Get in touch with Kitech Company
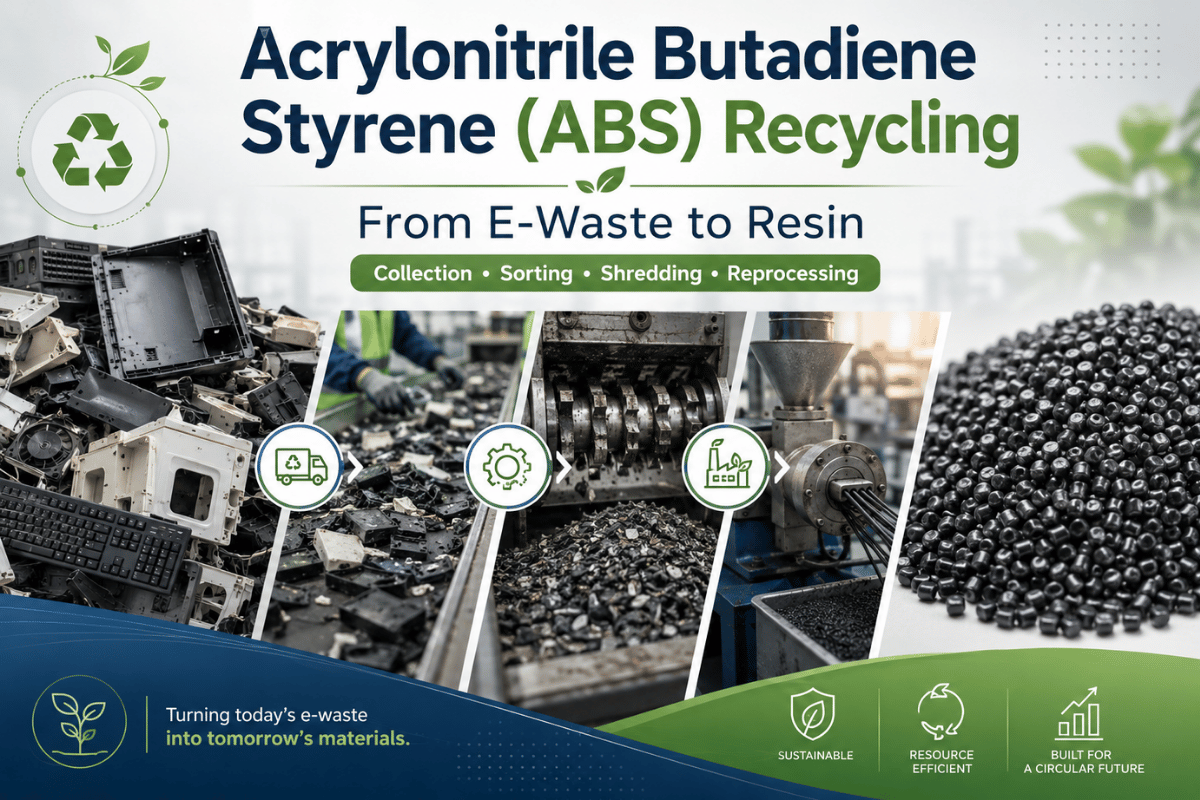
Acrylonitrile Butadiene Styrene (ABS) Recycling: From E-Waste to Resin
Contents
show
Quick Specs: Acrylonitrile Butadiene Styrene (ABS)
| Resin identification code | #7 Other (ASTM D7611) |
| Density | 1.04–1.07 g/cm³ |
| Glass transition temperature (Tg) | ~105°C |
| Composition | ~50% styrene, ~³0% acrylonitrile, ~20% butadiene |
| Melt temperature (processing) | 220–250°C |
| Recyclability | Mechanically recyclable; 5–7 cycles before property loss becomes prohibitive |
| Pre-drying required? | Yes — 80°C / 3–4 h, moisture target ≤0.05% |
What Makes ABS Different from Other Rigid Plastics, and Why That Shapes Your Recycling Line
What IS ABS and why is it hard to recycle? ABS is an amorphous thermoplastic terpolymer consisting of approximately 50 percent styrene for stiffness, 30 percent acrylonitrile for chemical resistance and 20 percent butadiene rubber phase for impact resistance. It’s this butadiene phase that makes abs work so wonderfully – and also that poses a technical challenge in recycling ABS. Those diene phases are particularly prone to oxidation by heat and UV radiation; that’s why thermally and UV-degraded ABS tend to go brittle and yellow before the styrene matrix fail.
