Get in touch with Kitech Company
The drip tape recycling process turns used drip irrigation tape, thin, mud-caked polyethylene that piles up at the end of every growing season, into clean plastic pellets a factory can run again. On paper it’s simple: collect, shred, wash, dry, melt, and pelletize. In practice, the hard part isn’t the plastic at all. It’s the dirt that come with it. This guide walks through each stage, the equipment behind it, what the recovered pellets are worth, and why most used drip tape still never gets recycled.
Quick Specs: Drip Tape Recycling at a Glance
- Material: polyethylene (mostly LDPE/LLDPE), wall thickness 5–15 mil
- Recyclable: yes, mechanically, into PE pellets
- Process chain: collect & bale → shred → wash & float-sink → dry → extrude → pelletize → melt-filter
- Biggest challenge: 30–80% of incoming end-of-life weight is adhered soil and debris
- Output: black PE regranulate for new drip line, irrigation pipe, bags, pallets, plastic lumber
- Reality check: under 15% of U.S. agricultural plastic is currently recycled
The Drip Tape Waste Problem
Drip tape is one of the most efficient irrigation tools a grower has, delivering water straight to the root zone and cutting field water use sharply compared with flood irrigation. Trouble comes at the end of the season. Thin-wall tape, the 6–8 mil grades many vegetable growers buy, is often pulled up after a single crop, leaving long, tangled ribbons of dirty plastic at the edge of every field.
Volumes add up fast. A single acre under drip can leave behind hundreds of pounds of used tape per season, and a mid-sized operation generate tons of it. Burning it releases carbon and turns recyclable plastic waste into pollution; burying or stockpiling it carries legal and environmental risk in most jurisdictions. Yet recycling lags badly: industry estimates put the share of U.S. agricultural plastic that actually get recycled at less than 15%, according to reporting from Resource Recycling. Recyclable plastic, broken collection system: that’s the whole problem.
<15%
of U.S. ag plastic recycled
1–3 yrs
typical drip tape service life
30–80%
of EOL film weight is soil
That gap is the whole story. Understanding the drip tape recycling process means understanding why a technically easy material is economically hard to recover, and what a recycling line has to do to close that gap.
What Drip Tape Is Made Of (and Why It Matters for Recycling)
Before you can recycle drip tape, you’ve to know what polymer you’re holding. Get the resin wrong and you contaminate a whole batch; get it right and the material drop cleanly into a polyethylene recycling stream.
What type of plastic is drip tape made of?
Drip tape is made almost entirely of polyethylene (PE)predominantly low-density and linear low-density polyethylene (LDPE/LLDPE), with some heavier-wall products using HDPE blends. PE is chosen because it’s flexible, weather-resistant, and cheap, and because it extrudes easily into thin tube with a molded or labyrinth emitter running down the seam. To a recycler this is good news: PE is one of the most widely processed mechanical-recycling resins, with established end markets for the regranulate.
Wall thickness is the spec that drive both irrigation life and recycling behavior. Drawing on guidance from sources such as Delaware State University’s drip irrigation extension materials, tape is sold in a tight band of gauges and pressures:
| Wall thickness | Typical use | Recycling implication |
|---|---|---|
| 5–8 mil | Single-season row crops | Lowest bulk density; tangles and packs mud — hardest to feed |
| 10–12 mil | Multi-season / demanding crops | More plastic per foot; better yield per bale |
| 15 mil | Heavy-wall, long-life systems | Highest yield; behaves more like thick film |
Operating pressures are low, roughly 4 to 15 PSI, which is why the wall can be so thin. In recycling, that thinness is the catch: a truckload of 6 mil tape is mostly air and dirt, not plastic. A 15 mil heavy-wall product yields far more granulate per ton handled. This is also why a dedicated drip tape recycling line is configured differently from a rigid-plastics line, it has to move large volumes of light, floppy material without choking.
💡 Key takeaway
Drip tape is recyclable PE, but its low bulk density means throughput is governed by how fast a line can feed light material — not by how powerful the extruder is.
