
Get in touch with Kitech Company

How Plastic Pelletizers Work: Types, Components & Buyer Selection Guide
While millions of tons of plastic scrap are generated every year as industrial byproduct or postconsumer waste, the process of converting that waste into a valuable raw material runs through the plastic pelletizer. This is the machine at the heart of any recycling line — one of the most critical recycling machines — which transforms molten or shredded scrap polymers into uniform pellets — raw materials ready for reuse in injection, blow, and film processing. This guide unpacks the working of pelletizing systems, compares the three main cutting technologies, takes you through process control considerations and provides a straightforward guide to selecting the right pelletizing equipment for your recycling operation.
Quick Specs
| Parameter | Value |
|---|---|
| Pelletizer Types | Strand, Underwater (UWP), Water Ring |
| Throughput Range | 50–3,000+ kg/hr |
| Pellet Shapes | Cylindrical (strand) / Spherical (die-face) |
| Compatible Polymers | PE, PP, PET, PS, ABS, PA, PC & compounds |
| Die Plate Hole Diameter | 2.0–6.0 mm (standard) |
| Residual Moisture | <0.05% (UWP) to <1% (strand) |
What Is a Plastic Pelletizer?

A plastic pelletizer is an equipment that takes thermoplastic polymer or shredded plastic waste as input and produces small, uniform plastic pellets (usually 2-5 mm diameter). These small balls of plastic, also called nurdles or granules, then flow into downstream technology such as an injection or blow molding machine or a film die.
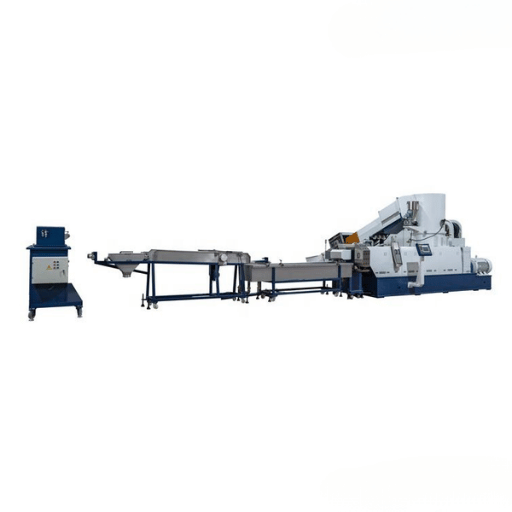
Regardless of cutting method, the pelletizing process stays the same. Typically, raw plastics are fed through an extruder and then thermo-mechanically processed to they are melted and then transported through a screen change. Next, the melted polymer is conveyed through a die with several to several hundred holes, then cut into pellet-sized pieces, dried, cooled and then transported through a conveyor system to a pellet silo. Each step impacts pellet quality in terms of shape, size and moisture content.
Pelletizing is relevant to recycling since the U.S. EPA states that up to 50% of the energy needed to produce virgin resin can be saved by recycling plastics. When recycled plastic scrap is pelletized according to standards such as the APR guidelines (which stipulate moisture content below 0.5% as outlined in ASTM D6980) the resulting pellets replace virgin material in many applications. Typically, energy consumption for PP recycling is in the range of 1 to 4 kWh/kg at design throughput, acknowledging that motor size and efficiency; as well as the calorific value of the waste, influence the results.
For plastics processors looking to purchase recycled plastics it is the degree of pellet formation that allows or prevents conventional processing without modification. Pellets that break apart in hoppers or exhibit inconsistent characteristics in the final product can be blamed on plastic pelletizer machines that were not specified in terms of throughput, pellet size, residual moisture and bulk density.
How Does a Plastic Pelletizer Turn Waste into Pellets?
Six steps comprise this process. 1) Sorted plastic scrap is fed into the extruder hopper by a metering device and shredded. 2) The extruder barrel is heated to above the polymer melt point while the screw produces pressure. 3) The polymer is pushed through a screen changer that removes all debris and foreign particles. 4) The material is then forced through a die plate with block holes drilled into the face to produce strands. 5) a pelletizer system located at the die face or several feet downstream slices the strands into pellets. 6) The pellets are cooled or quenched in a water bath, a water ring, or a pressurized chamber. They are then conveyed pneumatically to the drying unit in a centrifugal dryer. From there, dried pellets are conveyed pneumatically to storage.