From a recycling line, 2 characteristics add the most irritation. The 1.04-1.07 g/cm density window almost perfectly overlaps the density of polystyrene (1.04-1.05g/cm), so density segregation can’t effectively make clean cuts to separate ABS from PS on a commingled blend. And its Tg of ~105C falls above the temperatures for PP and HDPE, yet below those of PC, which means the extruder temperature envelope is smaller than an operator running commodity resins would probably expect – run too hot and the butadiene component is more severely degrading and run too cold and you fail to completely melt homogenise.
ABS is coded #7 of the seven types of plastics under ASTM D7611, “Other plastics including multi-material.” This means that nearly all of ABS never makes it into your local curbside recycling because recycling plants typically don’t have the capability to automate separate collection. Most industrial sources of acrylonitrile butadiene styrene feedstock are end-of-life vehicles (ELV), e-waste or end of life products and waste generated during the manufacturing process.
Why Is ABS Hard to Recycle?
Three factors stack up. Resin code #7 keeps ABS out of most kerbside schemes, so there’s rarely a dedicated home collection bin. Its density sits close to polystyrene, which defeats simple float-sink sorting. And WEEE-stream ABS often carries high BFR levels that must be measured before the material can re-enter the market under RoHS or POPs EU 2014/1143.
Four ABS Feedstock Streams: WEEE, ELV, Post-Consumer, and Industrial Regrind
Perhaps no other single decision in ABS plastic recycling is as critical as feedstock segregation. Every kilogram of ABS scrap arriving at a plastics recycling plant has a profile dictated by the origin stream that will dictate the type of contamination issues, sorting front-end, chemical screening requirements, and what tier of line throughput is needed for its handling. This failure to treat these four streams as distinct causes the vast majority of poor quality output.
| Feedstock Stream | Typical Contamination | Flame Retardant Risk | Key Sorting Requirement | Recommended Line Tier |
|---|---|---|---|---|
| WEEE (e-waste) | 5–15% (metals, PCB fragments, cables) | HIGH — BFR/PBDE present in subset of devices; XRF pre-screening required | NIR + XRF chemical screen; black plastic workaround required | Heavy-Duty (1,000–2,000+ kg/h) |
| ELV (end-of-life vehicles) | 8–20% (paint, adhesive, foam, metal clips) | MEDIUM — non-HBCD FR grades common; verify by part type | Triboelectrostatic (PP/ABS separation); pre-wash for adhesive | Standard to Heavy-Duty (500–1,500 kg/h) |
| Post-consumer | 10–30% (paper labels, PP lids, food residue) | LOW — household goods rarely contain BFRs above threshold | NIR primary sort; hot-wash (≥70°C) for food-contact items | Standard (500–1,000 kg/h) |
| Industrial regrind | <1% (production trim, sprues, runners) | VERY LOW — grade and lot known from production records | Minimal — single-grade colour sort only | Compact (100–500 kg/h) |
On triboelectrostatic separation of ELV streams A study published in MDPI Sustainability 2025 proved that triboelectrostatic separation reached > 95% purity for PP/ABS of end of life vehicle dismantle material which leads the system to the first choice at the front end of automotive abs where mixed PP/ABS dashboards and trim panels are predominantly present
As it arrives after it has already been used (hence post-consumer) it’s usually a blend of ABS and high-impact polystyrene (HIPS), used to produce the casings of white goods and IT equipment. Because ABS and HIPS look very similar, the current manually-sorted material has an inaccuracy level above 15% in most facilities – NIR spectroscopy solves this problem with an important caveat explained in H2-4.
ABS Molecular Degradation Across Reprocessing Cycles, What the Data Shows
WheneverABSis melted and reflowed, chain scission and thermal oxidation occurs within the polybutadiene rubber component. Although the acrylonitrile and styrene phases ofABSpossess greater heat resistance, the butadiene rich nodulesresponsiblefor ABS toughness doesn’t have high thermal stability resulting in a fairly linear and predictable loss ofimpact properties for each melting cycle.
How Does Recycling Acrylonitrile Butadiene Styrene Affect Its Properties?
A 2025 study on multi-cycle reprocessing (in PMC- NIH) saw average losses in impact resistance with each reprocessing pass for ABS material of 5.9% per pass and for ABS/PC blends of 14.5% per pass. Unfilled ABS’s physical properties seemed to decline with surprising linearity over the first 5 or 6 cycles and don’t seem to decline as dramatically as many operators believe immediately after the 3rd pass. Non-linearity does become more of an issue in filled or fibre reinforced grades however with this specific research reporting on ABS-melamine fibre composites experiencing collapse in their tensile strength after only 3 reprocessing cycles of a significant magnitude – from 42.45 MPa to 18.47 MPa (-56%).
| Reprocessing Cycle | Unfilled ABS — Impact Retention | ABS/PC Blend — Impact Retention | Recommended Application Tier |
|---|---|---|---|
| Virgin (baseline) | 100% | 100% | All grades, automotive class A |
| Cycle 1 | ~94% | ~85% | Technical parts, visible non-structural |
| Cycle 2 | ~88% | ~73% | Non-visible structural, enclosures |
| Cycle 3 | ~83% | ~62% | Non-structural applications; blend with virgin |
| Cycle 4 | ~77% | ~53% | Low-stress applications only; 70/30 virgin blend recommended |
| Cycle 5+ | <72% | <45% | Downcycle or energy recovery |
(PMC/NIH 2025, PMC11976218) – unsupported ABS 5.9%/cycle, unsupported ABS/PC 14.5%/cycle. Absolute values were inferred from per cycle percentage.