Can You Recycle Drip Tape? The Honest Answer
Can you recycle drip tape?
Yes, used drip tape can be mechanically recycled into polyethylene pellets, but not through your curbside bin. It needs a purpose-built recycling line or a dedicated agricultural-plastics program. Barriers are never the chemistry of the plastic; they’re contamination, collection, and the economics of handling a bulky, dirty, low-value stream.
Curbside and municipal recycling reject drip tape for the same reasons they reject plastic bags and film: it wraps around sorting equipment, it arrives filthy, and there’s no clean local market for it. So recycling happens in one of two places, a specialized recycler running a film/tape washing-and-pelletizing line, or a manufacturer-run take-back program that collects, processes, and feeds the regranulate back into new product. Research on agricultural-plastics management published through the U.S. National Library of Medicine stresses this same point: the limiting factors for ag-film recovery are logistics and contamination, not recyclability.
⚠️ Common mistake
Tossing used drip tape in with mixed recyclables doesn’t recycle it — it contaminates the load and usually sends the whole batch to landfill. Tape has to be kept separate, baled, and routed to a film-capable recycler.
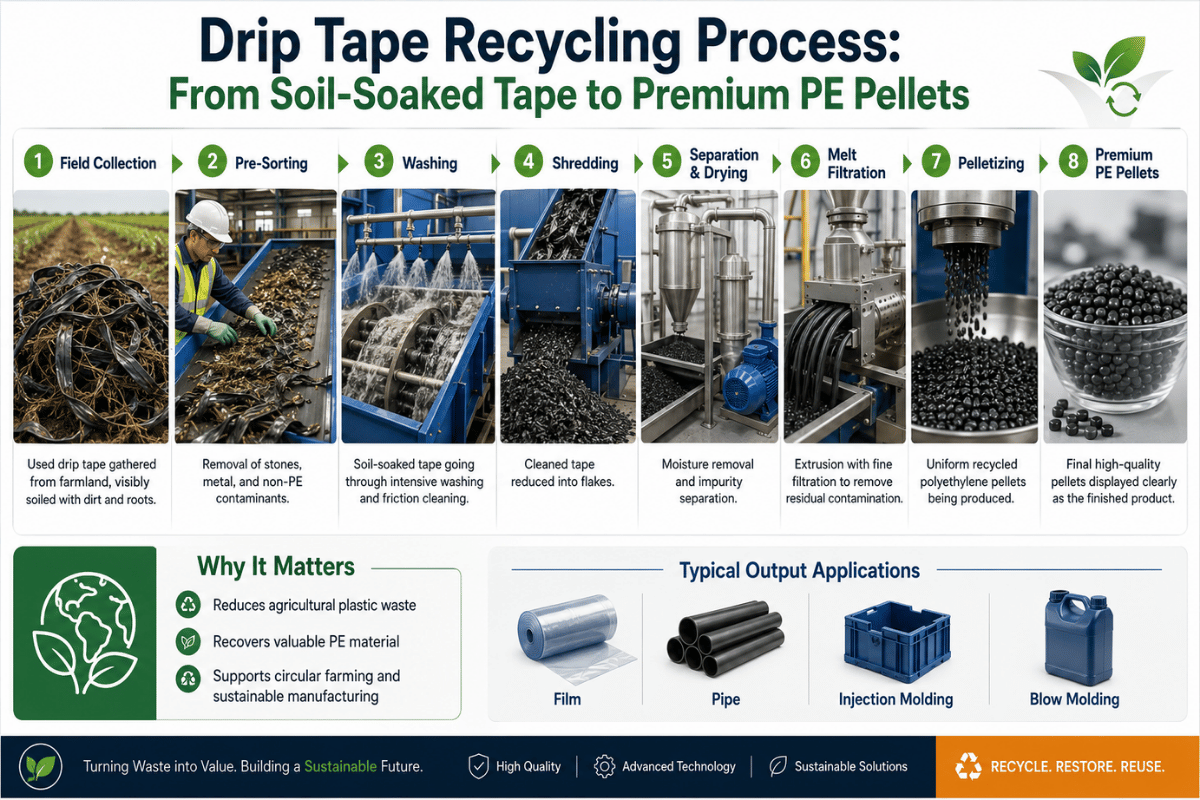
The Drip Tape Recycling Process, Step by Step
Mechanical recycling of drip tape follows a consistent sequence, from shredding through to pelletizing. Each stage exists to solve a specific problem: size, dirt, water, or melt quality. Here’s the full chain from field to pellet.
