
Get in touch with Kitech Company
Single Shaft Plastic Shredder: How It Works, What It Shreds & How to Choose the Right Model
A single shaft plastic shredder is the workhorse of most modern plastic recycling lines. Whether you are granulating rigid HDPE crates, thin LDPE film, or mixing post-consumer bales, this machine converts irregular plastic into uniform-sized chips ready for washing and pelletizing. This article explores the engineering principles, material considerations, selection factors and maintenance practices that influence whether your shredder investment proves profitable – or remains stalled on the factory floor.
⚙️ Quick Specs at a Glance
| Parameter | Value |
|---|---|
| Rotor Speed | 60–120 RPM (low-speed, high-torque) |
| Throughput Range | 300–3,000 kg/hr (model-dependent) |
| Output Particle Size | 20–100 mm (screen mesh controlled) |
| Drive Power | 15–132 kW |
| Feed Method | Gravity hopper or hydraulic pusher |
| Common Materials | HDPE, PP, PVC pipes, LDPE film, PET bottles, e-waste |
What Is a Single Shaft Plastic Shredder and How Does It Work?
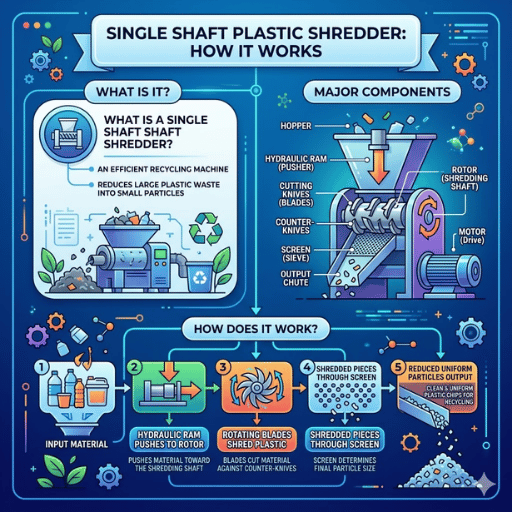
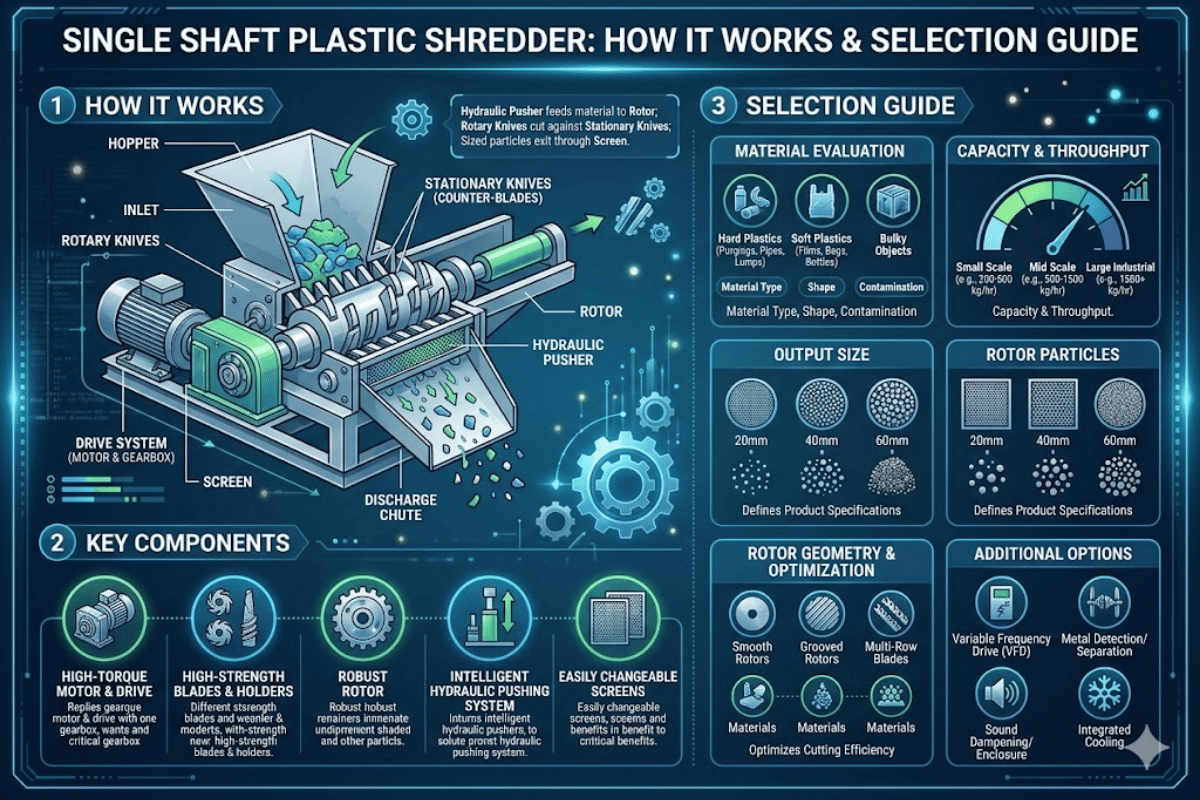
A single shaft plastic shredder is a size reduction machine which employs a single rotating shaft with cutting blades to shear plastic against a row of fixed counter-blades. Material is fed via a gravity hopper (or is pressed in by a hydraulic pusher), passes between rotating and fixed blades, and is cut repeatedly until small enough to pass through a perforated screen mesh mounted underneath the rotor. The screen hole – ranging in diameter from 20mm to 100mm – determines the final particle size.
How Does a Single Shaft Shredder Work?
A slow-rotor (60-120 RPM) provides high torque rather than high speed – that is its basic working principle. plastic inserted into the hopper is gripped by the rotor’s cutting blades and dragged over stationary fixed blades mounted to the shredder frame. Each pass creates a scissor-like shearing action that shatters material into smaller and smaller pieces. Pieces recirculate within the cutting chamber until they pass through the screen mesh below. This recirculation process ensures consistent output size regardless of how irregular the infeed material is. Because the rotor is turning slowly, heat from friction remains low, dust generation remains minimal, and noise usually stays below 85 dB – an advantage in noisy factories that use high-speed granulators reaching 400-600 RPM.
