
Get in touch with Kitech Company
Food grade rPET FDA EFSA regulations are no longer just paper work. As of 12 August 2026, the Packaging and Packaging Waste Regulation (PPWR, Reg 2025/40) will be in force within the EU and PET beverage bottles must contain 30% post consumer recycled (PCR) content by 2030. The U.S. FDA already has over 200 recycling processes listed through its non-objection letter pathway. Responsible Brand owners are now having to demonstrate at board level that the rPET resin used in their bottle originated from an approved process. This guide is helping to convert the regulatory office wall into a functional road map – what the FDA approves, what EFSA approves, what is tested and what a responsible brand owner should be asking for in writing.
Quick Specs — Food-Grade rPET Compliance at a Glance
| Dietary intake ceiling | 0.0025 µg per kg body weight per day (FDA & EFSA) |
| Residual contaminant ceiling | < 3 mg per kg in the recycled flake/pellet |
| EU base regulation | Reg (EC) 1935/2004 + Reg (EU) 10/2011 + Reg (EU) 2022/1616 |
| U.S. pathway | FDA “Letter of No Objection” (LNO) on the recycling process — not the resin |
| Standard surrogate cocktail | Toluene, chlorobenzene, chloroform, methyl salicylate, phenylcyclohe×ane, benzophenone, methyl stearate |
| PPWR PCR target (PET beverage bottles) | 30% by 2030 → 65% by 2040 |
What Is Food-Grade rPET? Material vs Process Distinction

Food grade rPET is Post Consumer Recycled Polyethylene Terephthalate that has been fed through a process evaluated as suitable in terms of migrating contaminant levels according to the 0.0025 g/kg/bw/d consumption threshold. That definition appears straight forward; it conceals the priciest misconception in the industry: regulators approve processes, not resin batches.
A batch of rPET pellets is “food-grade” only if (a) the recycling process batch that produced it was considered by regulators to be suitable (FDA letter of no objection in the U.S., EFSA scientific opinion + EU Commission authorisation in the EU), (b) the input feedstock was previously used for food contact as a beverage bottle and (c) the resin batch itself passes migration limits upon testing. Remove any one of those three factors and the resin, or its supply batch, is not technically food-grade rPET — despite what the supplier may explicitly claim or print. The phrase “food-safe rPET” carries the same meaning in industry shorthand and must rest on the same evidence chain.
This is how three identical semi loads of rPET pellets can have vastly different regulatory statuses. One passed with an EFSA-approved mechanical recycling process with appropriate single stream bottle input. The second passed with an FDA Letter of No Objection, but used mixed composition bottles with tray trimmings included. The third was supplied by an unidentified Asian recycler mimicking the process details, who still invited inspection. Visually they are indiscernible. Legally they are not even close, and by failing to differentiate process approval from material approval the brand owner will pay the wrong supplier. Recycled plastic as a product stream can cover the entire range of regulatory eligibility from bottle grade rPET to mixed PCR with zero food contact eligibility but regulator-approved subset is limited.
⚠️ Common Misconception
“Recycled” does not mean “food grade”. Visually a generic drinking-bottle shaped pellet made by an anonymous process has identical chemistry to virgin PET but zero regulatory meaning.
The FDA Roadmap — Letter of No Objection & Food Contact Notification

FDA does not “approve” rPET as a product. It assesses a recycling process to determine if it is suitable, then publishes a letter of non-objection to using such plastic for specific food-contact purposes. Chemistry framework details are explained in FDA’s Guidance for Industry: Use of Recycled Plastics in Food Packaging (Chemistry Considerations), which replaced the 1992 “Points to Consider” paper.
This pathway is voluntary in form but commercially mandatory in practice. A recycler seeks FDA’s Office of Food Additive Safety review of submission data on source of the post-consumer feedstock (bottle-grade PET only); contamination history of that feedstock; decontamination steps; surrogate challenge testing data; and intended food-contact conditions of use (e.g., room-temperature aqueous, hot-fill, retort). If FDA staff decide the process can limit dietary intake of any potential migrant to below 0.0025 g/kg body weight per day, they issue a non-objection. A recycler’s process number then appears on the publicly available FDA Recycled Plastics in Food Packaging list of approved processes.