| Stage | What happens | Why it matters |
|---|---|---|
| 1. Collect & bale | Tape is pulled, wound, and compressed into transportable bales | Loose tape is mostly air; baling makes transport economic |
| 2. Shred / size-reduce | A shredder or cutter reduces tape to flakes or “scraps” | Smaller pieces wash evenly and feed the extruder consistently |
| 3. Wash | Friction and rinse washing strip off soil, debris, and plant matter | Decisive step — pellet quality lives or dies here |
| 4. Float-sink separation | PE floats; sand, grit, and heavier contaminants sink out | Removes abrasive minerals that would wear the line and degrade pellets |
| 5. Dry | Mechanical squeezing plus thermal drying pulls water back out | Wet feed causes voids, foaming, and weak pellets |
| 6. Extrude & melt-filter | Material melts, passes a screen/filter, and degasses | Catches residual fines; removes moisture and volatiles |
| 7. Pelletize | Melt is cut into uniform pellets (strand or die-face) | Uniform pellets are what converters will actually buy |
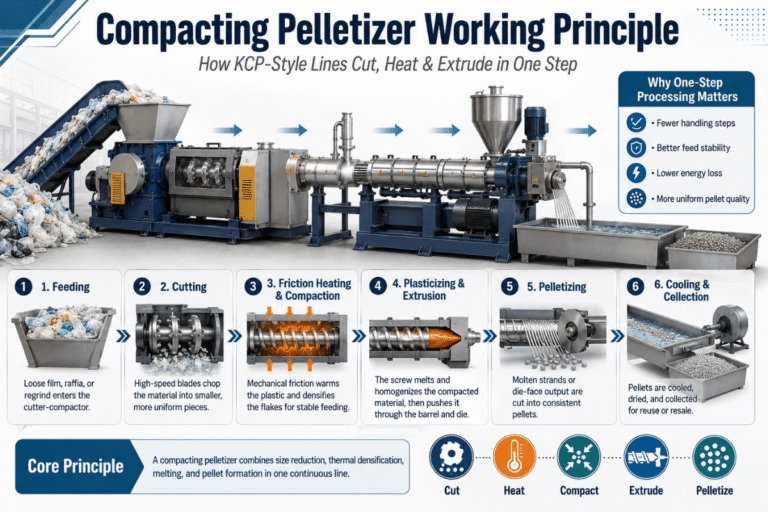
Two design choices shape how these steps are arranged. With lightly soiled, dry tape, a cutter-compactor integrated pelletizer can combine size reduction, drying, and feeding in one unit, which suits clean film well. For tape that arrives wet and dirty, the usual case, a wash line ahead of a two-stage pelletizer is the more reliable route, because it removes contamination before it reaches the melt. Kitech configures lines around the second pattern for field-collected tape, since real-world feedstock is rarely clean enough to skip washing. You can see how the wet route compares to dry processing in our guide to hot wash vs cold wash plastic recycling.
Why Contamination Is the Hardest Part: The Soil-Weight Trap
Here’s the single most important thing to understand about recycling drip tape, and the part almost every machinery brochure skips. When you buy or build a recycling line, you instinctively size it by plastic, tons of PE per hour. But field-collected tape doesn’t arrive as plastic. It arrives as plastic plus a very large amount of dirt.