The complete transformation is 3-45 seconds depending on the system type.
Strand vs Underwater vs Water Ring: Three Pelletizing Systems Compared
All three main pelletizing techniques do the same basic job—carving the hot polymer into pellets—but their location and method of cutting varies, and this variation influences everything from pellet shape and moisture content to capital costs and operator time required.
| Feature | Strand | Underwater (UWP) | Water Ring |
|---|---|---|---|
| Throughput | 100–2,000 kg/hr | 500–3,000+ kg/hr | 200–1,500 kg/hr |
| Pellet Shape | Cylindrical | Spherical | Lenticular |
| Best Materials | PET, PA, PP, filled compounds (up to 90% fill) | All polymers | PE (LDPE, LLDPE, HDPE), PP, PC, PS |
| Cooling | Water bath + air knife | Pressurized water chamber | Water ring + centrifuge |
| Residual Moisture | <1% | <0.05% | <0.5% |
| Relative Cost | $$ (lowest entry) | $$$$ (highest) | $$$ (mid-range) |
| Operator Involvement | High (conventional) / Low (ASP) | Low (automated) | Low |
Strand pelletizing—this is the oldest and most familiar form of pelletization. A die-plate forms continuous rolls of molten resin which are coiled through the water bath, an air knife dries the surface, then the strands enter the strand cutter into which rotating blades cut the strands into cylindrical pellets. Filled compounds process more easily than with die-face technology because the strands are solid before being cut.
✔ Strand Advantages
- Lowest capital cost of the three systems
- Handles filled compounds up to 90% filler loading
- Simple maintenance — visible strand path for troubleshooting
- Automatic strand pelletizers (ASP) reduce operator dependency
⚠ Strand Limitations
- Higher residual moisture (<1%) than die-face systems
- Conventional models need operator attention for strand guidance
- Open water bath can generate dust and fines
- Not suitable for sticky or low-viscosity melts
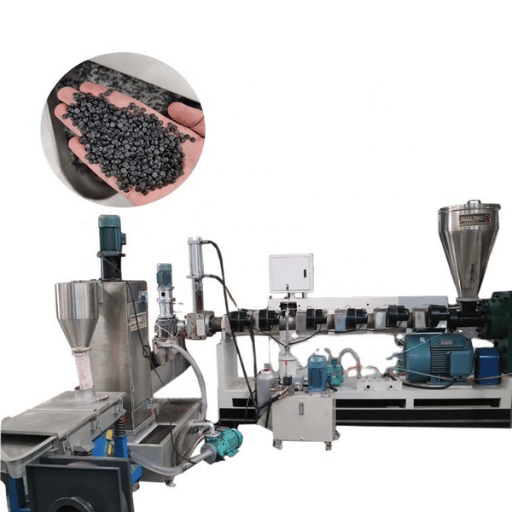
In UWP, cutting occurs under the die face inside a water-filled cavity with molten material expelled from the die plate and cut by cutters on rotating knives immediately upon exit to form spherical pellets. Water flow then carries pellets to a centrifugal dryer. A specific advantage of this process is the ‘instant’ cutting and cooling in a contained environment with associated minimal residual moisture (< 0.05%) and no dead/dust particles in the atmosphere.
✔ UWP Advantages
- Highest throughput capacity (3,000+ kg/hr)
- Spherical pellets with excellent flowability
- Dust-free, enclosed operation
- Ultra-low residual moisture (<0.05%)
⚠ UWP Limitations
- Highest capital investment of the three systems
- Process water system adds complexity
- Startup procedure requires precise temperature coordination
- Not ideal for very high filler loadings (>70%)
Water ring pelletizing works in a similar way to die face pelletizing, in the sense that the die face is cut, however rather than cutting in a chamber of water under pressure, a spinning ring of water is used. Pellets are shot out of the spinning ring into the water, before being allowed to dry, producing lenticular (lens-shaped) pellets and working best for polyolefins such as polyethylene (PE) and PP.