Three things catch out first-time applicants. First, an LNO is process-specific, not material-specific – change the input feedstock or operating temperature and the LNO no longer covers your output. Second, FDA review timelines are not contractual; the agency targets a few months but can pause for clarification requests. Third, an LNO is not a Food Contact Notification (FCN). FCNs are filed separately for new food-contact substances under 21 U.S.C. 348(h); the LNO route applies specifically to recycling processes and lives adjacent to, not inside, the FCN system.
Practically: if your packaging will be sold into the U.S., your rPET supplier must give you the LNO recycle number, the version of the process that received it, and a recent declaration the resin you are buying came from that exact process operating within its evaluated parameters. No number, no purchase order.
The EFSA Roadmap — Regulation 2022/1616 & the Authorisation Procedure
EU’s regulatory stack is taller than the U.S. one. Regulation (EC) 1935/2004 lays the stick: every food-contact material must not transfer constituents in quantities that endanger human health. Regulation (EU) 10/2011 governs plastics specifically. Regulation (EU) 2022/1616 – which entered into force on 10 October 2022 – covers recycled plastic materials and articles intended for food contact. Since 10 July 2023, no new PET recycling process can place EU-bound food-contact rPET on the market without passing EFSA’s evaluation route.
Application procedure has four stages, all detailed on the EFSA Plastic Recycling Process page: pre-submission registration in Connect.EFSA and study notification; submission and completeness check via the e-submission Food Chain platform; risk assessment by EFSA’s Panel on Food Contact Materials (CEF Panel); and post-adoption authorisation by the European Commission together with EU Member States. EFSA aims for a 6-month risk assessment when the dossier is complete, but the clock is paused if the panel requests further studies – applicants who plan as if “6 months” is a hard ceiling often miss launch windows.
Scientific benchmark is laid by the EFSA Scientific Guidance on post-consumer mechanical PET recycling processes, published on 30 July 2024. It lays down how the challenge test has to be set up, which surrogates to be used, and how the decontamination factor necessary to ensure dietary exposure remains below 0.0025 g/kg body weight per day.
Once approved by the Commission, the recycler can be registered on the EU Register of authorised recycling processes and must operate according to its conditions: input must be post-consumer PET containers only intended for food contact, operating parameters must be defined and contamination reduction verified with traceability to the converter. A public performance index of the EU regulatory package is the European Commission Plastic Recycling page. However, as industry research by Paula Leardini and Carolina Perujo Holland at ICIS showed, dual track applicants consistently underestimate the extent to which the EFSA dossier differs in design from the FDA pathway – two mechanisms for evaluation do not mirror each other.
Decontamination Technology — How rPET Achieves Food-Contact Safety

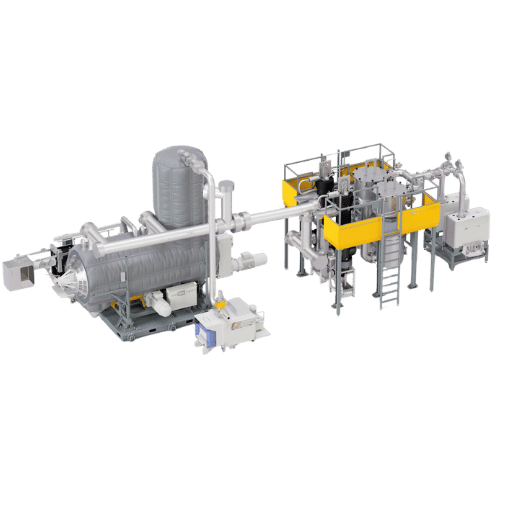
Decontamination is the layer of process engineering that justifies the regulatory layer above it. Among recycling technologies, EFSA is currently only approving post-consumer mechanical PET recycling processes; chemical and advanced recycling routes (glycolysis, methanolysis, enzymatic depolymerisation) are approved under separate rationalities, as they convert PET to monomer and re-polymerise it. Within the mechanical world the common processes are vacuum-assisted solid state polycondensation (SSP) reactors and high temperature reactor lines.