For blending practice, a 70% virgin / 30% recycled ABS blend sourced from cycle-1 or cycle-2 regrind meets mechanical performance requirements for most injection-moulded automotive interior and consumer applications. This finding is in line with our own experience, whereby data shows retention levels of impact in between 85-95% and of tensile strength 90-98% when using PCR ABS at normal commercial use. When using a regrind material based on cycle 3 or worse, standard practice in the industry is downcycling to less demanding applications such as pipe fittings, protection inserts for packaging or building profiles, instead of reincorporating into structural components.
More likely is a dualistic recycling world with dissolving processes in the technology lead position for high-purity recovery, together with mechanical recycling to cope with the bulk material volumes, supplemented by advanced physical or thermal process for the smaller fields of applications.
Simon MoonHowool Lee, Hankyong National University | MDPI Sustainability, 2025
Sorting Technology Decision Matrix: NIR, Density, Electrostatic, and Surface Modification
Sorting is where ABS processing diverges most sharply from commodity plastic recycling. Technology selection depends on your feedstock profile, the PS/ABS co-mingling level, and — most importantly — whether you’re handling black or dark-coloured ABS.
Beware Black ABS: Our Normal NIR Can’t “See” Carbon-Black-Pigmented ABS
Most of black and dark-gray WEEE ABS contains of the dye, carbon black, that absorbs practically all light that’s close to the infrared spectrum. Thus, NIR identification scanners will get no reflected light signal to respond back to the processor – and will report the material as unidentified and drop it into the reject bin. This isn’t an anomaly, as most of the WEEE ABS (set-top boxes, monitor and TV housings) produced is black, as standard NIR approaches reject their highest volume feedstock stream. MWIR, LIBS + Machine Learning, or Raman may be alternatives.
| Technology | ABS/PS Separation Efficiency | Black ABS Capable? | Typical CAPEX | Best For |
|---|---|---|---|---|
| NIR spectroscopy | 85–95% (light colours) | ❌ No | $60,000–$180,000 | Light-colour post-consumer, industrial regrind |
| MWIR / LIBS+ML | 90–97% (including black) | ✔ Yes | $150,000–$350,000 | WEEE mixed stream; black ABS recovery |
| Float-sink density | <70% (density overlap 1.04–1.05 g/cm³) | ✔ Yes | $20,000–$80,000 | Pre-sort only; insufficient as primary ABS/PS separator |
| Triboelectrostatic | >95% purity (PP/ABS) | ✔ Yes | $120,000–$280,000 | ELV PP/ABS mixed stream |
| Dissolved air flotation (DAF) | 97% purity / 89% recovery | ✔ Yes | $80,000–$200,000 | Wet process lines; ABS from mixed rigid stream |
| Surface modification (Fenton + froth) | Up to 98% purity post-treatment | ✔ Yes | Add-on to existing wet system | High-purity ABS required; research-to-pilot stage |
For TV and monitor housing WEEE sites that have between 70-80% black ABS as part of their inputs, the lowest possible is a MWIR or LIBS+ML based setup. Typical Capex uplift compared to standard NIR would have paid for itself within 18-24 months through a positive ROI of recovering black ABS that had otherwise been sent to reject. A DAF separation system using 25 mg/L of tannic acid, along with 5 mg/L of terpineol, using 15-minutes of contact time has been successful in achieving 97% ABS in terms of purity, along with 89% retrieval under test conditions and will be the first to see commercial pilot deployment by 2025.
