Get in touch with Kitech Company
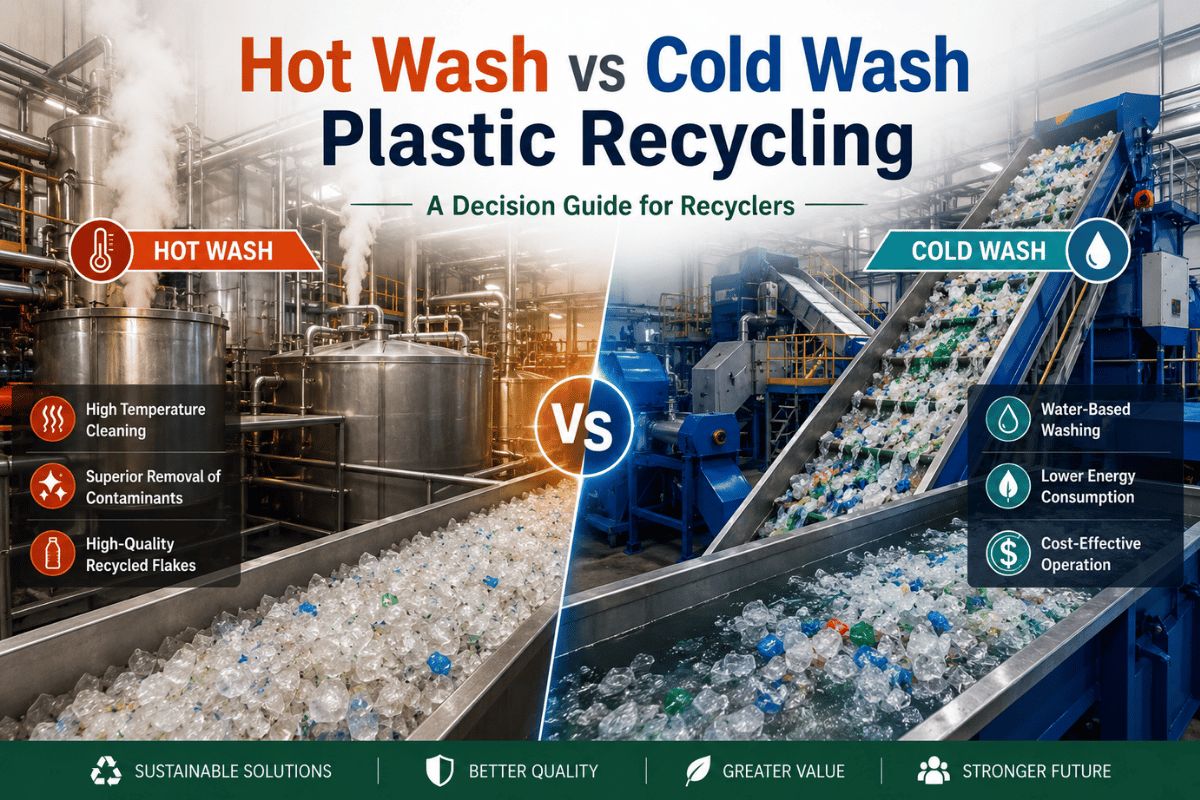
Hot wash versus cold wash plastic recycling: the decision that quietly defines the granulate’s quality, cost of operation, and eligibility for the highest-value end-markets. The two appear similar water plus mechanical action the two are poles apart in cost, complexity, and end-use eligibility. This guide explains when each is needed, what the machine configuration actually contains, and how upcoming 2030 regulations are influencing the selection.
Quick Specs: Hot Wash vs Cold Wash
| Parameter | Cold Wash | Hot Wash |
|---|---|---|
| Main wash temperature | 20-30°C | 85-95°C |
| Caustic (NaOH) | None or mild detergent | 1-2% solution |
| Residence time (main wash) | ~5-10 min | 15-20 min |
| Adhesive label removal | Limited | Effective |
| Suitable for food-grade rPET | No (rare exceptions) | Yes, with FDA LNO + EFSA opinion |
| Bottle-grade IV target | ~0.74-0.80 dL/g | 0.78-0.84 dL/g |
Sources: Association of Plastic Recyclers PET-P-00 Standard Lab Practices; industry parameter guides (RecyclingToday). Values reflect typical industrial-scale operations and vary by feedstock and equipment vendor.