One detail is king: residence time temperature vacuum. Modern post-consumer PET (PCR-PET) lines pump flake or melt through a heated vacuum reactor for periods of hours and temperatures just below the melt range, at a high enough vacuum to drain away residual organic contaminants. Equipment lines such as Erema VACUREMA, Starlinger viscoSTAR / iV+, Polymetrix SSP, Bandera, and Krones MetaPure each have one or more EFSA opinions of scientific assessment and FDA Letter of Non-Objection covering a certain operating window. Adjust that window, and the regulatory coverage disappears.
| Dimension | Mechanical (SSP / vacuum reactor) | Chemical (depolymerisation) |
|---|---|---|
| Decontamination mechanism | Volatilisation under vacuum + heat | Break PET → monomer → re-polymerise |
| EFSA evaluation track | Reg 2022/1616 — established | Case-by-case, monomer purity demonstration |
| Typical input feedstock | Post-consumer food-grade PET bottles only | Wider scope (films, trays, mixed PET) |
| Energy intensity | Lower — PET stays as polymer | Higher — polymerisation step required |
| Maturity (industrial scale, 2026) | Many EFSA opinions; dominant route | Fewer authorised plants; scaling up |
To brand owners reading suppliers datasheets, the learned distinction here is: route is less important than proof. A mechanical line with a registered EFSA opinion, sound migration data, and a national authorisation is regulatorily equivalent to a chemical line with a registered authorisation, sound migration data, and a national authorisation. Food contact compliance is not about “we use the same type of equipment they do” – that is a technical story, not a regulatory document.
Migration & Challenge Testing — The Compliance Proof Layer

Challenge testing converts engineering into regulation. A recycler contaminates virgin PET (or post-consumer flake) with a test cocktail of surrogate molecules, feeds the contaminated material through the recycling process under worst-case operating conditions, and measures how much of those harmful substances remain in the output. That decontamination value is then entered into a model of dietary intake, which then asks: would any residual migrate into food at a level exceeds the prescribed intake ceiling? If not, the process is approved.
📐 Engineering Note — Standard Surrogate Cocktail
The seven suspected surrogate molecules in the EFSA document and in the majority of FDA approvals: toluene (volatile non-polar), chlorobenzene (volatile polar), chloroform (volatile polar small), methyl salicylate (semi-volatile polar), phenylcyclohexane (heavy non-volatile non-polar), benzophenone (heavy aromatic), methyl stearate (heavy non-polar fatty). Those seven compounds encompass the number of molecules and the diversity of properties anticipated to occur with real world PET contaminants. With those seven compounds, the challenge test exposes the flake to specific initial concentrations, runs the recycling line, and samples residual concentrations.
What does a rPET Certificate of Analysis include?
A complete set of rPET Certificates of Analysis supports the batch-level proof in the regulatory documentation. The batch CoA should at least include: (1) the LNO number or EFSA scientific opinion number that authorizes the process; (2) input feedstock declaration (post-consumer food-grade PET, source of bottles, free of thermoform contamination); (3) intrinsic viscosity (IV), typically 0.72-0.84 dl/g for bottle-grade; (4) residual moisture, often below 50 ppm before extrusion; (5) PVC contamination below 50 ppm and adhesive/glue contamination below 50 ppm; (6) overall migration test result against the 10 mg/dm limit in Reg 10/2011; (7) specific migration results for the surrogate set against the dietary-intake model. If the CoA stops at “complies with FDA/EFSA” without the LNO/opinion number and the test data it is not a CoA it is marketing.
Trade associations forums such as IFSQN repeatedly comment on practitioner blind spots: the GC-MS panel ordered by the converter often does not include all seven surrogates used by the recycler in their challenge test. Ensure those test panels match otherwise the brand owner is verifying a different question than the one the regulator addressed.
US vs EU vs FSSAI — Regional Compliance Comparison

Three major rPET food-contact frameworks — FDA, EFSA, FSSAI — follow the 0.0025 µg/kg threshold but differ in how they get there. None offers automatic mutual recognition, so suppliers serving multiple regions must demonstrate that one recycle line is safe for food contact under each set of global standards independently.
| Dimension | U.S. (FDA) | EU (EFSA / EC) | India (FSSAI) |
|---|---|---|---|
| Output document | Letter of No Objection (LNO) | EFSA scientific opinion + EC authorisation in EU Register | FSSAI compliance approval |
| Voluntary? | Voluntary in form, mandatory in commerce | Mandatory since 10 July 2023 (Reg 2022/1616) | Mandatory under 2022 PET draft guidelines |
| Public inventory | FDA Recycled Plastics list | EU Register of authorised recycling processes | FSSAI list (not as exhaustive) |
| Mutual recognition | No — FDA LNO is not EFSA-equivalent | No — separate EFSA dossier required | No — FSSAI runs its own evaluation |
| Typical timeline (complete dossier) | ~6-12 months | ~6 months EFSA + Commission authorisation | Variable |
Decision Framework — Which Submission(s) Match Your Market?