ABS Recycling Line Configuration, Process Parameters for Each Stage
ABS recycling is done by a commercial ABS recycling line and is composed of five functional groups: size reduction(shred), washing, drying, extruding/compounding, and pelletizing. Within the recycling process, specific parameters exist for ABS recycling and these are distinct to that of commodity resin recycling. Ranges below apply to Kitech lines and may include field data collected during startup of installed lines.
| Stage | Equipment | Key Parameters | ABS-Specific Notes |
|---|---|---|---|
| Size reduction | Single-shaft plastic shredder | 40–60 kW motor; screen 30–100 mm; output 300–1,500 kg/h | ABS is harder than PP/HDPE — use lower screen size for WEEE enclosures; water-cooled blade recommended for long runs |
| Washing | Plastic washing system | Hot wash ≥70°C; caustic concentration 1–3% NaOH; friction washer + float-sink tank | ABS absorbs water — minimise soak time in hot wash stage; move to dryer within 15 min of exit |
| Pre-drying | Dehumidifying hopper dryer | 80°C / 3–4 h; target moisture ≤0.05% (500 ppm); dew point ≤–20°C | ⚠️ See Engineering Note below — most critical single parameter for ABS quality |
| Extrusion | Twin-screw extruder (preferred) or single-screw with mixing section | Die zone 220–240°C; aim 230°C; L/D ratio 28–32:1; melt filter 60–100 mesh; screw speed 150–300 rpm | Melt temperature above 240°C accelerates butadiene phase oxidation; vent degassing required for recycled material with residual moisture |
| Pelletising | Plastic granulator machine | Strand pelletiser (clean regrind) or underwater pelletiser (high-output, mixed colour) | ABS pellet size: 3–5 mm diameter standard; screen pellets for fines <2 mm before bagging |
The single greatest variable in ABS recycling (Engineering Note).
ABS is hygroscopic, reabsorbs moisture from the air to 0.2-0.4% that can be regained within hours of washing. Feeding the extruder at above 0.05% moisture will immediately give three observed modes of failure: splay marks (silver streaking due to large particle size on pellet surface) and friability of pellet strand and surface haze even when injection moulded downstream. Too much before entry (beyond 85 C, 6 hours) will begin to degrade the butadiene phase even before entry. That drying window is 80 C / 3-4 hours at dew point-20 C. Don’t pre-dry in a normal hot-air dryer, a dehumidifier/drying (desiccant) dryer is required.
Your line throughput tier that’s based on monthly input volume and feedstock type:
| Tier | Throughput | Monthly Input Volume | Typical Feedstock |
|---|---|---|---|
| Compact | 100–500 kg/h | 30–150 MT/month | Industrial regrind, clean post-industrial |
| Standard | 500–1,000 kg/h | 150–300 MT/month | Post-consumer, light ELV |
| Heavy-Duty | 1,000–2,000+ kg/h | 300–600+ MT/month | WEEE, heavy ELV, multi-stream |
For equipment specification details and throughput options per tier, see the rigid plastic recycling line product page.
Flame Retardants in WEEE-Sourced ABS: The Compliance Gap Operators Often Miss
The flame retardant trap: Why can NIR‐sorted WEEE ABS still fail RoHS tests?
NIR sorting and density separation confirm polymer identity -they confirm the material is ABS, not PS. They do not quantify bromine. An XRF-clean NIR sort allows you to determine which resin you have and nothing else – it tells you absolutely nothing regarding whether your resin contains polybrominated diphenyl ethers (PBDEs) as a No 100 additive to excess RoHS 2011/65/EU or EU POPs Regulation 2019/1021 limits.
Operators that justify ‘NIR-sorted’ as ‘RoHS-compliant’ are setting themselves up for direct regulatory liability for their clients.
Flame retardant compliance for recycled ABS is more nuanced than the industry often presents. Many WEEE ABS don’t contain the undesirable BFRs; for instance, according to data from scientific reports, an average of only 3.5% of WEEE items would contain BFRs, and up to 7-8% of screens and small items of electrical and electronic equipment. Unfortunately, you’ll only know if your WEEE ABS item is part of that 3.5-8% by analyzing it chemically.
| Substance | Regulation | Threshold (Recycled Plastic) | Threshold (Homogeneous Material) |
|---|---|---|---|
| PBDE (polybrominated diphenyl ethers) | EU POPs Regulation 2019/1021 | 500 ppm (UTC for recycled articles) | 100 ppm (RoHS 2011/65/EU per homogeneous material) |
| HBCD (hexabromocyclododecane) | EU POPs Regulation 2019/1021 | 100 ppm (UTC for recycled articles) | 100 ppm |
| DecaBDE (decabromodiphenyl ether) | EU POPs Regulation 2019/1021 (2023 update) | 500 ppm (UTC) | Under review — likely 200 ppm by 2027 |
UTC = nivel de contaminación incidental en trazas permitido por la norma del EU P oblídots. Nota: la UTC de 500 ppm PBDE solo es válida para artículos de plástico reciclado en el mercado, no en la producción. Fuente: BSEF 2023.
One more important point to keep in mind for compliance; the 500 ppm POPs Regulation PBDE limit on recycled plastic does NOT mean the same thing as the 100 ppm RoHS homogeneous material limit on it. The POPs UTC applies to the recycled material in use in the market – but if you use this recycled ABS to mould and finish a product that would fall under the RoHS Regulation in its own right (electronics, E&EE), then it is still subject to the 100 ppm homogeneous material limit on the final article itself. Both the standards have a role.
