Get in touch with Kitech Company
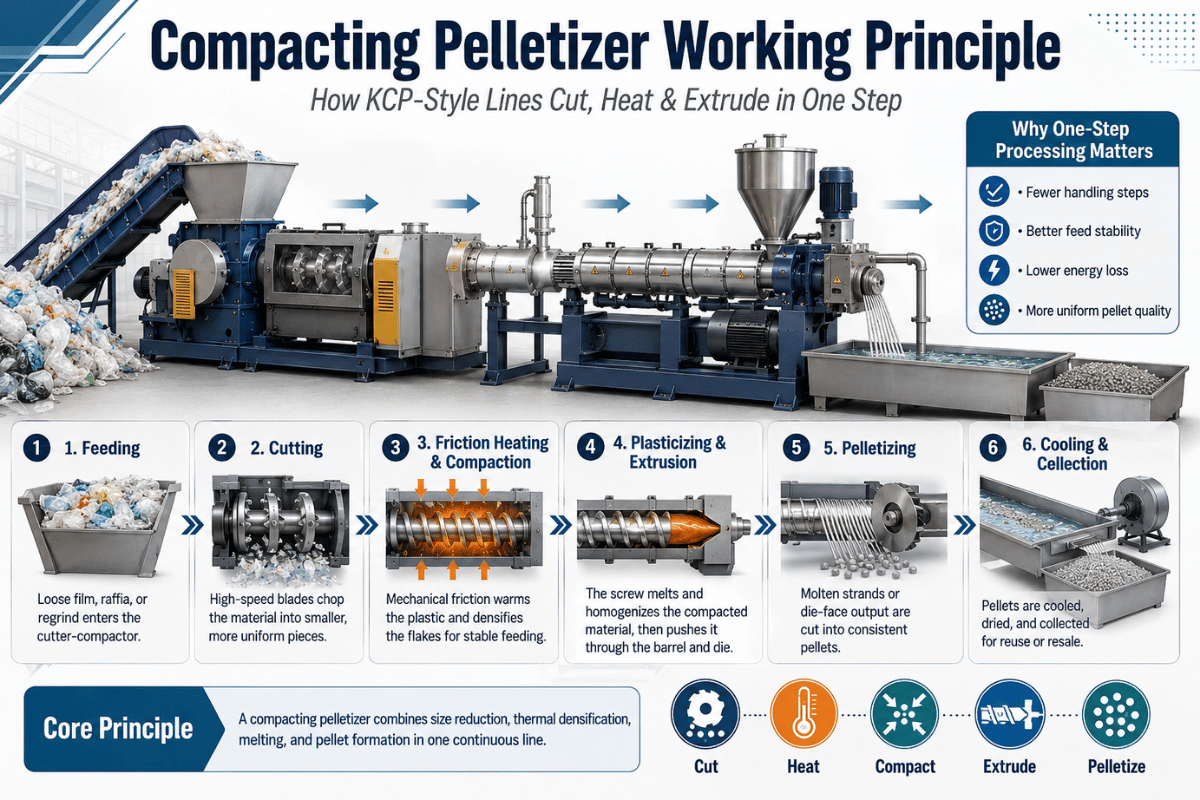
There’s one simple promise that the compacting pelletizer design tries to keep, and is exceptionally hard to achieve: take your plastic trash, turn it into flakes, preheat and compact those flakes inside a special cutter, melt the whole mess down, and squeeze out clean, uniformly sized pellets. Take away that one compacting step-a sort of industrial plastic press-and such things as lightweight film, raffia, and woven textile bagging-very difficult feedstocks for many normal extruders-would simply plug things up hopelessly. Let’s go through the compacting pelletizer working process step-by-step, explaining what happens in each stage and the physics involved.
Quick Specs: Compacting Pelletizer (Cutter-Compactor Line)
- Integrated functions: crushing → compacting/densifying → plasticizing/extrusion → pelletizing
- Best feedstock: PE/PP film, raffia, woven bags, filament, foam (low bulk density)
- Estimated typical throughput: ~150-1,500 kg/hr/line (depending on model)
- Reported energy use: ~0.3-0.5 kWh/kg processed
- Configurations: single-stage (4-in-1) or double-stage (extra degassing/filtration)
- Recycled pellets output: ready for blown film, pipe extrusion, or injection molding
Plastic recycling still has massive room to grow. The U.S. EPA reports a 2018 plastics recycling rate of just 8.7% across all categories, although PET bottles (29.1%) and natural HDPE bottles (29.3%) do much better. What moves film and bag waste toward those higher figures is the compacting pelletizer.