What “Hot Wash” and “Cold Wash” Actually Mean in Plastic Recycling

All PET bottle recycling process lines — hot wash and cold wash — employ water, mechanical shear, and dewatering. When I speak of hot or cold wash, I mean the temperature of the main wash vessel, not the pre-rinse or float-sink separation steps, which run at ambient temperature in either configuration. The same pet plastic feedstock, a baled load of post-consumer plastic bottle material, can enter either configuration; the architecture of the recycling machine — not the chemistry of the polymer — determines hot or cold.
In a cold wash, every water-based step averages between 20-30 degrees. PET flows in via pre-rinse, float-sink density separation, friction washer, and one final rinse. A cold chemistry depends on mechanical force, surfactants, and a rinse volume to dislodge soil.
By contrast, a hot wash chemistry adds a heated caustic step, typically 85-95°C with a 1-2% sodium hydroxide feed and 0.3-0.5% detergent, between the washer and the final rinse. Association of Plastic Recyclers’ PET Standard Laboratory Processing Practices (PET-P-00) treats this caustic stage as the defining feature of a hot wash, because it radically alters the chemistry of contaminant extraction: heat softens adhesives, alkali saponifies oils, and dwell time lets both reactions go to completion.
💡 Pro Tip
Some machine suppliers label any plant with a warm rinse as a “hot wash line.” Confirm that the datasheet shows both a temperature value (≥85°C) and a caustic dosing system on the main wash tank — those are the defining parameters of a hot wash; a warm rinse with no caustic solution is just a warm rinse.
When Cold Wash Is Sufficient (And When It Isn’t)

Cold wash makes sense when feedstock arrives already clean. A KITECH complete plastic washing system can be designed to be cold-only or hot-access depending on what kind of bales you run. To determine which, ask a single question: how dirty is the input and how clean does the output need to be?
In order to answer that, I give you this table, on which the rest of the article is based.
📐 The 4-Tier Feedstock Contamination Matrix
| Tier | Feedstock profile | Recommended wash |
|---|---|---|
| Tier 1 | Source-separated, deposit-return PET; clear bottles; minimal organic load | Cold wash sufficient |
| Tier 2 | Curbside MRF-sorted; mixed-color; moderate organic residue; few adhesive labels | Cold wash with extended friction OR consider hot if buyer needs higher purity |
| Tier 3 | Mixed-stream curbside; shrink-sleeve adhesive labels; food residue; oil traces | Hot wash required |
| Tier 4 | Industrial post-consumer with grease, food contamination, dyed adhesives | Hot wash + caustic + second hot rinse |
For Tier 1 as well as the clean Tier 2 streams, cold wash is providing the recyclers with the characteristics they desire—lower energy, easier operation, and less thermal stress on the polymer. The IV is unaffected because the flakes don’t stay in 90°C alkaline water long enough for the polyester chains to hydrolyze.
Cold wash falls down on three predictable failures involving stubborn contaminants: adhesive labels (especially pressure-sensitive and shrink-sleeve), oil and food residue, and biological load. To remove stubborn impurity layers — particularly on heavily contaminated streams — cold water alone struggles. APR’s wash-water evaluation work on labels observed that “pressure-sensitive adhesives become dispersed in the hot caustic”; at room temperature, those adhesives smear, redeposit on flakes, and show up as black specks downstream.
⚠️ Common Misconception
Cold wash always cheaper. On a per tone OPEX basis it is(.- but a Tier 3 bale washed cold produced flakes selling into low value uses (strapping, fiber, or not at all. The net economics often favour the use of hot wash for dirty feedstock as the flake price more than pays for the energy.
When Hot Wash Becomes Mandatory、

Three conditions default to hot wash whether or not you prefer CAPEX:
- Food-grade rPET product. There is no commercial mechanical recycling process producing food-contact rPET that can run without a caustic hot wash plus a downstream decontamination step (usually solidstate polycondensation). This is a regulatory requirement, not a quality driver.
- Adhesive-laden feedstocks. Pressure- sensitive and shrink-sleeve labels, hot-melt adhesives on closures, dye migration—all require caustic chemistry over pH 10 to loosen and remain in solution. Elevated temperature does the heavy lifting!
- High organic load. Beverage residues, food residues, and oil that survive a cold rinse get saponified and floated out at 85-95°C with detergent — a high-temperature step that determines whether the resulting hot-washed flake clears bottle-grade specifications.