✔ Water Ring Advantages
- Good balance of cost, throughput, and pellet quality
- Well-suited for PE, PP, and other polyolefins
- Lower water pressure requirements than UWP
- Compact footprint
⚠ Water Ring Limitations
- Not suitable for high-melt-temperature polymers like PET
- Lenticular shape may not meet all customer specifications
- Moderate throughput ceiling vs UWP
Consider the Melt-to-Cut Window: as seen in the graph above, no matter what type of technology it’s administered on, there needs to be a specific time frame, known as the Melt-to-Cut window, between the time the polymer leaves the die and the blade hits the polymer. If there is not enough time between the die and blade, then the melt is too hot and the extruded pellet rather than having a nice round shape, has ferris wheel shapes, or in the parlance of pellet manufacturers, “doubles”. If there is too much time between the die and the blade then one gets fractures, fines and tails.
Controlling this window, with water temperature, die temperature and cutter speed, is a highly influential variable in pellet quality.
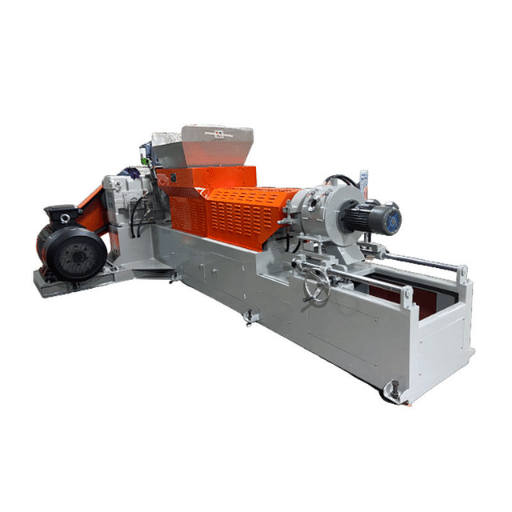
How Does Underwater Pelletizing Work?
Underwater Pelletizing In underwater pelletizing system molten polymer is extruded through a heated die plate directly into a chamber of water under pressure. A rotating cutter head with many blades–the cutting block–is flush against the face of the die plate so each strand of melt is sheared the instant that it exits. The effect of the internal water bath is to shock freeze the droplets to spheres in a matter of a few tenths of a second. The pellet/water slurry is pumped continuously to a centrifugal dryer that separates the pellet from process water in less than 10 seconds (at no time is the polymer in contact with air). The process water is sent through a filter and temperature control before entering a closed system for recirculation. Because the point of cutting is under water in a sealed environment, there are no dust issues, no operator exposure to fumes or emissions, and no entrainment of external material into the product stream.
“Underwater pelletizing operates as a closed-loop system free of air. There is no risk from gas, dust emission, or product contamination.”
— John Bell, Reduction Engineering Scheer, writing in Plastics Technology
Learn more about single-screw pelletizing systems, or compare it with a compacting pelletizing system.
Key Components Inside a Pelletizing Machine

Reliability of an entire pelletizing system depends on how each individual component performs. Follow the links to understand functions.
Extruder (single-screw or twin-screw): The extruder is the workhorse of the pelletizer, creating flow within the melt stream. It is responsible for melting, conveying, and compressing the material. A single-screw extruder for recycling has an L/D ratio between 28:1 to 36:1. Twin-screw units generally are used for compounding.
Die plate: The job of the die plate is to extrude the desired pellet shape. The usual pellet sizes range from 200 to 800 holes at a diameter of 2.5 to 4 mm. Use the feed hole pattern, land length, and taper angle tips to upgrade the quality of your product.
📐 Engineering Note: Die plate specification — hole count multiplied by diameter determines base pellet size, but final dimensions also depend on cutter speed, melt viscosity, and die swell. Standard range: 200–800 holes at 2.5–4.0 mm diameter. Stainless steel 316L is specified for corrosive applications including PVC and halogenated compounds.