What Is a Compacting Pelletizer?
What are your waste management options when it’s time to get serious with plastic recycling? Try a compacting pelletizer. Also known as a cutter-compactor pelletizing line or an agglomerator-extruder. This one piece of machinery recycles 4 operations continuously; it takes waste in; turns into flakes, crushes, and preprocesses into flakes, melts in one single extruder, pelletizes them into desirable size pieces. Its key part is the cutter-compactor in the extruder throat, which allows bulky materials, low density, or fluffy ones that ordinary pelletizing machines just can’t feed.
And that’s a critical difference compared with a standard plastic pelletizing machine. A standard rigid-flake or strand pelletizer is built for inputs that already have acceptable bulk density, like regrind, bottle flake or lumps. Film, raffia, and woven bags-by nature-don’t. They bind, surge, and pocket air. A compacting design take care of that physically; the compactor densifies material into a free-flowing, semi-plasticised crumb before the screw ever interacts with it. So the key insight behind a compacting pelletizer isn’t “a pelletizer that has an additional stage”; rather “the in-feed that make film recycling feasible.”
💡 Key takeaway
If you have light-duty feed material (film, bag or fiber), the compactor really does the most work. Downstream pelletizing equipment is almost a distant second.
How a Compacting Pelletizer Works: The Working Principle, Step by Step
At its core, the working principle of the pelletizer rests on polymer extrusion theory. During the processing, the plastic go through three physical states of glassy (solid state), rubbery (softening state) and viscous flow (melting state). The entire process from waste to pellet is as follows:
- Crushing / cutting. In the compactor chamber, bulky plastic scrap is ripped into small flakes by rotary and stationary blades, which increases surface area for the next steps.
- Pre-grinding equipment may then compress, pack, and densify material. Centrifugal force may throw semi plasticized, pre heated flakes towards the extruder – pre compaction process, it’s often cited as having defined the original machine.
- Plasticizing / extrusion. A single screw conveys, compresses and melts the crumb. External heaters initiate the melt, and the screw’s shear completes it. A vacuum vent pulls off moisture and volatiles, and a screen changer filter out impurities.
- Pelletizing. The homogeneous melt is pressed through a die and cut into equal-sized pellets – using a water bath, water ring or underwater pelletizer depending on the resin.
How does a pelletizer work?
A pelletizer turn molten or soft plastic into small, uniform pieces. It forces plastic through a die, producing strands of melt or a thin melt sheet, which then is cut into pellets of consistent size by a rotating blade assembly. That melt is then cooled in a water bath or water ring, or pelletized beneath the die in an underwater chamber, freezing the pellet shape. A compacting pelletizer work on the same cutting principle but takes a plastic that’s pre-densified and pre-melted within the cutter-compactor so the balance of the production line can be stable enough to process light film on the move.
Inside the Cutter-Compactor: The Compaction & Densification Stage
This stage – skipped in most explanations – actually gives the machine its name. Inside the compactor chamber, high-speed rotating rotor knives spin against fixed blades. This does two things simultaneously: slices the material into progressively finer pieces and generates friction heat. That frictional heat raises the flake temperature to just below melting – to the rubbery stage – where it becomes dense and tacky, rather than airy and fluffy.
Why is this significant? Many processed plastic films and raffias possess very low density, and are primarily composed of air. Gravity-fed extruders are incapable of grasping air and “feeding” it efficiently; the screw flights slide through it, material bridges across the feed throat and output is sporadic. By densifying the fluffy material and launching it by centrifugal force into the screw flights at just below melt, the compactor converts it into a uniform, steady stream, thereby turning what otherwise couldn’t be processed into a productive melt stream for film recycling on a single screw.
In fact, an energy saving advantage results from the compactor. Many process developers estimate that between 60% and 80% of the melting energy for polymers like PE and PP is derived from shear and frictional forces, not heating bands. By preheating plastic flake through friction and then imparting centrifugal momentum, the compactor transfers part of this melt energy to the resin prior to its introduction into the screw. The “rule of thumb” of the compaction stage: Most of the melting heat credited to heater bands is actually introduced to the resin within the compactor, or plasticizing – compactor.
⚠️ Common mistake
Attempting to feed film flakes directly into a standard extruder. Operators of systems designed in this manner struggle with continuous bridging and surges at the feed throat. The “solution” is often believed to lie in using a more powerful motor and gearing – and not the integrated high-compression feeding system that a cutter-compactor provides. Running the film through a plastic shredder first is still a useful preparatory step – the overall size must be reduced – but density enhancement and feeding capability both remain the domain of the compactor.