- U.S.-only beverage bottles or food trays FDA LNO submission, no EFSA needed
- EU-bound food containers EFSA scientific opinion + EC authorisation, no FDA needed
- Dual-market (U.S. + EU) both filings, with cross-referenced challenge-test data if the designs enable
- India-primary placement FSSAI route under the 2022 PET guidelines
- Multi-region B2B sale require that the supplier have multi- jurisdiction approvals on the same recycle line, not just theoretical “equivalence” assertions
For deeper legal analysis, the U.S. and EU Requirements for Recycled Food-Contact Materials review and the SGS food-contact materials briefing compare the two frameworks dimension by dimension.
Brand Owner Compliance Roadmap — Supplier Audit to Material Approval
One framework – call it the Three-Layer Compliance Stack – distinguishes a real food-grade rPET supply chain from a paperwork chain. Each layer is a different question with a different evidence type.
The Three-Layer Compliance Stack
- Layer 1 – Process Approval (regulator). Has the recycling process received an FDA LNO and/or EFSA scientific opinion + EC authorisation? Evidence: LNO recycle number, EFSA opinion number, EU Register entry.
- Layer 2 – Material Specification (resin lot). Does the specific lot you are purchasing meet the conditions of the Layer 1 approval? Evidence: per-lot CoA with IV, contamination, migration data, surrogate test results.
- Layer 3 – Brand Audit (converter / brand owner). Has the resin been entered into the brand’s approved-material list, with traceability and enduring monitoring? Evidence: internal QA documentation, change-control protocols, periodic re-audit of the recycler.
How do I source EFSA-compliant rPET?
Walk the supplier through these seven evidence points, in this order. (1) the EFSA scientific opinion number and the EU Register entry that confirms the recycling process is authorised – not a parent-company letter; (2) the precise recycle line that produced your batch, identified by serial or process ID; (3) documentation that the input feedstock was exclusively post-consumer food-grade PET with full traceability back to bottle collector; (4) latest challenge test report showing decontamination factor; (5) a lot-by-lot CoA covering IV, residual moisture, PVC, glue contamination, and overall and specific migration levels for the seven surrogate molecules; (6) a signed statement confirming the lot was produced within the operating window evaluated in the EFSA dossier; (7) right-to-audit clauses in the supply contract – ideally with a 12-month re-audit schedule. If any of the seven raises the supplier’s reluctance, don’t order volumes.
- Process authorisation document (LNO or EFSA opinion + EC authorisation)
- recycle line ID corresponding to the authorised process
- ✔ Input feedstock declaration with collector traceability
- latest challenge-test/decontamination factor report
- Per-lot CoA: IV, residual contamination, migration, surrogate panel
- Statement that lot was produced within the evaluated operating window
- ✔ Right-to-audit clause + 12-month re-audit cadence
Equipment & Process Implications for Recyclers Entering the Food-Grade Market

For a recycling plant operator looking to advance from non-food-contact pellet sales into food-grade rPET, the equipment stack – and how it is documented – dictates whether an EFSA dossier is even receivable. There are three regulator-critical zones making up such a line.
Zone 1- Bottle washing. The PET bottle washing line provides the contamination minimum that everything downstream must meet. Wash at 80-90 C in hot caustic solution (roughly 1-3% NaOH alkalinity), dwell for around 10-15 mins, and guarantee label/glue separation, and residual PVC must be below 50 ppm, and adhesive below 50 ppm. Output is washed flake (< 0.5% moisture) with intrinsic viscosity (IV) of 0.70-0.80 dl/g. Without this minimum, zero decontamination downstream can drive chemistry to food-grade levels.