BSEF’s 2023 technical report states that at the present 500 ppm threshold that “compliance with limit values is only guaranteed with the use of a laboratory analyse “[6] and this in case of standard XRF analyse and not by using the field analyses instruments. The limit of detection at site for the BSEF is for PBDPE in abs, of 200-300 ppm, well below what is needed for the PoP’s UTC’s but it is far above the 100ppm limit needed to verify the compliance with the RoHS limits.
5-Step FR Compliance Protocol for WEEE ABS Streams
- Pre-sort XRF screeningbefore shredding, screen whole WEEE housings with handheld pXRF. Flag items reading >300 ppm Br for removal. Typical pXRF cost: $15,000–$30,000; analysis time 30–60 sec/item.
- Lot segregation -Keep device-type lots seperate (TV bezels vs IT housings vs small appliances). BFR occur at twice average levels in screens vs small appliances.
- Verify lab for every batch going to a RoHS-scope end-product by shipping samples in pellet-form to certified lab (ICP-MS or GC-MS). This lab analysis will show if material contains less than 100 ppm PBDE per homogeneous material. Lab costs run between $150 and $400.
- segregated waste output StreamBFR- positive regrind should be managed under segregated disposal, the process must deal with this hazardous waste separately as required under the WEEE Directive 2012/19/EU, and not mix with other clean streams.
- documentation lineage – ensure traceability from product group and type to final pellet output. PCR ABS for electronic applications will increasingly look for Certificate of Analysis under PPWR Due Diligence obligations from 2026.
The WEEE Plastic Recycling Line Design and configuration guide lines apply to WEEE Plastic stream line full Guidance please check it out.
Recycled ABS Market: Grade Tiers, Pricing, and Where Demand Is Growing
Recycled ABS product isn’t a commodity like rPET or rHDPE. The product is sold on the basis of certain grade specification and price will vary considerably on color consistency, MFI window and source feedstock material is recorded. Knowing grade level will allow for maximizing your potential sale price and deciding target customer base. Most recycled ABS gets compounded into new products through injection molding, so buyers screen grades hard on melt flow consistency.
| Grade Tier | Specification | Indicative Price | Primary Buyers |
|---|---|---|---|
| Prime / Single-colour regrind | Single colour; MFI within ±2 g/10 min of spec; moisture-tested; certified feedstock provenance | $0.25–$0.35/lb ($0.55–$0.77/kg) |
Automotive Tier-1, consumer electronics OEM |
| Standard / Mixed-colour | Mixed colour OK; MFI range documented; no certification | $0.14–$0.22/lb ($0.31–$0.49/kg) |
Appliance housings, storage products, general injection moulding |
| 3D printing filament grade | Tight MFI control (±1 g/10 min); low moisture; consistent diameter after filament draw | $0.30–$0.45/lb ($0.66–$1.00/kg) |
Filament compounders, maker supply chains |
| Downgrade / Blend stock | High contamination, MFI out of spec, mixed polymer; sold as blend feedstock or for non-structural applications | $0.06–$0.12/lb ($0.13–$0.26/kg) |
Pipe fittings, construction profiles, energy recovery |
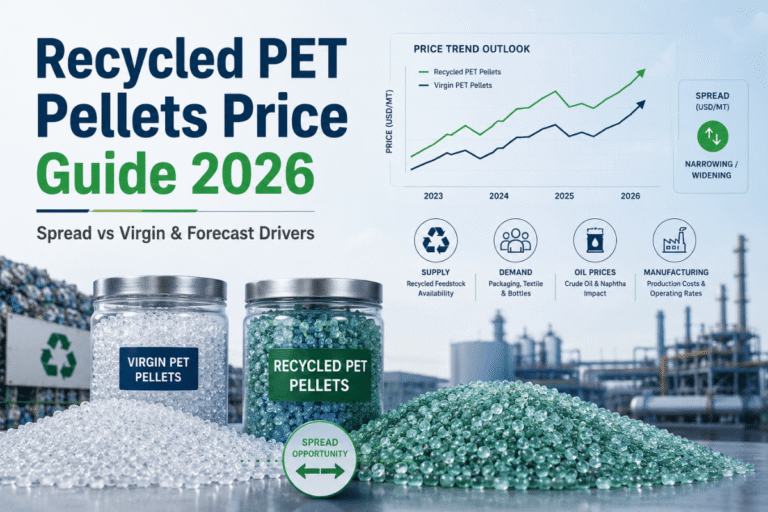
Pricing trends shown below are based on Jan-2026 NA and European spot market figures. Recycled ABS prices are highly volatile so always verify pricing using current market data before making investment decisions.