The Extrusion System: Screw, Barrel, Degassing & Filtration
Once it gets to the extruder, the single screw perform three jobs along the barrel, in order: It transports the solid, compresses and melts it, and delivers it to the die at a metered, steady flow. There are a few things that matter to recyclers because they determine the pellet quality.
Screw and barrel
Screw length-to-diameter (L/D) ratio and compression ratio should be matched to the polymer. Longer screws provide more melting and mixing length, while the compression ratio should ensure sufficient velocity increase to raise the pressure in the melt. Bimetallic and hardened screw and barrel designs are more wear-resistant for abrasive and contaminated materials, than is regular nitrided steel.
Heating, shear, and the melt
Heaters establish initial melt temperature, but once running smoothly the major source of melt energy (especially for olefins) is the screw and barrel friction – or “shear.” Cooling fans (or water channels) remove heat if shear-induced temperatures rise too far above the setpoint and cause scorching, “black spots.”
Degassing and filtration
Resins generated from film will contain various volatile impurities such as water, printing ink, adhesives and processing aids. Vacuum venting pulls these materials from the melt so there’s no “foam” in the pellet. Either a manual or automatic screen changer can remove the solids, or more sophisticated continuous melt filter designs can even remove significant amounts of impurities without interrupting throughput. Ultimately clean melt is the goal – in fact the APR Design Guide strongly equates downstream recyclability with effective contamination removal.
How Pellets Are Cut: Strand vs Water-Ring vs Underwater
How a plastic pelletizer form the molten plastic exiting the die influences the shape of the pellet, required level of automation and best materials/applications. A quick synopsis – for a deep dive into each process, see our guide to strand vs water-ring vs underwater pelletizing.
| Method | Pellet shape | Best for | Automation |
|---|---|---|---|
| Strand (water bath) | Cylindrical | PET, engineering resins, rigid PP/PE | Low–medium |
| Water-ring / die-face | Lenticular | PE/PP film and filled compounds | Medium–high |
| Underwater | Spherical | High output, micro-pellets, high-viscosity (e.g. TPU) | Very high |
Water ring die face – The common solution for most PE/PP film recyclers, including compacting equipment. Works best with polyolefins and readily automates. Strand pelletizing – Preferred for PET, engineering grade, and some high-output film operations. This process require the most skilled operator and offers poor automation but best pellet consistency for these materials. Underwater pelletizing – Offers high efficiency for many materials and ultra-pure product but is generally reserved for very high-output and premium micro-pellet operations because it involves significant equipment cost, complex setup and startup challenges. “Once up and running, underwater processes require less oversight than either strand or water ring technologies,” points out John Bell, our pelletizing equipment specialist. “Startup for underwater is, however, the most challenging of the three.”
Single-Stage vs Double-Stage Compacting Pelletizers
Stage count drives cost, complexity and performance more than any other choice: does a plastic pelletizing plant run one stage of extrusion or two? Single-screw single-stage – the machine perform all of the functions – comminution, compaction, extrusion, melting, filtering, degasing and pelletizing – in one machine and one pass. Lower upfront investment, smaller footprint, best for very clean, dry films. Single-screw double-stage – includes an additional screw in a second-stage extruder to provide an extra degas/filtration melt zone. Ideal for materials that are contaminated with inks, are damp, and provides protection against degradation for heat-sensitive products.
Decision guide: which stage count?
- Clean, dry single-source film (in-plant production scrap) single-stage – Lower initial investment and energy, good material quality pre-extruding.
- Heavily printed films with inks; post-consumer films with moisture or mixed inks double-stage – an extra melt-degasing stage handles volatiles and other impurities before melt is conveyed to the pelletizer.
- Mixed and variable contamination; 24/7 high-output needs; potential to process sensitive polymers double-stage – Additional melt-handling zones reduce thermal stress and provide consistent quality when processing challenging materials or when uptime is paramount.
- Budget-constrained new facility, a primary resin feed stock single-stage, supplemented with an automatic filter as needed.
A case in point: One contractor taking clean LDPE production scrap from one line added a single-stage compacting pelletizing system and instantly got consistently good pellets, thanks to the perfectly uniform feed. Another customer taking mixed, heavily printed open-market post-consumer films would be out of luck with that same machine. Ink contamination and moisture in such material would require more degassing (a two-stage system). Same machine family, dramatically different outcomes. All a matter of feedstock cleanliness.
