projects
Actual performance of PET pelletising plants, across different configurations and technologies.
Southeast Asian Bottle-to-Fiber Operation
A PET bottle recycler in Ho Chi Minh City collecting hand-sorted flakes required a process to convert a quantity of these flakes into fiber grade pellets for export to yarn spinners in India. Their existing process – a second hand single screw line without vacuum degassing – was not producing saleable grades with a reliable IV (usually between 0.52-0.68 dl/g batch-to-batch) and was gaining a reputation for contamination that was continually rejected by customers.
Following installation, it maintained IV consistency in the 0.60-0.64 dl/g range for each run. Its continuous screen changer cut the downtime between screen changes from 45 minutes to almost negligible. Their pellet rejections after 6 months went from around 12% down to less than 2%.
“We used to lose half a shift every time we changed screens. Now the line runs continuously and our buyers stopped complaining about pellet quality.”
European Food-Grade rPET Producer
A well-established plastic recycler supplying to the European beverage market required a new pelletising line to ensure compliance to EFSA food-contact specifications. Their own specifications were for IV output of 0.80+ dl/g, AA below 1 ppm and complete traceability from flake input to pellet batch.
Kitech provided twin vacuum degassing ports, increased-area melt filtration (120 mesh), and an SSP module to recover the IV. Laboratory test of SSP pellets yielded consistent IV of 0.81-0.83 dl/g. Laboratory test of AA level was 0.4-0.7 ppm, far below the EFSA threshold. The SSP pellets successfully passed the EFSA challenge test and are approved for the manufacture of direct food-contact bottles.
West African PET Recycling Startup
First time recycler entering the expanding West African PET recycling market selected the TSK-200 as a starter line. Feedstock quality was inconsistent — a mixture of PET bottles, thermoformed containers and some PVC contamination by manual sorting.
Kitech offered a longer commissioning time with local operator training on-site. They used mesh screens with a finer specification of 100 mesh than standard to cope with increased contamination and coarser mean particle size of the manually sorted feedstock. The local operator team kept successful 8-hour shifts operating at 180 kg/h average throughput after three months, and producing fiber-grade quality pellets for the regional market. The line processes about 50 tonnes per month of post-consumer PET bottle waste.
Why Choose Kitech for PET Pelletizing Equipment
Kitech isn’t the only PET recycling machine manufacturer in China. But here’s why 500+ recyclers across 80+ countries keep choosing them.
European Engineering, China-Built Pricing
Kitech screw and barrel design comes from European process-engineering partnerships. Extrusion geometry, metallurgy specifications and tolerance levels match those found on a German/Italian machine builder. Manufacturing takes place in Jiangsu, China, at a cost 40-60% less than equivalent European machinery without sacrificing engineering standards for PET processing performance.
Certifications That Open Markets
CE Certified
UL Listed
CSA Approved
CE, UL, and CSA certifications mean Kitech products meet safety and quality performance standards needed to move into the EU, North American and international markets. For PET recycling operations selling pellets into regulated end-markets such as food containers or automotive trim, having third-party verified equipment strengthens your own compliance documentation.
60-Day Delivery and Full Support
Standard TSK models ship within 60-90 days after you sign off on order. Customized configurations are shipped in 75-90 days. Each purchase includes factory acceptance testing, remote video commissioning support, operator training resources and 12 months of spare-parts inventory support. Kitech maintains regional service partnerships in Southeast Asia, North Africa, Europe and beyond to assist on site service when required.
Proven Track Record in PET Processing
With over 500 customers operating plastic recycling processes worldwide, Kitech has realized application specific expertise with flake characteristics from various PET sources such as post-industrial scrap and input from heavily contaminated post-consumer bottle waste sourced in emerging markets. That history influences the design of each new line: filter size, screw profiles and dryer sizing are optimized for field results, not just simulation.
TSK Series Model Comparison
Compare up to three TSK pelletizing machine models side by side. Select the models that match your production requirements, then click “Compare” to see detailed specifications, pricing, and our best-value recommendation.
Select Models to Compare
Choose 2 or 3 models, then press Compare.
0 of 3 selected
Please select at least 2 models.
Comparison Results
PET Pelletizing Line Sizing Calculator
Enter your daily flake throughput, shift schedule, and target application to find the right TSK-series pelletizing system for your PET recycling plant.
Production Requirements
Daily Flake Throughput
Operating Hours per Day
Feedstock Source
Target Final Application
Start Your PET Pelletizing Project
From pilot through to full production-scale systems, Kitech builds up your complete pelletising system. CE/UL/CSA approval. 60 day lead time. On-site commissioning.
Get Your Custom Quote
FAQ: PET Pelletizing Machine
Depends on your daily flake throughput. Small operations processing 2-3 T/day typically need 100-200 kg/h capacity. Mid-scale 5-8 T/day operations go for 300-500 kg/h. Large 10+ T/day operations should look at 800-1000 kg/h plants. Always add 15-20% headroom above your average throughput.
Vacuum degassing stages remove dissolved volatile impurities during the extruding process, like acetaldehyde and residual moisture. If you skip it, air gets trapped in the form of blowholes in the pellets. Process gases are extracted from the melt at approximately 270-280 degrees Celsius, maintaining a stable Intrinsic Viscosity level. For food grade rPET, use vacuum degassing as it is needed to meet the strict FDA requirement of 21CFR 177.1630 specifications, and there is simply no other feasible method you can achieve the AA requirements. Most processors opt for dual port vacuum processing to provide excess safety margins.
Intrinsic viscosity refers to the molecular weight of your PET, expressed in deciliters per gram (dl/g). Virgin, bottle-grade resins start at 0.80 to 0.84 dl/g. Each recycling pass causes a degradation of about 0.02 to 0.05 dl/g through hydrolysis and thermal degradation of molecular chains. If IV drops below 0.60, the polymer becomes too brittle for bottle or fiber applications. A good process line with a well thought-out dryer, vacuum degassing and optional solid state polycondensation can contain the IV loss to less than 0.03 dl/g per cycle.
The main issues are IV drop during processing, contamination from mixed-color or mixed-material feedstock, higher moisture sensitivity versus virgin resin. Color sorting limitations mean mixed-color rPET often goes to fiber or sheet rather than clear bottles. Processing costs add $0.05-$0.12 per kg depending on feedstock quality. That said, rPET pricing has become more competitive as virgin PET prices fluctuate, with many brand owners paying premium prices for certified post-consumer recycled content.
Yes, but the line must have certain decontamination steps. Food-contact rPET must have high level of control of the cleaning processes, be vacuum degassed during extrusion and often SSP to restore IV while reducing contaminant levels further. Final pellets must meet FDA 21CFR 177.1630 or EFSA standards. Not all pelletising machines are suitable for this. Requires a line built for food grade specifications, with proved challenge test data.
Much safer. PVC releases hydrochloric acid above 200C, whereas PET processes cleanly at 260-280C with no toxic gases. Trace PVC contamination ruins PET pellets and damages the extruder screws, which is why PVC is always sorted out before PET extrusion.
Daily checks cover screen pack pressure, hopper levels, and pellet sample inspection. Weekly tasks include bearing lubrication, belt tension checks on the strand puller, and flushing the cooling water circuit. Screen packs need replacing every 40-80 hours depending on feedstock source. Plan for screw and barrel inspection at 3,000-4,000 hour intervals, and a full shutdown deep clean every 6 months. In practice, keeping spare screen packs and cutter blades on hand means unplanned shutdowns are rare. Budget 2-3% of your total equipment value on annual wear parts.