Peer-reviewed work backs this up with hard numbers. A 2024 review of agricultural-mulch recycling in the journal Circular Agricultural Systems reports recovered films carrying 30–80% surface contamination, mostly soil and plant debris. A 2025 study from American University on the plastic footprint of U.S. agriculture goes further, finding that mulch films at end of life can be 60–80% adhered soil by total masswhich, the authors note, is exactly what drives up the cost of cleaning and recycling these plastics.
30–80%
surface contamination on recovered film
60–80%
of EOL mulch mass can be soil
This is the Soil-Weight Trap. If half of every incoming ton is dirt, then your wash line, not your shredder or extruder, sets the true capacity of the operation. A bigger shredder just produces dirty flake faster. Washing is where soil actually leaves, where water and energy get consumed, where wastewater and sludge are generated, and where final pellet quality is decided. Size the line by what the wash section can clean per hour, and you’ll get realistic throughput. Size it by extruder output, and you’ll be disappointed every day.
That contamination load is also why float-sink separation is non-negotiable for tape: abrasive sand left in the stream chews through screws and screens and shows up as grit and weak spots in the pellet. Heavy water use, in turn, is why serious operations run a closed-loop water system rather than dumping wash water.
“People ask us how big a shredder they need. The better question is how dirty the tape is. On field-collected drip tape, the washing and drying section is the bottleneck and the cost center, the extruder is the easy part. We size every line from the wash stage backward.”
Equipment in a Drip Tape Recycling Line
A complete drip tape recycling machine setup is really a sequence of machines, each matched to one stage of the process. Exact configuration depends on contamination level and volume, but a wet-route line for field tape generally includes the following:
| Machine | Role | Why it’s there |
|---|---|---|
| Single-shaft shredder | Reduces baled tape to feedable flake | Light, floppy tape needs controlled, even size reduction |
| Friction / rinse washer | Scrubs soil and debris off the flake | Capacity-setting stage for dirty feedstock |
| Float-sink tank | Separates PE from sand, grit, heavy contaminants | Protects downstream wear parts and pellet purity |
| Squeezing + thermal dryer | Removes wash water mechanically then by heat | Dry feed is essential for void-free pellets |
| Extruder + melt filter | Melts, filters, and degasses the PE | Final purification before forming pellets |
| Pelletizer | Cuts the melt into uniform granulate | Uniform pellets are the sellable end product |
Several of these stages have dedicated machines worth understanding on their own: the plastic film shredder that handles the size-reduction step, the PE agricultural film washing system that does the heavy cleaning, the plastic squeezing dryer that drives off moisture, and the film pelletizing machine that forms the final granulate. Because drip tape sits within the broader category of agricultural film, the same line architecture overlaps heavily with a general agricultural film recycling line.
💡 Engineering Note
With contaminated, printed, or mixed tape, a two-stage pelletizer (primary melt + filtration, then a second extruder for refinement) yields cleaner pellets than a single-stage cutter-compactor. The extra filtration stage is the trade you make for being able to run dirtier feedstock without constant screen changes.
What Recycled Drip Tape Becomes
What happens to recycled drip tape?
Recycled drip tape becomes black polyethylene regranulate, and that pellet color shape where it goes next. Because the tape is usually dark and the recovered melt come out black, the pellets are best reused in products where color doesn’t matter, which still covers a surprisingly wide range of end markets.
Its highest-value loop run back into agriculture: regranulate going into new drip line and irrigation tubing. Beyond that, recovered PE feeds into bin liners and carrier bags, flexible packaging, plastic pallets, drainage pipe, and plastic lumber. Manufacturer take-back programs show this circular economy in action, used tubing collected, washed, pelletized, and blended back into new product lines, sometimes alongside landscape and industrial applications.