Granulator vs Pelletizer: What’s the Difference?
What is the difference between a granulator and a pelletizer?
What does a plastic granulator do to the material you feed it? At its core, it granulates the feed by shearing it cold-no melting involved. Rotating blades pass over a screen, chopping bottles, lumps, or extrusions into inconsistent size flakes, called regrind. That’s the finished product. It doesn’t end there in a pelletizer, though: the flakes are loaded into a feed hopper and automatically conveyed to an extruder, where they melt. As they exit the extruder, their uniform size and density are maintained as cutting blades shave the melt into consistent, evenly shaped pellets. In short: a granulator make flake; a pelletizer makes pellets. The pelletizing unit include both, with a compaction zone where feedstock gets a high-compression, shearing pre-break in a manner similar to a granulator, and it proceeds all the way through to melt, pelletize, and output the material all within a single machine.
So why is the differentiation so important to prospective buyers? Flake and pellets aren’t the same thing. Many downstream processes require free-flowing pellets of predictable bulk density and uniform shape and size. For consistent injection molding or film blowing, for example, dusty, unpredictable flakes just won’t work. If your customers demand pellets for their downstream processes, a simple plastic granulator machine isn’t enough; you’ll need the integrated melting and pelletizing capability. If you just need to produce your own clean regrind for your own extrusion process, however, you might be just fine with a granulator. Purchasing the incorrect unit is a common and expensive mistake.
Which Plastics Can a Compacting Pelletizer Process?
Compacting pelletizers are typically designed for the lightweight, melt-processable thermoplastics that are predominantly the end-of-life products used in films and bags. PE (LDPE and HDPE) and PP in the form of agri-film, shopping bags, industrial woven sacks, raffia, and BOPP are well-suited to this application. However, since each type of polymer has its own optimum processing temperature range to protect the final pellet quality:
| Polymer | Typical melt range | Notes for compacting lines |
|---|---|---|
| LDPE | ~160–200°C | Classic film feedstock; deep feed section helps bulky scrap |
| HDPE / PP | ~200–240°C | Woven bags, raffia, rigid trim; watch for filler abrasion |
| PET | ~260–280°C | Needs drying and low-shear handling to protect intrinsic viscosity; often a dedicated line |
| PVC | lower, heat-sensitive | Degrades easily; gentle, low-residence processing only |
Note: Temperature ranges above are general starting points from common industry processing references; always confirm against the manufacturer’s or material supplier’s data sheet.
PET should be noted for a specific caveat: recycled PET requires special considerations due to its heat and moisture sensitivity, and is also very sensitive to the mechanical action and high heat imparted in a typical compacting pelletizer, which degrade the material’s critical intrinsic viscosity. Hence, recyclers of this polymer usually pre-dry it and use gentler, often dedicated processing equipment. The end products of all these systems are recycled plastic pellets that vary in quality; knowing the established pellet-quality grades, such as the framework in the ISO 15270 guidelines for plastics recovery and recycling, helps you set realistic specification and price expectations.
Common Problems & How to Read Pellet Quality
Although there are occasional exotic problems, complaints about pelletizer performance typically fall into one of a number of standard failure categories and are quite repeatable. Often, the cause of the problem isn’t the blades themselves, but rather downstream in the material handling system – in the cooling, cutting, or sizing sections of the equipment.
“Shrink voids and hollow pellets are evidence of improper strand tempering, the defect that occurs when the process water used is either too warm or too cold, creating a solidified shell around the strand while hot interior melt remains trapped inside.”
| Defect | Likely root cause | First fix to try |
|---|---|---|
| Hollow pellets / shrink voids | Process water too warm or too cold; trapped volatiles | Adjust water temperature; check the vacuum vent |
| Doubles / zippers (agglomeration) | Water too hot or low water flow; die holes too close | Lower water temp; raise flow; re-space the die |
| Tails (hockey-stick edges) | Dull or nicked rotor / bed knife | Rotate or replace knives; re-gap to spec |
| Black specks | Carbonized melt in dead zones; dirty feed | Purge the screw; improve washing upstream |
| Feeding surge / bridging | Low bulk density; compactor not densifying enough | Tune compactor blade speed and feed pressure |
- ✔ Pellets that are uniform in size and shape, with no tails or fines.
- ✔ Solid cross section; cut one open to look for a hollow core.
- ✔ Evenly colored, without black speckling or yellowing, which is a symptom of thermal damage.