Recycled ABS market size growth predicted at a 8.6% CAGR: $9.4 billion in 2025 to a estimated $19.8 billion by 2034 (Dataintelo 2025). This growth is outpacing virgin ABS market growth (~4.7% CAGR) as companies are pushed toward sustainability by OEM and incoming regulated standards. There’s a structural supply-chain economics benefit to recyclers: recycling ABS by mechanical methods consumes roughly 51% less energy (46.5 MJ/kg vs. 94.5 MJ/kg for virgin ABS production), giving recyclers a real operating cost advantage in high fossil fuel price environments.
Primary Applications of Recycled ABS by Grade Tier
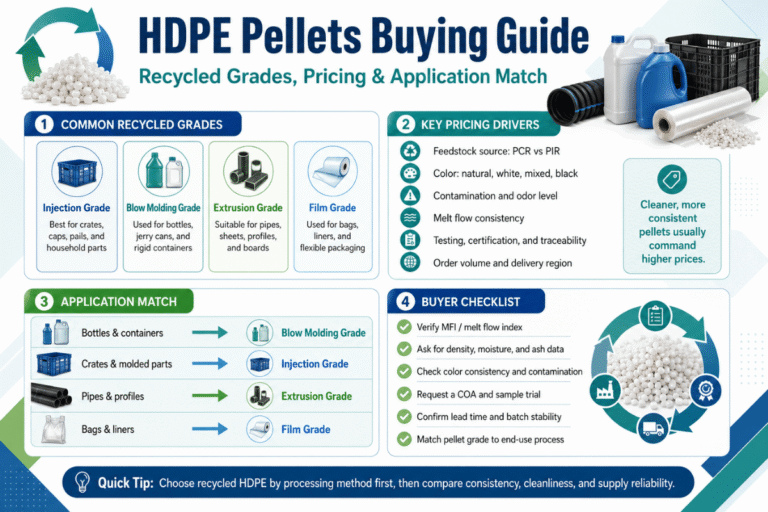
Prime single-color recycled ABS is aimed at automotive interiors (dash, door panels, HVAC housings) in applications where the product won’t require a Class A finish. For blends of 70/30 virgin/recycled, automotive Tier 1s use recycled ABS for internal structural parts with acceptable mechanicals. The larger market segment for mixed color recycled ABS (regrind) falls into appliances, consumer goods, and storage. The key is that color can be applied to the finished part via paint or plating at this stage rather than the raw material resin. The fastest growing application is in 3D printing (FDM). The combination of good layer adhesion of abs with the increasing need for sustainable 3D printing filaments has spurred a niche market for recycled ABS pellets which command a premium if the melt flow index (MFI) can be tightly controlled. See the ABS pellets buying guide and recycled pellet quality grades guide for specification requirements.
In-House ABS Recycling Economics: Break-Even Analysis and When a Dedicated Line Pays Off
How to make plastic circularity with ABS – When is it worth it? We’ve built this plastic circularity decision guide framework around answering this single question: Does it make sense to recycle your ABS in house vs sending it out to a processor? Your decision is based on a function of five key variables: your monthly volumes of scrap, levels of contamination, available investment capital, cost of local labour, and access to downstream buyers of recycled material.
Scenario: Electronics Manufacturer, 180MT/MTh ABS Scrap in Poland
The client was a contract manufacturer who was sending clean single-color ABS sprues/runners, amounting to 180 MT/MTh of scrap, to a processor at 85/MT.They were receiving back recycled ABS pellets at 0.18/kg. By investing in a compact-tier line for 140,000 they would save approximately 34,000/year and would pay off their investment in just over 26 months at prevailing rates for European electricity.Savings are even higher if the recycled pellets are used internally to supplement virgin ABS usage.Substituting virgin ABS ( priced $1.80-$2.20/kg) with recycled ABS at 0.55-0.77/kg on a even on a 30% mix with virgin can lead to significant material cost reduction.
| Monthly Volume | Contamination Level | Recommended Route | Est. Payback Period |
|---|---|---|---|
| <30 MT | Any | Outsource — line CAPEX unrecoverable | N/A |
| 30–150 MT | <5% (industrial regrind) | In-house Compact line ($80K–$180K) | 18–30 months |
| 30–150 MT | >10% (post-consumer/WEEE) | Outsource or invest in Standard line with washing | 30–42 months (washing adds CAPEX) |
| 150–500 MT | <15% | In-house Standard line ($200K–$420K) | 24–36 months |
| >500 MT | Any | In-house Heavy-Duty line; dedicated FR screening if WEEE | 18–30 months |
Payback figures useEuropean utility prices (0.12-0.18/kWh) and current market prices for recycled ABS pellets. Actual paybacks depend on fluctuations in virgin ABS price, and relevant local labor and material contamination costs.