📐 Engineering Note
Example rotor specifications: shaft diameter 260-500mm, blade steel D2, SKD-11 (hardness 58-62 HRC), blade thickness 30-60mm. The rotor-to-frame blade clearance is adjusted at 0.3-0.8mm to ensure effective shearing; wider gaps cause tearing rather than cutting, and thus a higher energy requirement as well as irregular particles. Studies have shown that shredding methodology directly impacts recycling of output material (Cikowski et al., 2024).
In operation, the cutting chamber seldom fills completely – material bridges between blade rows and oversize fragments recirculate several times before passing through. This is normal rather than abnormal. Seasoned operators will monitor motor current draw as an indicator of chamber loading: a steady 70-85% of rated amps signifies optimal throughput. Consult our complete single shaft plastic shredder inventory for details of different rotor configurations with various throughput capacities.
Key Components of a Single Shaft Shredder Machine
Being familiar with each system element helps you assess sound manufacturing quality during purchasing and anticipate wear parts before they create costly disruptions. All single shaft shredder systems employ six essential systems:
| Component | Function | Key Specification |
|---|---|---|
| Rotor Assembly | Carries rotating blades; delivers torque to cutting zone | Shaft diameter 260–500 mm; solid or welded construction |
| Cutting Blades (Rotating + Fixed) | Shear material between rotor and frame-mounted blades | D2/SKD-11 steel, 58–62 HRC; 4-sided rotatable design |
| Screen Mesh | Controls output particle size; retains oversize material | Aperture 20–100 mm; AR400 abrasion-resistant steel |
| Hydraulic Pusher | Forces material against rotor; prevents bridging | Hydraulic system force 2–15 tons; auto-reverse on overload |
| Gearbox + Motor | Converts motor speed to low RPM / high torque | Motor 15–132 kW; gearbox ratio 15:1 to 50:1 |
| PLC Control Panel | Manages start/stop, overload protection, pusher timing | Siemens/ABB PLC; optional HMI touchscreen |
Blade Steel Grades: What the Differences Mean in Practice
Blade steel quality influences the frequency of replacement and processing cost per unit:
- 6CrW2Si (economy): Suitable for soft plastics such as LDPE films. Blade life 400-600 hours of operation. The most economical blade price per set.