This FDA case is truly worth making the effort because this is the animal where regulation becomes quite clear. In the US the FDA considers each PCR (Postconsumer Recycled) plastics process one by one and issues a Letter of Non-Objection if the process can prove it can make material available for food contact at a specific contact condition. In Europe, the European Food Safety Authority (EFSA) publishes Scientific Opinions on individual recycling processes through its CEP Panel; the agency has been evaluating PET-to-food-contact processes since at least 2012 and presently consults a 2024 Scientific Guidance for assessing the contamination levels present in non-food application PET feedstock.
Practical translation : depending on the end (Beverage)customer the FDA submission will require a LNO and the EFSA submission a positive Scientific Opinion, with either case subject to a process, which has hot caustic washing.
“For bottle-to-bottle PET, hot caustic washing is not an improvement – it is the starting point. All the accepted process has it; the technology issues are those of the temperature, the duration and the subsequent steps of decontamination”.
Side-by-Side Performance: Cleaning, Energy, and Output Quality

How Do Hot Washing and Cold Washing Compare in PET Bottle Lines?
Short answer: hot wash has significantly greater energy and water heating requirements but produces a flake suitable for food-grade and high-value fiber uses while cold wash has considerably less operational expense but limits the quality and thus value of use. Longer answer: see the below table, where every process parameter has an industry benchmark documented:
| Performance parameter | Cold wash line | Hot wash line |
|---|---|---|
| Cleaning effectiveness on adhesives | Limited; pressure-sensitive labels often smear | Strong; alkali above pH 10 keeps glue soluble |
| Residual label specks (target spec) | Variable; commonly above 50 ppm on Tier 2-3 feedstock | Routinely under 50 ppm with QC controls |
| Bottle-grade IV target | ~0.74-0.80 dL/g | 0.78-0.84 dL/g |
| Energy use (relative) | Baseline (1×) | Roughly 3-4× baseline due to water heating |
| Water (closed-loop systems) | ~1-1.5 m³/ton flakes | ~1-1.5 m³/ton flakes (heat recovery improves ratio) |
| Caustic + detergent dosing | None or surfactant only | 1-2% NaOH + 0.3-0.5% detergent |
| Final rinse conductivity (QC marker) | Less critical | Target <200 μS/cm to confirm caustic removal |
| Eligible end markets | Strapping, fiber, packaging non-food | Food-grade rPET, bottle-to-bottle, premium fiber |
Two notes on those numbers. First, energy use is strongly affected by whether heat recovery from spent hot wash water is part of the line; retrofitted heat exchangers can return thermal energy to the heated tank, shrinking the differential and making hot wash more economically attractive at scale than the headline kWh figures suggest. Second, IV targets are a floor — bottle-grade rPET buyers usually want a specific test result on each batch, not just a wash-line spec.
Equipment Differences: What’s Inside Each Line

What Equipment Is Required for a Cold PET Bottle Recycling Line?
Cold PET line modules are typically nine in series: bale breaker, pre-sorter, label remover, crusher, friction washer, sink-float separator, cold rinse tank, centrifugal dewaterer, and thermal dryer. A hot version replaces the caustic wash tank (and its caustic dosage system) with a hot-caustic wash tank (and its caustic system), and may replace the cold rinse with a hot-rinse tank.
Although the difference between these flows appears modest, it determines the entire process chemistry:
✔ Cold wash module list
- Bale breaker
- Pre-sorter (manual or NIR optical)
- Label remover (mechanical or hot-air for shrink sleeves)
- Crusher (output 30-50 mm)
- Friction washer (cold)
- Sink-float separation tank
- Cold rinse tank
- Centrifugal dewaterer (2,000-3,000 rpm)
- Thermal dryer (target <0.3% moisture)
✔ Hot wash adds
- Insulated hot wash tank (85-95°C)
- Caustic soda (NaOH) dosing system
- Detergent dosing system
- High-shear hot friction washer
- Hot rinse stage before cold rinse
- Conductivity sensor on final rinse
- Heat recovery unit (optional but increasingly standard)
📐 Engineering NoteOnce spun down to 2-3% residual, those moisture levels are reduced further by the thermal dryer to <0.3% before extrusion (and often <0.2% for bottle-grade to prevent hydrolytic IV degradation in the melt). Overly-small dewaterers increase the energy needed by the dryer and inflate the IV degradation risk.