Cutting system: A down-stream rotary cutter located in the die face or a die-face rotary cutter comprises the cutting system. The mechanical parts cut at 3,000+ revolutions per minute. Blade quality can be reflected in the use of tool steel, Stellite, or tungstens carbide, especially if you need to process abrasive-filled polymers. Worn blades generate undesirable tails and fines.
Cooling system: A water bath (strand), pressurized water chamber, or water ring manages heat extraction in different ways. Process water temperature must stay within a tight window or else you generate doubles or start to fracture the strands.
Centrifugal dryer: Pellets are spun rapidly in a special dryer after cutting and for initial cooling in order to water remove excess process water (surface moisture). Only a well-designed centrifugal dryer can remove the residual 0.05% moisture from the UWP pellet.
Melt pump and screen changer: The gear pump is placed immediately after the melt extrusion in order to provide a steady pressure to the die face or pelletizer. A screen changer placed before the die plate removes of contaminants like paper, metal, and un-melted polymer which could create problems with the die.
⚠️ Important
As can be seen in the photograph, if the bed knife were broken it could pop out and cause injury in the pelletizer. Always use specified torque when reversing or installing bed knives!
On newer machines, cutter disassembly can be done in less than 2 minutes with tools-freeaccesses such as one shown. Significant HDT savings are realized with rapid blade change. Downtime for blade changes drops to near zero.
Commissioning Inspection Checklist:
- Die plate alignment — verify concentricity with cutter hub
- Knife gap clearance can be checked with a feeler gauge before making knife adjustments to OEM specification.
- Process water temperature — confirm within ±2°C of target
- Feed roll condition is determined by examination for long wear grooves (strand systems).
- Control system calibration compares thermocouple temperature and speed sensor digital readout with handheld thermometer and tachometer readouts.
Do you want to compare pelletizer models with each other? Here is where we list throughput, die configuration, drive power for our entire line-up.
Material Compatibility: Which Plastics Can Be Pelletized?
Not all pelletizing systems are compatible with all plastic materials. Melt temp, viscosity, filler level, and water sensitivity have an impact on cutting methods selection. Here is a chart showing popular resin types and technologies used in pelletizers.
| Material | Melt Temp (°C) | Recommended System | Pellet Shape | Special Notes |
|---|---|---|---|---|
| HDPE | 130–137 | Strand or Water Ring | Cylindrical / Lenticular | Most common recycled resin |
| LDPE / LLDPE Film | 110–125 | Water Ring or Compacting + Strand | Lenticular | Requires compactor for low bulk density |
| PP (rigid + woven) | 160–170 | Strand or Water Ring | Cylindrical / Lenticular | Watch for calcium carbonate filler |
| PET | 250–260 | Strand (conventional) | Cylindrical | Requires crystallization; high moisture sensitivity |
| PS | 210–250 | Strand or UWP | Cylindrical / Spherical | Fines-prone; cut near Vicat softening point |
| ABS | 220–260 | Strand or UWP | Cylindrical / Spherical | Good for compounding applications |
| Compounds | Varies | UWP or Twin-screw + Strand | Varies | Color masterbatch, filled, blends |
All thermal property values are ASTM D4000 based. APR recycled PE specification for residual moisture is less than 0.5% weight ASTM D6980. Both strand and water ring systems are capable of meeting this requirement when the material is properly dried.
Compounding applications-color masterbatch production, mineral-filled concentrates, and polymer blends-often combine a co-rotating twin-screw extruder with either UWP or strand cutting. Twin-screw extruders allow the proper dispersive and distributive mixing to take place while the pelletizing method is based on desired pellet shape and throughput requirements. UWP operation is extensive for high-volume color masterbatch production as spherical pellets flow efficiently through gravimetric blending systems.
Refer to the HDPE pelletizing machine, PET recycling pelletizer, and film pelletizing machine pages for specific equipment information.
How to Turn Plastic into Pellets?