Cost of Operation – 500 kg/h The cost to operate a Standard ABS recycling line is roughly $3,000-$6,000/month of direct expenses (energy, water, materials, etc.) not including labour. Workforce is the largest variable – a 500 kg/hr system requires a staff of 2-3 people per shift. For a detailed cost of operation or a line size consultation, see the ABS recycling line configuration page.
ABS Recycling Outlook 2026–2036: Regulation, Demand Growth, and Investment Timing
Three regulatory pressures & two economic forces will redefine the value proposition of ABS recycling from now to 2036. Capturing compliance markets first depends on aligning investments with these time lines. For recyclers, these forces mark the shift of ABS into a genuine circular economy material rather than a disposal problem.
| Date | Event | Impact on ABS Recycling |
|---|---|---|
| 12 Aug 2026 | EU PPWR (Packaging and Packaging Waste Regulation 2025/40) applies | Recycled content mandates take effect; ABS packaging (electronic accessories, household goods) must meet minimum PCR content thresholds — drives demand for certified PCR ABS |
| 2027 | POPs Regulation PBDE UTC review | PBDE threshold expected to tighten from 500 ppm toward 350 ppm; XRF equipment already in use becomes more critical |
| ~2030 | EU PPWR Class C recyclability threshold (70%) required for EU packaging market; dissolution-based chemical recycling at commercial scale (projected) | Operators without proven recyclability certification may face market exclusion; dissolution ABS pilot plants expected to enter commercial operation |
| ~2032 | EU ELV Regulation: ~15% recycled plastic required in new vehicle production | Automotive OEMs need certified PCR ABS for interior applications — creates long-term supply contracts for high-grade rABS operations |
| 2036 | EU ELV: 25% recycled plastic in new vehicles (20% from closed-loop) | Closed-loop ABS recycling (ELV → automotive grade rABS → new vehicles) becomes a contractual requirement, not a differentiator |
Why Don’t We Do More Chemical Recycling of ABS?
While chemically-recycling (dissolution-based) ABS technology is proven with effective polymer recovery at a molecular level by use of ketones such as MEK and acetone, the economy of scale is currently prohibitive for lower volumes. Extensive solvent infrastructure, explosive containment requirements, the cost of food-grade equivalent solvents add too much overhead to be cost-competitive below 5-10,000MT/yr compared to mechanically-recycled materials. Solvent recovery loops also lose a few percent of feed on every pass, so the numbers only work once throughput is high enough to amortise the recovery plant against that loss. However chemical recycling is on trajectory toward its commercialisation over 2029-2032 where regulatory pressures for high % PCR in electronics and automotive use a 5,000MT/yr + base feed and may justify the expense. Over 2026-2030 mechanical recycling augmented by best-in-class optical sorted feedstock such as MWIR, DAF, triboelectrostatic are most financially rational choices. For most recyclers, the honest read is that dissolution stays a watch-this-space option rather than a line you build today. See Mechanical Vs Chemical Recycling Analysis.
Investor Action Checklist — 2026–2030 Window
- Commission MWIR or LIBS+ML sorting upgrade by August 2026 -PPWR-induced demand for PCR ABS will lead to increased feedstock competition.
- Initiate pXRF PBDE screening policy immediately – regulators are progressively lowering allowable contaminant levels over 2027-2030.
- Start to prepare lot traceability documentation-2026PPWR requirements mandate certificates of analysis from that year.
- Begin engagement with Tier 1 suppliers -the 2032 directivescreate5- to 6- year windows for new automotive ELV ABS supply chains beginning immediately.
- Closely observe dissolution recycling developments – evaluate potential licensing or tolling arrangements for use around 2028-2030.
Frequently Asked Questions: ABS Plastic Recycling
Why is ABS hard to recycle?
Three reasons: Firstly ABS is classified under resin code #7 and isn’t typically recovered at curbside, next their specific gravity is near that ofystyrene which impedes traditional float-sink sortation and thirdly-particularly in cases of recovery from electronics waste-many ABS grades contain brominated flame retardants which necessitate testing prior to market placement. Because of these issues, ABS recycling stays a specialist operation — it doesn’t suit general-purpose commodity facilities.
How many times can ABS be recycled?
Impact properties of unfilled ABS degrade by an average of 5.9% with each subsequent cycle of mechanical reprocessing (PMC NIH 2025). Best case scenario is 5 to 7 cycles of mechanical reprocessing before the material’s structural integrity is no longer viable for many applications. After 3-4 cycles the introduction of virgin ABS at a 30% level increases usable lifespan. Filled ABS materials or those that contain fibers-especially carbon fibers-degrade at much faster rates. 3-4 cycle recycled content should be approached with caution and significant testing protocols.