- H13 (standard): Hot-work tool steel which provides 50% longer blade life than economy grades. Capable of handling rigid HDPE and PP without premature chipping.
- D2 / SKD-11(premium): Cold-work tool steel hardened to 58-62 HRC. Used on abrasive materials such as glass-filled engineering plastics and PVC with mineral fillers. Has an edge service life of 800-1,200 hours under average conditions.
All blade work, such as D2 / SKD-11, must adhere to OSHA machine guarding where access panels to blade must have interlock switches to disable power before any guard is opened. For blade configurations, browse the Kitech single shaft shredder series and compare across model lines.
What Plastics and Materials Can a Single Shaft Shredder Process?
All single shaft shredder blades can process materials from thin stretch wrap to thick-walled pipe. Materials contain varying levels of contamination or degree of compression. The table below gives a break down of material combinations and throughput results.
What Types of Plastic Can an Industrial Shredder Process?
| Material | Form | Output Size | Throughput |
|---|---|---|---|
| Rigid HDPE | Pipes, crates, drums | 30–50 mm | 500–2,000 kg/hr |
| PP film / woven bags | Rolls, bales | 20–40 mm | 300–1,500 kg/hr |
| PVC pipe | Cut sections, profiles | 30–60 mm | 400–1,800 kg/hr |
| PET bottles | Baled or loose | 25–50 mm | 400–1,200 kg/hr |
| Electronic waste / e-waste shells | Mixed ABS/PC housings, cable recycling | 40–80 mm | 200–800 kg/hr |
| LDPE stretch wrap | Loose, baled | 20–40 mm | 300–1,200 kg/hr |
⚠️ Warning: Materials to Avoid
Abrasive or chemically aggressive contaminants in the plastics such as PA-GF30 and PBT-GF will cause faster wearing of tools from sandpaper effect cutting action, reducing service life from 6-12 months to 2-3 months. Metal contamination such as wire, fastners in bales of plastics will lead to destructive chipping of the edges. Always do a prescreen of incoming material, check with the magnetic separator first then examine bales by hand, before feeding into the shredder. Waste material, contaminated plastics or medical waste may require different equipment implementation outside the scope of the shredder.
Technology follows the guidelines set by ISO 15270:2008 for plastics waste recovery and recycling. For film-heavy applications, consider using a dedicated plastic film shredder for LDPE and BOPP processing, instead of a general purpose unit. Explore the entire industrial plastic shredder range and find the most appropriate configuration.
How to Select the Right Single Shaft Shredder for Your Recycling Operation

The ability to choose the right shredder is not about getting the biggest cheapest model, but about understanding a machine’s capacity compared with your actual needs. 2024 global estimates for the market of the plastic shredder is $1.2-2.2 billion and in CAGR of 3.8-7% – so more configurations are available today than at any point in the industry. Follow this framework to sort through your options.
The 5-Factor Shredder Selection Framework
- Throughput requirements (kg/hr) — take your actual daily throughput and divide it by production time. Consider applying a maximum of 20% extra for peak times, but no more.
- Targeted particle size – Think about the downstream processes. A washing line prefer 30-50 mm chips, while a pelletizer prefer 20-30 mm chips. Specify the output screen mesh size.
- Type and form of material – Whether rigid or film or mixed determines the design of rotor, grade of blade and use of a hydraulic pusher. Films tend to wrap around rotors without the use of a pusher, whereas rigid pipes do require one.
- Level of automation – For feeds of less than 500kg/hr, a manual hopper feed would work. For higher throughput, use a hydraulic pusher by default. 1500 kg/hr or higher, you should integrate a PLC and conveyor infeed to ensure high throughput and consistent particle size during continuous operation.