Pelletizing plastic waste involves seven steps. Separate incoming scrap by resin type. Shred it into flakes with a granulator or shredder. Rinse off labels, glue, dirt, product. Dry to below 0.5% moisture content (water sensitive polymers like PET or PA suffer premature breakdown through hydrolysis). Load the clean dry flakes via a crammer or force-feed hopper into an extruder. The pulsation is mitigated through a strainer, then the molten polymer passes over the screen pack and into the die head. Pellets are created in the die-cutter system. Measure pellet size distribution, bulk density, and moisture content according to customer specifications or ASTM D1238 melt flow index values to characterize quality.
How to Choose the Right Pelletizer for Your Recycling Line
Selecting a pelletizer is a complex, multi-factor decision; the following four questions are a logical starting point to reduce options before sending out for quotation requests.
The 4-Question Pelletizer Selection Framework:
- What material are you processing? This quickly removes unsuitable options. Fibrous film scrap must be fed into a compactor upstream. PET must be fed through a crystallizer and dryer. Highly filled compounds need an abrasive die plate. If you are processing multiple melts, start with the worst performance melt.
- What throughput do you require? This helps to size the unit. Under 500 kg/hr is a small-mid size (strand or water ring). Between 500 and 1500 kg/hr is mid-sized where all three technologies are quite comparable. Over 1500kg/hr, UWP will excel in efficiency and automation.
- What pellet shape does your desired output require? Injection molders generally use spherical (UWP) or cylindrical (strand) pellets. Film pelletizers usually accept lenticular (water ring). Check with customers/buyers before you specify.
- What is your investment budget? Entry-level strand systems run just below $50,000. Mid-range water ring and automatic strand pelletizers run between $50,000 and $150,000. High-volume UWP systems run above $150,000. Keep in mind, total cost of ownership could be less with UWP since it has higher initial capital but much lower labor and zero dust mitigation costs.
Real-life Situation: A plastics recycler handling 800 kg/hr of post-consumer HDPE film installed a small compacting pelletizer with water ring die face. Its compactor managed the film’s lower bulk density (it floats and bridges in standard hoppers) while the water ring created consistent lenticular pellets with a significantly lower initial investment than an equivalent UWP system. The system paid for itself in 14 months.
💡 Pro Tip
Choose your single equipment or integrated complete pelletizing lines carefully by total cost of ownership rather than purchase price alone. Expect higher capital costs with UWP pelletizers, but lower per-kilogram operational labor costs with dust-free operation (no dust collection system required), and ultra low moisture content eliminating downstream drying in many processing applications.
Use this pelletizer sizer tool to Enter your material to determine pelletizer model recommendations for your desired throughput. Or you may consider browsing the integrated line offerings, which include extruder, die, cooling, drying, conveying, and other ingredients in addition to pelletizer.
Common Pelletizer Problems and How to Prevent Them

Even when equipped with the best specifications, pelletizing machinery results in defective product when parameters drift. Below are the five most common pelletizing issues together with their root causes and practical solutions based on extensive field experience and troubleshooting guides.
| Problem | Root Cause | Prevention |
|---|---|---|
| Uneven pellet size (fines) | Strand too cold at cut point; worn rotor | Cut near Vicat softening point; use Stellite or tool-steel rotors; maintain sharp edges |
| Tails (protrusions) | Failed clean cut; nicked die plate | Re-gap to manufacturer specs; inspect die plate for grooves; swap to fresh rotor edge |
| Shrink voids / hollow pellets | Process water too warm or too cold | Proper strand tempering; check vacuum port for entrained volatiles |
| Doubles / zippers | Too-hot process water; low water flow | Lower water temperature; increase flow rate; check die hole spacing |
| Die-hole blockage | Contaminated feedstock; wrong screen changer | Pre-filter feedstock; size screen changer mesh properly |
What Are Common Pelletizer Problems?
Five common pelletizing defects include substandard pellet size, tails/hair on pellet edges, shrink voids creating hollows, doubles where two pellets fuse together, and die hole blockages limiting throughput. Proven preventative measures include three process controls: the temperature balance between the melt and the cooling medium, the blade gap and the blade sharpness, and the cleanliness of feedstock. Preventive maintenance such as blade checks every eight hours, die plate cleans every shift, and heated water temperature logs will help eliminate potential issues before they generate scrap.