- ✔ Free-flowing, not clumped or dusty
Industry Outlook: Where Plastic Pelletizing Is Heading (2026)
Market landscape is one of expansion; a report by Coherent Market Insights values the overall plastic recycling machine market at roughly $4.07 billion in 2026 and projects growth to around $6.37 billion by 2033, a 6.6% CAGR. Given that current recycling rates are in single digits in key markets like the United States (only 8.7% according to the EPA), the potential for growth is structural, not cyclical.
Four macro trends are dictating what buyers should specify in their 2026 and beyond purchases:
- Energy per ton is the new battleground; while field reports estimate well-run film lines can achieve around 0.24 to 0.5 kWh/kg, increasing power prices will drive kWh/kg from a background spec to a key purchase driver.
- Purer inputs; cleaner scrap is fed to the pelletizer as higher purity from upstream sorting, washing and increasingly AI-guided sorting processes, resulting in improved achievable grades.
- Tighter pellet specs; brand commitments to using more post-consumer recycled plastic are putting pressure on buyers for proven, documented quality with rigorous contamination and IV control (for rPET).
- Policy pull and closed-loop recycling; efforts such as extended producer responsibility (EPR) schemes and demand for food-grade recycled resins are encouraging system designs capable of hitting these higher standards.
Takeaway; if you plan a 2026 acquisition, don’t buy based on maximum through put only, ask about per ton energy at the output levels you need, ensure your planned line will meet your customer’s upcoming pellet specs, and size your degassing and filtration for a worst-case scenario scenario input stream rather than the optimistic case.
Frequently Asked Questions
What is a compacting pelletizer used for?
View Answer
A cutter compactor system specifically for recycling light weighted plastics like bags, film, raffia, woven bags, and foam into pellets uniform in size, ready for use in pipe extrusion, injection molding, or blown film, is being offered specifically because it is capable of handling ultra low density film and bag scrap feeding rates beyond what is possible in traditional pelletizer lines.
What is the difference between a cutter compactor and a shredder?
View Answer
Shredders only reduce size. Cutter compactors go further: they heat and densify the flakes with friction before feeding the extruder.
How much plastic can a compacting pelletizer process per hour?
View Answer
Machine size and type will influence performance, but typical rates range from below 150kg/h to more than 1000 kg/h. Note that the throughput is impacted significantly by the presence of wetness and contaminants in the material feed, and performance should be evaluated against those realistic parameters rather than optimal values found on spec sheets.
Can a compacting pelletizer handle wet or printed plastic?
View Answer
Yes, but printed or wet film needs a double-stage line with strong degassing; clean, dry feed runs fine single-stage.
Is a single-screw or twin-screw better for film recycling?
View Answer
Typically for PE/PP film recycling you find single-screw compacting pelletizers due to its long service life, cost effectiveness and being appropriately designed to be used in a cutter compactor feed system. Other applications like compounding, deep devolatilization and reactive extrusion often make use of the twin-screw setup.
What pellet shape does a compacting pelletizer produce?
View Answer
It depends on the cutting method: water-ring and die-face cutting make lenticular pellets, strand cutting makes cylinders, and underwater cutting makes near-spherical pellets.
How energy-efficient is a compacting pelletizer?
View Answer
Well-operating plants seem to produce anywhere from 0.3 to 0.5 kWh/kg depending on conditions, and some tests have achieved about 0.24 kWh/kg for clean, dry HDPE film. But this varies based on feedstock, how much water needs removed and the level of filtration. For meaningful data, inquire for your specified output.
Planning to install a film or bag recycling line and comparing single vs two-stage system? For the best results in film processing, get a consultation on your feedstock and product goals from Kitech’s technical team or size a system now.
Why We Wrote This
Kitech provides all necessary plastic recycling equipment including shredders, washing equipment, and plastic pelletizers for both PE, PP, and PET plastics. As “how compacting pelletizers work” is a frequent question in plastic waste management when sourcing, we decided to answer how they work and also address why compaction is key to successful film recycling. We provide accurate information and we cited public resources where we could verify specific facts. In cases where performance can be widely divergent due to different configurations, we stated it explicitly.
References & Sources
- Plastics: Material-Specific Data – U.S. Environmental Protection Agency
- APR Design Guide Overview – Association of Plastic Recyclers
- ISO 15270 – Plastics: Guidelines for the recovery and recycling of plastics waste – International Organization for Standardization
- Solve Seven Common Pelletizing Problems – Plastics Technology
- Plastic Recycling Machine Market Size & Forecast, 2026-2033 – Coherent Market Insights