Zone 2- IV build + Decontamination. A PET recycling pelletiser with vacuum decontamination supports the key decontamination step. PET melt is pulled through a vacuum reactor where temperature, residence time, and vacuum together carry away volatile impurities to below the 3mg/kg ceiling. The solid-state polycondensation (SSP) step then elevates intrinsic viscosity from roughly 0.75 to 0.80-0.84 dl/g, the working range for hot-fill, blow-moulding, and thermoforming.
📐 Engineering Note — Decontamination Operating Window
EFSA scientific opinions for mechanical PET recycling almost always specify a vacuum reactor operating below the PET melt range, with multi-hour residence time and deep vacuum enough to remove all surrogate combination chemicals. Critical: deviation in temp, dwell, or vacuum from accepted values invalidates the process authorisation on a batch-by-batch basis. All process instrumentation (PLC trend logs, vacuum sensors, residence-time monitoring, etc.) must be made lockable and auditable.
Zone 3 – Filtration & documentation. Difference is auto-cleaning melt filters, lab-grade GC-MS sampling points, and lot-by-lot CoA generation between a line ‘ready to pass an audit’ and a line that ‘should pass’. For a more in-depth look at equipment selection, see the PET bottle washing line guide.
Industry Outlook — PPWR Deadlines, 2030 Targets & Brand Owner Pressure

Regulatory tailwind behind food-grade rPET is no longer hypothetical. EU’s Packaging and Packaging Waste Regulation (Reg (EU) 2025/40) came into force on 11 February 2025 and begun to apply generally from 12 August 2026. From January 2030, plastic packaging containing ≥5% plastic by weight must contain defined minimum proportions of post-consumer recyclate — overwhelmingly sourced from post-consumer PET bottles for the food-contact stream: 30% for single-use plastic beverage bottles and 30% for other contact-sensitive packaging made primarily from PET, rising to 65% by 2040. EU-market packaging by 2030 must be recyclable; by 2035 recyclability thresholds become tighter.
Demand-pull commitments from brands in the food and drink sector are another powerful force — manufacturers must now show their rPET meets specific recycled-content thresholds in tender documents and on-pack claims. Coca-Cola Hellenic Bottling’s reported 46% recycled PET in 2024 exceeded an inter-company 35% target; PepsiCo Europe achieved 58% in 2022, against a 50% goal; Danone averaged 37% recycled PET in its waters category in 2024. Regional discrepancies remain – global PepsiCo and Coca-Cola targets have softened – but within the confines of adoption EU it is consistent. An independent Eunomia/Oceana review ratifies that Coca-Cola, PepsiCo, Nestlé, Danone and Keurig Dr Pepper all operate active rPET targets in their bottle programmes — they treat the EU regulatory perimeter as a circular economy floor, not a ceiling.
30%
PCR target, PET beverage bottles, 2030 (PPWR)
65%
PCR target, PET beverage bottles, 2040 (PPWR)
~9%
Median CAGR for food-grade rPET, 2024-2034
If you are drawing up your 2026-7 capital expenditure plans, test the rPET equipment decision as a regulatory infrastructure decision, not a sustainableity one. As Paula Leardini, Senior Plastic Recycling Analyst at ICIS, has noted in industry industry reports: “FDA and EFSA food-grade recycled resins are being brought in to meet industry-wide targets” – the supply gap, not the technology gap, is now the constraining factor. RCF’s with a valid process license in place ahead of 2028 will be booked solid; those still preparing for dossier submission in 2029 will arrive too late.
Frequently Asked Questions
Q: What is food-grade rPET?
View Answer
Food-grade rPET is circular polyethylene terephthalate manufactured through a regulator-screened recycling process (FDA LNO and/or EFSA opinion + EC licensing), using as feedstock post-consumer food-grade PET, and tested accordingly so that contaminant migration remains below the 0.0025 g/kgbody weight per day intake ceiling. All three conditions must be fulfilled at once.
Q: Is rPET food-safe? Is it BPA-free?
View Answer
When generated by an FDA LNO or EFSA sanctioned process and tested through the surrogate cocktail, rPET migrates within the migration ceiling that virgin PET also meets. PET – virgin or recycled – contains no BPA. Both types are manufactured from ethylene glycol and terephthalic acid (or DMT); BPA is a polycarbonate monomer, not a PET one.
Q: How long does an FDA Letter of No Objection take?