Quality is the gatekeeper. Properties that decide where a batch can go include melt flow index (MFI consistency), residual ash content from leftover soil, moisture, and bulk density. Tape that was washed properly produces pellets clean enough for demanding converters; tape that skipped washing produce gritty, inconsistent regranulate that only the lowest-value applications will accept. This is why the wash stage, not the extruder, ultimately determines the price you can sell at, a point we break down further in our guide to recycled pellet quality grades. It’s worth being honest that some of this is downcycling: not every batch return to food-contact-grade or pressure-rated use, and that’s normal for post-consumer agricultural film.
How Farmers Can Recycle Used Drip Tape
Knowing the process is one thing; getting your tape into it’s another. Growers have three practical routes, and which one fits depend almost entirely on volume and location.
- ✔Manufacturer take-back programs. Some irrigation makers run regional collection. These are convenient but conditional, they typically require the material to be a specific brand of thinwall PE tape, baled and free of trash, metal, rocks, and excessive dirt, with high minimum loads (one major program sets a 20,000 lb minimum and operates only in select states).
- ✔Regional agricultural-plastics recyclers. Independent recyclers running film/tape lines will take baled tape, sometimes via county or co-op aggregation points that pool material from many small farms.
- ✔On-site processing. Large operations and cooperatives with steady tonnage can justify their own recycling line, turning a disposal cost into a pellet revenue stream.
An uncomfortable reality, and a big reason recovery rates stay below 15%, is that most individual farms generate too little tape to meet program minimums on their own. Aggregation, pooling tape across farms or through a co-op, is usually what makes collection viable. Prepping the material well also matters: keep tape separate from plastic mulch and other plastics, shake or knock off loose soil before baling, and remove non-PE hardware and metal ties, since contamination is exactly what gets loads rejected.
Is drip tape biodegradable?
No. Standard drip tape is polyethylene and isn’t biodegradable, left in a field or landfill it can persist for decades. This is a common point of confusion because biodegradable options (PLA/PBAT blends) do exist for some agricultural mulch films. Those materials are designed to be tilled into soil, not to hold water under pressure, so they aren’t a substitute for drip tape. With tape, recycling, not biodegradation, is the realistic end-of-life path.
The Economics of Recycling Drip Tape
Whether recycling makes sense comes down to three variables: how much tape you generate, how contaminated it’s, and how thick it’s. This isn’t a “recycle or not” question in the abstract, it’s which route gives the best result for your situation.
Recycle vs. Aggregate vs. Landfill: a decision guide
| Your situation | Best route | Why |
|---|---|---|
| High volume, steady tonnage, 10–15 mil tape | On-site recycling line | Pellet revenue + disposal savings justify the capital |
| Moderate volume, below program minimums | Co-op / aggregation point | Pooling reaches the minimum load economically |
| Brand-specific thinwall tape, clean, baled | Manufacturer take-back | Lowest effort where the program exists |
| Heavily soiled, mixed with mulch/metal | Clean & separate first, then recycle | Contamination causes rejection; prep restores value |
Cost drivers on a recycling line all trace back to the Soil-Weight Trap: water and energy for washing, wear parts abraded by grit, drying energy, and wastewater handling. On the value side sit the pellet, black PE regranulate sells into the markets above, and avoided landfill tipping fees count too. On a serious build, the honest way to size the decision is to model wash-line throughput and pellet yield against your actual feedstock, which is why our drip tape recycling operating cost estimator and line sizing calculator start from contamination and volume rather than headline extruder output. To get broader cost context across washing systems, see our plastic washing line cost guide.
Industry Outlook: Where Ag-Plastic Recycling Is Heading
That headline number, under 15% of U.S. agricultural plastic recycled, is usually framed as a failure. To anyone building recycling capacity, it’s the opposite: it’s the size of the open market. Feedstock already exists, in the millions of pounds, sitting at field edges every season.
Market direction. Demand for recovered film is climbing. Resource Recycling reported in 2026 that the agricultural sector holds large untapped potential as a recycling feedstock, and broader film-recycling markets are growing, the multi-layer film recycling market alone is projected to expand at roughly a 9% compound annual rate over the coming decade. As virgin-resin buyers face recycled-content targets, clean PE regranulate from sources like drip tape gains value.