- Downstream connections – The waste shredder is a critical part of processes and should be equated with other machine capacities. Size your machine output for compatibility with your washer, dryer and pelletizer.
| Your Need | Recommended Tier | Power Range | Key Feature |
|---|---|---|---|
| < 500 kg/hr | Compact | 15–37 kW | Gravity hopper, simple relay controls |
| 500–1,500 kg/hr | Mid-range | 45–75 kW | Hydraulic pusher, PLC with overload protection |
| > 1,500 kg/hr | Heavy-duty | 90–132 kW | Enhanced cooling system, full automation, conveyor integration |
At Kitech, we size every shredder by matching rotor diameter to the toughest feedstock – not the most common. Mandolins for one grade of product should not turn the hydraulic pusher 40 times as often, which doubles guide-pad wear and cuts service life in half. Never under size rotors to save margin.
— Kitech Engineering Team
⚠️ Common Mistake: Oversizing
Buying a shredder designed for 2000 kg/hr throughput when your actual throughput is 800 kg/hr wastes 20-40% of all energy costs. A 90 kW motor running at partial load uses more energy per kilogram processed than a properly-specified 45 kW motor passing 75-85% load. Always size to the realistic maximum throughput – not the idealistic aspirational future volume.
Use the shredder model selector tool to narrow down models based on your input. Use the shredder cost calculator to get an idea of pricing. Consider complete plastic recycling line solutions if you need a shredder as part of an integrated washing or pelletizing line.
Single Shaft vs. Double Shaft: When Each Type Wins

Choosing between shaft for monomer uniformity and double shaft (twin shaft) for volume capacity is a common question in shredder buying. Here is a figure comparing the differences…
| Factor | Single Shaft | Double Shaft (Twin) |
|---|---|---|
| Output Control | Screen mesh: 20–100 mm uniform particles | No screen: irregular 50–200 mm fragments |
| Throughput Range | 300–3,000 kg/hr | 500–5,000 kg/hr |
| Best For | Film, bottles, pipes (uniform output needed) | Bulky mixed waste, tires, pallets, drums |
| Energy per Ton | Lower (single motor, 15–132 kW) | Higher (dual counter-rotating motors) |
💡 Pro Tip
All else being equal, single shaft is the best choice if your downstream process (pelletizer, washing line) demands uniform particle size – the screen mesh takes all the deviation out of the equation. Double shaft is the best choice if you need maximum volume processing of heavy, lumpy feedstock without a concern for particle size. Many plants run both: A twin shaft first for shredding of flow-in, a single shaft afterwards for size reduction of particle size.
Read the full detailed single shaft vs twin shaft shredder comparison for the deep-dive technical analysis with performance graphs.
Maintenance Best Practices to Maximize Shredder Service Life

With scheduled maintenance and part replacement, the average shredder endures 8–15 years — easy maintenance pays off. A neglected machine fails in less than 3. Maintenance costs are 10–15% of total operating expense, but unplanned downtime on solid waste processing lines kills any margin on the entire plant.
What Maintenance Is Required for an Industrial Plastic Shredder?
| Task | Frequency | Time Required | Consequence if Skipped |
|---|---|---|---|
| Visual blade inspection | Daily | 5 min | Undetected chipping → output quality drops |
| Screen mesh cleaning | Weekly | 15 min | Blinded screen → throughput drops 30–50% |
| Hydraulic fluid level check | Weekly | 5 min | Low fluid → pusher stalls, overheating risk |
| Blade rotation (4-sided) | Every 3–6 months | 2–4 hrs | Dull edges → energy consumption rises 15–30% |
| Gearbox oil change | Every 2,000–3,000 hrs | 1 hr | Accelerated gear wear, potential seizure |
| Full bearing inspection | Annually | 4–8 hrs | Catastrophic bearing failure risk |
Dull blades represent the fastest plant expense because they undermine the shear process hour after hour. Dull blades seek a tear instead of a clean shear and cause ragged plastic particles, higher motor power, and excess heat. A sure sign: motor current increases more than 10% while processing identical feed; blade maintenance is required before being overdue. Once arms are past 1.5 mm rounding, the blades should be replaced or rotated—don’t wait to schedule the repair.