View Answer
FDA does not publish a road map. In practice, a full LNO submission for a mechanical PET recycling process will generally receive a no-actions letter within a matter of months, but longer if the regulator raises clarification requests on challenge-testdata, feedstock assumptions or conditions of use. Add 12 months for peace of mind; assume 6 months of best-case.
Q: What is the difference between an FDA LNO and an FCN?
View Answer
A Food Contact Notification (FCN) is the formal pathway under 21 U.S.C. 348(h) to submit premarket notifications for new food-contact substances; it results in a legally binding effective notification for a single manufacturer. A Letter of No Objection (LNO) for recycled plastics is a non-binding indication of no objection regarding a recycling process, rather than a substance. FCNs and LNOs operate in different parts of the FDA authorization framework. For rPET, the LNO route is the most significant.
Q: Why is food-grade rPET more expensive than virgin PET?
View Answer
Three reasons: (1) bottle-grade post-consumer PET feedstock collection and sorting is both labour- and capital- intensive; (2) decontamination stages (vacuum reactor + SSP) create additional energy and residence time relative to an ordinary pelletising line; (3) regulatory documentation, auditing and traceability structure enforces a material cost premium. While that premium has fallen as PPWR begins to bring scale to the industry, a 10-30% premium over virgin grade is commonly observed at present, with regional differences.
Q: Can rPET be used for hot-fill applications?
View Answer
Yes, where the underlying process authorisation specifically covers hot-fill contexts of use (generally 80-95C contact). Conditions of use are specified in the FDA LNO or EFSA scientific opinion. Hot-fill grade rPET is often manufactured to IV levels at the upper range of the 0.80-0.84 dl/g window. Check conditions of use on the suppliers’ authorisation document, not on a marketing brochure.
Q: What documents should an EFSA-compliant rPET supplier provide?
View Answer
At a minimum: the number of the EFSA scientific opinion, the EU Register entry confirming European Commission authorisation, the recycle line registration number consistent with the authorised process, the latest challenge-test report with decontamination factors versus the standard surrogate cocktail, a per-batch Certificate of Analysis covering IV, contamination, overall migration and specific migration, a signed declaration that the batch was produced within the assessed operating window. All serious suppliers include a right-to-audit clause in supply contracts.
About This Analysis
About This Analysis
Kitech builds the upstream PET washing and decontamination pelletizer equipment that regulator-evaluated recycling processes operate on. We built this guide because too many discussions with food-grade rPET purchasers begin with “FDA-approval” and end with the LNO recycle number – the layer that actually determines if a bottle can be sold in the U.S. or EU. Our perspective is the equipment; the regulators’ perspective is the chemistry; together they determine what food-grade really means.
References & Sources
- Guidance for Industry: Use of Recycled Plastics in Food Packaging (Chemistry Considerations) – U.S. Food and Drug Administration
- Recycled Plastics in Food Packaging – Public Inventory – U.S. Food and Drug Administration
- Plastic Recycling Process Application Procedure – European Food Safety Authority
- Scientific Guidance on post-consumer mechanical PET recycling processes (2024) – EFSA Journal
- Plastic Recycling – Food Safety – European Commission
- Post-Consumer Recycled PET – Review of Food Safety Considerations – National Library of Medicine PMC
- Packaging Waste – PPWR Regulation 2025/40 – European Commission DG Environment
- U.S. and EU Requirements for Recycled Food-Contact Materials – PackagingLaw.com
- Food Contact Materials and the Use of Recycled Plastics in a Circular Economy – SGS
- EU has approved two dozen food-contact rPET applications (2023) – Resource Recycling
Related Articles
- PET Bottle Washing Line: selection guide, costs & ROI – sizing the upstream wash line feeding food-grade pelletising
- PET Bottle recycling process – the full mechanical PET recycling flow
- PET Recycling Plant setup – capacity planning, layout & equipment economics
- Post-consumer recycled plastic – PCR scope, grades & food-contact compliant
- Plastic pelletiser overview – comparison of pelletising technology & selection
- PET flake price & market drivers – feedstock cost trends under PPWR
Reviewed by the Kitech engineering team – specialists in PET washing & pelletising equipment, with 500+ recycling lines installed globally in over 60 countries