For sizing the friction-washer and dewatering modules to your throughput, KITECH’s PET washing line capacity calculator and washing line model comparison are useful starting points. The plastic squeezing dryer is the specific module to right-size against the centrifuge.
Cost & ROI Comparison

Now that you know all the parameter tedium, the short answer: tiny differences add up all too quickly on CAPEX and OPEX as a function of throughput, country, electricity rates, and vendor—the only thing you can expect to be similar is the shapes.
CAPEX. Hot wash lines incur a premium compared to cold only lines to reflect the additional capital hardware for hot-wash capable tank, caustic addition system, hot rinse, heat recovery equipment, and additional instrumentation. Industry consensus and the industry’s equipment specifications commonly cite the premium in the range of two to three times the cold-only systems, although quoting specifications varies widely.
OPEX. A key variation in energy consumption comes from maintaining 85-95°C throughout the wash tank. EU JRC life-cycle assessments examining the economics of plastic waste recycling cite hot-wash energy demands as a significant factor in PET recycling cost, and research through 2025 continues to identify cost-effective energy efficiency as an open challenge area. Heat recovery and closed-loop water reuse (up to 80% in well-designed systems) can substantially shrink the operating gap.
Topline. What often tips the ROI calculations upside down is flake price. Cold-washed flake from a Tier 2-3 stream can usually expect to reach the fiber or strapping markets; food-grade rPET fetches a premium owing to mandatory recycled-content targets in target packaging markets (more on that in the outlook section).
To help with calculations for your specific situation, KITECH’s PET recycling ROI estimator lets you input throughput, electricity rate, feedstock cost, and target output grade. KITECH’s current PET flake market price guide tracks how fiber-grade and food-grade rPET prices have diverged.
Output Quality & Food-Grade Compliance

What PET Flake Purity Level Do You Need?
Application determines wash type, not the other way around. Application choice should come first; wash type is then more or less predetermined.
| End application | Required wash | Key compliance steps |
|---|---|---|
| Bottle-to-bottle (food-grade) | Hot wash + decontamination | FDA LNO; EFSA Scientific Opinion; SSP/decontamination step downstream |
| Premium fiber (apparel, geotextile) | Hot wash recommended | Color and IV consistency; lower contamination ppm |
| Strapping, sheet, non-food packaging | Cold wash often sufficient | Buyer-specific contamination spec |
| Engineering/industrial use | Cold or hot depending on buyer | IV target depending on melt-process spec |
In the food-grade scenario, FDA’s PCR Plastics database lists hundreds of process-specific Letters of Non-Objection, a queryable record of approved processes. EFSA, in parallel, evaluates submissions through its CEP Panel; a 2024 Scientific Guidance updates how contamination levels in non-food PET feedstock are evaluated for downstream food-contact use.
For non-food post-consumer recycled plastic applications, customer requirements guide the process. Strapping processors can endure higher levels of residual labels and brightness variations; engineering compounders, a more consistent IV profile, is what they care about most.
📐 Engineering NotePractically, residual moisture content under 0.3% is the floor for final flake; bottle-grade lines push toward 0.1-0.2% through infrared or vacuum drying. Exceeding 0.3% causes hydrolytic chain scission in melting, dropping IV by 0.02-0.05 dL/g per pass — enough to push bottle-grade material into fiber-grade resale.
Industry Outlook: How Wash Technology Is Evolving in 2025-2026

Three trends make the hot-vs-cold wash decision more dynamic for any recycling operation through the rest of this decade — each exerts a subtle influence on how the recycling industry designs new lines and adapts old ones:
1. Recycled-content mandates. From 1 January 2030, the EU Packaging and Packaging Waste Regulation (PPWR) imposes minimum recycled content targets across all plastic packaging: 10-35% depending on application and polymer; 2040 minimums rise to 25-65%. Meanwhile, the European Commission’s overall strategy – that all packaging be recyclable, economically and otherwise by 2030 – inspires demands for food-grade-appropriate flake, which is naturally hot-wash favoured.
2. Increased emphasis on thermal efficiency through heat recovery and water re-circulation. In new hot-wash systems, heat recovery modules are not wider considered an optional add-on. A systematic review on PET circularity technology in Resources, Conservation and Recycling in 2025 finds that energy efficiency and cost competiveness remain the primary barriers. Water-reuse loops and heat exchangers are being added to specifications that never had them.