💡 Pro Tip
If only some of the materials that go through your shredder run hot, there are chips in your blades. This means they are not totally even. Whenever you see chips in your blades, replace or rotate the affected blades rather than waiting to schedule the maintenance—the blades can eventually chip through the fixed counter-blades and require a $2,000+ repair.
Sure. Any maintenance or work with the blades, screens or bearings is strictly within OSHA lockout/tagout procedures (29 CFR 1910.147). All equipment is to be de-energized, locked, tagged and zero energy checked. When processing dry plastic, dust elimination through NFPA 654 standards is necessary to control combustible dust buildup within the cutting chamber and exhaust chute.
Frequently Asked Questions
Q: Is a single shaft plastic shredder worth the investment for small recycling operations?
View Answer
Akinkum.
Yes. All 300 kg/hr+, range compact Gebisav 15-37 kW models, depending on configuration, origin, and other factors. 300 kg/hr on HDPE yields 12-24 months payback in most companies, through reduction of manual-cutting labor and downstream flow stability. Less than 200 kg/hr a manual pre-cutter may be more appropriate for your investment budget. Use the shredder calculator to get a specific payback calculation and investment analysis. Remember to include blade maintenance per 10-15% of your annual operating costs, energy savings with uniform particle size, and efficient pellet quality, commanding premium resale value.
Q: What output size do plastic shredder machines produce?
View Answer
25 mm to 100 mm controlled by screen mesh size. The screen is interchangeable within 15-30 minutes.
Q: What is the difference between a plastic shredder and a plastic granulator?
View Answer
Shredders are heavy-duty, low RPM (60-120), torque-intensive machines producing chips of 20-100 mm from large/bulky input material. Granulators are high RPM (400-600) machines that generate fine, uniform 3-12 mm granules from pre-sized input, coming after washing systems in many recycling lines as a final sizing step. In most lines, shredder is the first stage, followed by the granulator. For a full comparison, read the plastic shredder vs granulator guide.
Q: Can a single shaft shredder handle metal-contaminated plastic waste?
View Answer
Not safely. Metal, wire particles, screws or other debris occasionally cause catastrophic blade damage to the rotor, leading to extraordinary cost and line downtime. Install a magnetic separator and audit the bales in advance. Wait for extra-heavy duty models with auto-reverse anti-weld features. Remember, prevention costs a lot less than blade replacement!
Q: How much power does a single shaft plastic shredder consume?
View Answer
Horsepower is ranged from 15kW compact models, sub-500 kg/hr throughput, to 132 kW in heavy-duty models, 1500+ kg/hr throughput. Actual electrical power depends on input material traits (hardness, shape etc.), line setup (feed rate, blade maintenance status etc.) Typical power consumption for a 55 kW shredder, 1,000kg/hr of HDPE, is reported at 35-45 k Wp. Dull blades have been shown to consume 15-30 % more power; blade maintenance directly impacts your electricity bill.
Find the Right Shredder for Your Recycling Line
Kitech custom engineers every shredder, according to the input material, desired throughput and final application. CE/UL/CSA approved and certified. In over 80 countries worldwide..
About This Engineering Guide
This guide has been authored by Kitech’s technical body of knowledge, drawing data from 80+ countries and over 500 recycling installations. Specs are for Kitech distributed equipment in 2017 and current industry standards. If you are comparing ranges of performance (eg. throughput), the actual line performance is less whatever condition the input B-roll has. Please request a material specific trial before any purchase.
References & Sources
- OSHA – Control of hazardous energy (lockout/tag out), 29 CFR 1910.147 – osha.gov
- OSHA — Machine Guarding — osha.gov
- ISO 11448:1997 – Powered line and chippers safety rules – iso.org
- ISO 15270:2008 – Guidelines for the recovery and recycling of plastics waste – iso.org
- Cikowski, P. et al. (2012) – Preliminary Research to Assess the Recyclability of Grinding – PMC / NIH
- NFPA 654 – Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing, and Handling of Combustible Particulate Solids – nfpa.org
- PLASTICS Industry Association – Codes & Standards – plastics industry.org