Policy and funding. Public money is starting to de-risk collection, the part of the chain that has always been weakest. California’s CalRecycle agency, for example, has awarded multi-million-dollar grants to expand closed-loop dripline recycling, including a roughly $2 million grant to fund processing of thousands of additional tons of used irrigation tubing per year. Expect more extended-producer-responsibility and stewardship programs to push collection economics in the same direction through the late 2020s.
Technology and a caveat. Biodegradable mulch films are advancing, but they address a different problem (films tilled into soil), not pressurized drip tape, so recycling, not biodegradation, remains the path for tape. If you’re planning capacity for 2027 and beyond, the smart move is to design around contamination handling and collection logistics, because those, not the recyclability of PE, are what the whole industry is still solving for.
Frequently Asked Questions
Q: How much used drip tape does one acre produce per season?
View Answer
It varies with row spacing and tape gauge, but a single drip-irrigated acre commonly leaves behind several hundred pounds of used tape per season. Thicker, multi-season tape weighs more per foot; thin single-season tape weighs less but tangles and packs mud, so its handling volume is high relative to plastic recovered.
Q: Does drip tape need to be cleaned before recycling?
View Answer
Washing happens inside the recycling line, so you don’t need to pressure-wash tape yourself. Just knock off loose soil and keep it free of rocks, metal, and other plastics before baling — excess dirt is the main reason loads get rejected.
Q: Can drip tape be recycled together with plastic mulch film?
View Answer
Usually not in the same stream. Many take-back programs explicitly exclude plastic mulch, and mulch often carries even higher soil loads and may be a different polymer or biodegradable blend. Keep tape and mulch separated unless a recycler specifically accepts mixed agricultural film.
Q: How many times can recycled drip tape plastic be reused?
View Answer
Polyethylene can be mechanically recycled several times, but it is not infinite. Each heat history — every pass through an extruder — slightly shortens polymer chains and nudges properties like melt flow and strength. That degradation is why recyclers rarely run 100% recycled tape back into demanding pressure applications. Instead, the regranulate is usually blended with a percentage of virgin resin, or steered toward products that tolerate recycled content (bags, pallets, drainage pipe). Handled that way, the same polyethylene can cycle through several useful lives before it finally drops to the lowest-grade applications.
Q: Is it cheaper to recycle or landfill used drip tape?
View Answer
It depends on volume and access. Landfilling carries tipping fees and rising scrutiny; recycling avoids those and can generate pellet value, but only if you can reach a program minimum or aggregate enough material. High-volume operations can turn a disposal cost into revenue through on-site recycling; small farms usually make the numbers work via co-op aggregation.
Q: What is the difference between drip tape and drip line for recycling?
View Answer
Both are polyethylene and recycle the same way, but thin flat tape yields less plastic per ton handled — and feeds harder — than thicker, round, longer-lived dripline tubing.
Planning a drip tape or agricultural film recycling operation?
About This Guide
Kitech builds the shredders, washing systems, dryers, and pelletizers used in drip tape and agricultural film recycling lines. The process logic here, especially sizing a line from the wash stage backward to handle 30–80% soil contamination, reflects how we configure equipment for real field-collected feedstock. Contamination and recovery figures are drawn from the peer-reviewed and government sources listed below.
References & Sources
- The Plastic Footprint of U.S. Agriculture (Malarkey, 2025) — American University
- Recycling Agricultural Plastic Mulch: Limitations and Opportunities (Sarpong et al., 2024) — Circular Agricultural Systems
- Towards a Sustainable Future: Management of Agricultural Plastics (Filipe et al., 2023) — U.S. National Library of Medicine (PMC)
- Drip Irrigation (extension guide) — Delaware State University
- Recycled Fiber, Plastic, and Glass Grant Program — CalRecycle (California Department of Resources Recycling and Recovery)
- Ag Industry Holds Potential for Recycling Feedstock (2026) — Resource Recycling