3. Decontamination chemistry refinement. In pilot & lab scale studies as well as commercially, hot caustic chemistry is being examined thoroughly including its efficacy on VOCs in the wash water, by things like the 2024 PMC-archived work on VOC optimization in PET recycling washwaters. Tighter wash-water parameters will likely follow.
Planning capacity out to 2028? Practical takeaway: a line architected for cold-only operation will be difficult to retrofit to food-grade; so, a modular line including the space and infrastructure for a future caustic tank, dosing rig, and conductance probes is more cost-effective today (and, provides options for upgrading when you’re ready).
Frequently Asked Questions
Q: Do you wash plastic before recycling?
View Answer
Yes. Industrial recycling lines are designed to wash post-consumer plastic in order to remove dirt, food, residue, adhesives and labels. The washing operation is mechanical at the industrial scale – the flakes are spun and vigorously agitated in the process water (and, during hot wash, caustic and detergent – which is not a simple rinse like a household may perform at the curb).
Q: Can you wash plastic with hot water at home?
View Answer
Application of hot tap water is a common starting point to remove sticky food and other spillover debris from a single PET bottle, alone, but it is not equivalent to industrial hot washing given the chemistry and mechanics involved: the combination of very high temperature (85-95 Celsius), 1-2% caustic, residence time and high-shear friction.
Q: What temperature is hot wash in PET recycling?
View Answer
The hot wash step in industrial PET recycling generally has its main caustic tank kept at 85-95 Celsius, with 1-2% NaOH and 15-20 minute residence time.
Q: Is hot wash always required for food-grade rPET?
View Answer
For commercial mechanical recycling, yes. Any FDA Letter of No-Objection and every EFSA Scientific Opinion in support of producing bottle-to-bottle PET depends on having a manufacturing process incorporating hot caustic washing then downstream decontamination like solid-state polycondensation. There is no shortcut around the regulatory requirement and any line upgrade that cut the hot wash stage out would make food-grade resale impossible.
Q: How much does hot wash add to OPEX per ton vs cold wash?
View Answer
The major cost driver is the electricity to sustain the 85-95 Celsius temperature of the wash, as well as the dosage of caustic and detergent. This change in costs for each metric ton depends on the local electrical rate, line throughput capacity and the degree to which heat recovery is demonstrated to be implemented. Common industry benchmark comparisons indicate that the operational expense of hot-wash (as applied to the wash module specifically) is roughly two- to fourfold higher than cold-wash, but that is a very specific comparator that depends on the resale value expectations of the flakes.
Q: Can you upgrade a cold-wash line to hot wash later?
View Answer
It hinges on how the plastic recycling line was originally specified. Modular lines with carefully reserved floor space, electrician capacity and thermostats installed for dosing nozzles can generally be more easily retrofitted to include hot washer operations. Line design specified at the lowest-cost cold-only baseline usually necessitates a major conversion, including sytematic installation of a well-insulated caustic tank, hot rinse, and conductance instrumentation downstream of the existing equipment.
About This Analysis
This guidance is developed in accordance with the operating conditions documented by the Association of Plastic Recyclers (PET-P-00 Standard Lab Practices) and included in industry process references regarding hot wash vs cold wash plastic recycling and cross-referenced with regulatory rules found in EFSA and FDA. Cost modeling has purposely been presented as bands as processes economics vary markedly with electricity rates, feedstock contamination levels and desired onward markets, such as the efficiency provided by the KITECH ROI and Capacity calculator.
References & Sources
- PET Standard Laboratory Processing Practices (PET-P-00) — Association of Plastic Recyclers
- Labels for PET — Wash Water Evaluation (PET-S-01) — Association of Plastic Recyclers
- Submissions on Post-Consumer Recycled (PCR) Plastics for Food Contact — U.S. Food and Drug Administration
- PET recycling processes for food contact materials: EFSA adopts Scientific Opinions — European Food Safety Authority
- Scientific Guidance on the criteria for the evaluation of recycled PET (2024) — EFSA Journal
- Packaging Waste — Environment — European Commission
- PPWR Packaging and Packaging Waste Regulation (final text) — European Recycling Platform
- A systematic review of PET circularity technologies (2025) — Resources, Conservation and Recycling
- Controlling and optimizing the volatile organic compound profile in PET wash water — PMC, U.S. National Library of Medicine
- PET Flakes Washing & Drying Guide — RecyclingToday