⚠️ Important
A cracked bed knife can fall loose and fly around the pelletizer, breaking or dulling the cutting edges – an expensive repair. Always check and follow manufacturer torque recommendations when installing or rotating bed knives.
Processing experience note: volatile hydrocarbons or additive off-gas reflections from online sensors can read as residual moisture. If your dryer’s performing normally and moisture readings spike, conduct a loss-on-ignition, or LOI, test to tell the difference. This is often the case when processing post-consumer PP containing residuals and food grade additives.
Frequently Asked Questions
What machine turns plastic into pellets?
View Answer
A plastic pelletizer (or granulator, pelletizing machine, etc) turns slurried or thermoplastic material into consistent pellets. There are three common types, all of which produce different pellet shapes and cater to various throughput needs.
Is it profitable to pelletize recycled plastic?
View Answer
Yes. Recycled material generally can be sold for 40-70% of virgin resin prices, and the EPA has found that it takes up to 50% less energy to produce. Profitability varies depending on the feedstock cost, pellet quality, and market demand in specific regions of the country.
Post-consumer HDPE and polypropylene pellets can return the highest margins based on strong injection molding and film markets. Facilities using pre-sorted industrial scrap usually break even within a year to a year and a half.
What is the difference between a pelletizer and a granulator?
View Answer
Granulators produce plastic flakes by crushing the plastic. These can then be reformed into uniform pellets using a pelletizer, which heats and reformates using a die plate and extruder.
How much does a plastic pelletizing machine cost?
View Answer
Costs range from $20,000 for low end strand pelletizers to $150,000+ for high capacity underwater systems. A full pelletizing line—extruder, die, cooling and drying—averages $50,000-$250,000 based on throughput and automated controls. Read our full cost breakdown in Plastic Pelletizing Line Cost: What You’ll Actually Pay.
What throughput can a pelletizer handle?
View Answer
Throughput rates are different for each pelletizer type: the strand pelletizers are 100-2,000kg/hr, water ring systems are 200-1,500 kg/hr while underwater pelletizers are 500+ kg/hr. In reality, throughput hinges on material viscosity, melt flow index, die plate design, and extruder screw geometry. More viscous materials such as filled PP run slower than neat resin, reducing output by 15-25%.
Are plastic pelletizers safe to operate?
View Answer
Contemporary pelletizers conform to CE, UL and CSA standards. Safety is assured by enclosures around cutting chambers, emergency stops, interlocked access doors and automatic feeding of knives, which cannot be adjusted by the operator during running. Main safety concern is high temperature around (250C+ for engineering plastics) die plate zone and rotating parts.
Maintenance such as correct torque on bed knife fitting prevents mechanical failures that could turn into projectile hazards.
Ready to Specify Your Pelletizing System?
State your material, throughput and pellet shape needs. Our modular systems let us advise the most suitable configuration.
About This Pelletizing Guide
Kitech designs and produces plastic pelletizing systems for 500+ sites in over 80 countries, Pellets types include PE, PP, PET and Engineering plastics. Applications include: Strand, Water ring and underwater strand processes between 50 to 3000kg/hr throughput. This material is based on Kitech engineering team’s practical experience commissioning strand and underwater strand water ring systems, peer reviewed research and industrial publication sources cited.
References & Sources
- Agencia de protección medioambiental de Estados Unidos- ahorro de energía del reciclado del plástico
- Plastic Recyclers (APR) – Guidelines for Recycling of PE Film (ASTM D6980)
- Alabi et al. (2025) — “Advanced technologies for plastic waste recycling” — PMC/NIH
- ISO – Standards and Pollution of the Environment with plastics.
- Bell, J. – “Solve Seven Common Pelletizing Problems” – Plastics Technology
- ASTM D4000 / ISO 1874 — Plastic Thermodynamic Parameters