Can recycled ABS match the performance of virgin ABS?
Clean, single-cycle industrial ABS reprocessed from regrind shows ~94% residual impact and ~96-98% residual tensile properties relative to Virgin material. Adding about 30%virgin material to therecycledeivers are suitable for themajorityof Injection Molded applications such asautomotivetrim pieces and consumer electronics covers. For any applications demanding high impact strength or significant structural load-bearing, a higher degree of virgin material or single-cycle high-performance recycled grade must be specified.
Is recycled ABS food-safe?
Even virgin ABS is generally not recommended for direct food contact. Recycled ABS introduces even more considerations: the presence of styrene monomer residues, processing aids, and potentially the contaminants from its prior life means recycled ABS should only be used in food contact applications if the material has been tested under specific food-contact migration regulations (EU 10/2011 or FDA 21 CFR).
What recycling code is ABS plastic?
ABS carries resin identification code #7 under ASTM D7611 — the ‘Other’ category for resins not covered by codes 1–6. Municipal sorting systems rarely identify ABS as a separate category, so it doesn’t enter kerbside streams. Commercial ABS recycling draws on industrial or post-industrial feedstock: WEEE, ELV, and manufacturing scrap.
What is the difference between PIR and PCR ABS?
Post-industrial recycled (PIR) ABS comes from manufacturing waste: sprues, runners, or trim from injection moulding processes. As its composition is known, with minimal contamination, PIR ABS generally undergoes only one recycling cycle. Post-consumer recycled (PCR) ABS comes from end-of-life articles, including those from the WEEE stream, ELV and domestic waste. Such ABS may have an unknown process history, with contamination and inconsistent MFI values typically being higher. Higher grade PIR is usually supplied at a price premium for use in applications such as Automotive and Consumer Electronics where process history and quality control are important.
Why don’t we do pyrolysis more often for ABS?
While theoretically simple, ABS pyrolysis is currently uneconomical with clean feedstock. This process completely deconstructs the polymer chain, producing fuel oil valued at around USD 0.04 to USD 0.08 per pound, a far lower value than pellets derived from mechanical recycling (USD 0.25 to USD 0.35 per pound). Pyrolysis is typically reserved for highly contaminated mixed plastic waste where mechanical sorting is impossible.
Configure an ABS Recycling Line for Your Feedstock
Please enter the monthly tonnage, feedstock type and level of contamination in order for us to suggest the correct line tier, sorter front end and drying technology.
Our Perspective on ABS Recycling Economics in 2026
Through our experience implementing ABS recycling systems across European and South Asian markets, many of our customers face challenges because they either under-size the drying component of their system or over-rate the coverage and capabilities of their sorting technology. While the preliminary drying parameters – such as 80C, for 3-4 hours, at carefully controlled dew points – may seem standard in specifications, it often accounts for the majority of output quality issues.Similarly, relying on the assumption that NIR sorting alone is sufficient for complex WEEE streams can cost valuable revenue when dark-colored ABS housings inadvertently make their way to the rejection conveyor.
From now through 2030 is exactly when ABS recyclers should establish traceable, compliant operations — the contracts securing recycled content for the end of the decade are being signed now.
References and Sources
- PMC/NIH (2025). Multi-cycle reprocessing study: ABS impact resistance loss 5.9%/cycle; ABS/PC 14.5%/cycle. PMC11976218. pubmed.ncbi.nlm.nih.gov – Tier 1
- Jung, S.M. (2025). Advanced recycling technologies for ABS — an in-depth review. MDPI Sustainability, 17(19), 8742. mdpi.com – Tier 1
- European Commission (2025). Packaging and Packaging Waste Regulation (PPWR) 2025/40. Application date: 12 August 2026. ec.europa.eu – Tier 1
- European Commission (2023). End-of-Life Vehicles Regulation proposal – recycled plastic content targets (15% by ~2032; 25% by 2036). ec.europa.eu – Tier 1
- BSEF (2023). Technical guidance on brominated flame retardants in recycled plastics – PBDE UTC 500 ppm; HBCD UTC 100 ppm. bsef.com – Tier 2
- APR / Association of Plastic Recyclers (2023). NIR sorting challenges for black & dark plastics plastics recycling.org – Tier 2
- Dataintelo (2025). Recycled ABS market report: $9.4B (2025) $19.8B (2034), CAGR 8.6% dataintelo.com – Tier 3
Related Articles
Reviewed by Kitech Engineering Team Kitech design and commission rigid plastic recycling lines for ABS, HDPE, PP and engineering resin streams to the European and Asian market. Technical data shown are based on actual filed data from installations, the price and market date have been sourced from independent third party reports and they’re subject to market volatility, they should be used for validation and confirmation prior to financial investment modelling.