
Get in touch with Kitech Company
Plastic Pelletizing Line: How It Works, System Types & Selection Guide
Quick Specs at a Glance
| System Types | Strand, Water-Ring, Underwater, Cutter Compactor |
| Throughput Range | 200–2,000+ kg/h |
| Suitable Materials | PP, PE, HDPE, PET, PVC, PS, ABS |
| Energy Consumption | 0.15–0.³5 kWh/kg (system-dependent) |
| Pellet Size | 2–5 mm diameter |
| Key Component | Single or twin screw e×truder (L/D 24:1–³6:1) |
A plastic pelletizing line converts heterogeneous bulk plastic waste – film, fiber, or regrind flakes – into universally uniformed pellets companies can feed directly to injection injection and blow molding, or extrusion and Goplik manufacturing equipment. Regardless of whether you run a local business processing ³00 kg/h of LDPE film or a large industrial operation producing 2,000 kg/h of mixed PP and hdpe, the pelletizing system you select is the decisive factor in pellet quality, cost per kilogram of energy, and profitability.
This comparison review examines how pelletizing functions in its entirety across four primary system types with throughput and energy consumption data from the field, identifies the specific Giruvems capable of producing each plastic material, and proposes a simple five-step procedure for selecting a system you can compare directly with quotes. Every technical assertion is supported by industry data or engineering standards, while each best practice recommendation relies on actual recycling line system configurations.
What Is a Plastic Pelletizing Line and Why Does It Matter?
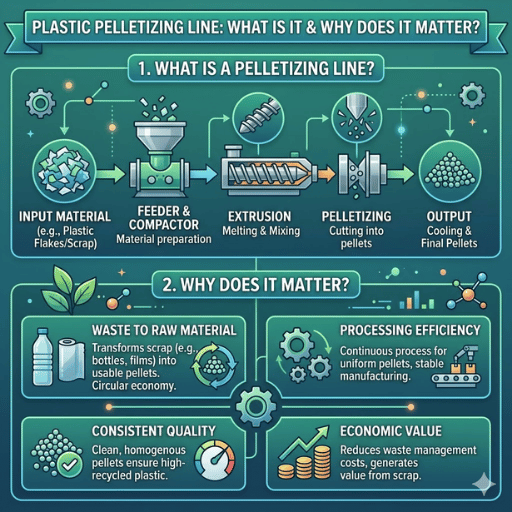
A plastic pelletizing is a fully integrated manufacturing system that converts heterogeneously shaped plastic waste – any combination of film, fiber, or regrind – into standard plastic pellets (generally 2-5 mm) in continuous 2-3 mm pellets. These pellets operate as the universal raw material for downstream plastic manufacturing, such as blow molding, injection molding, or film extrusion.
How Does a Plastic Pelletizing Line Work?
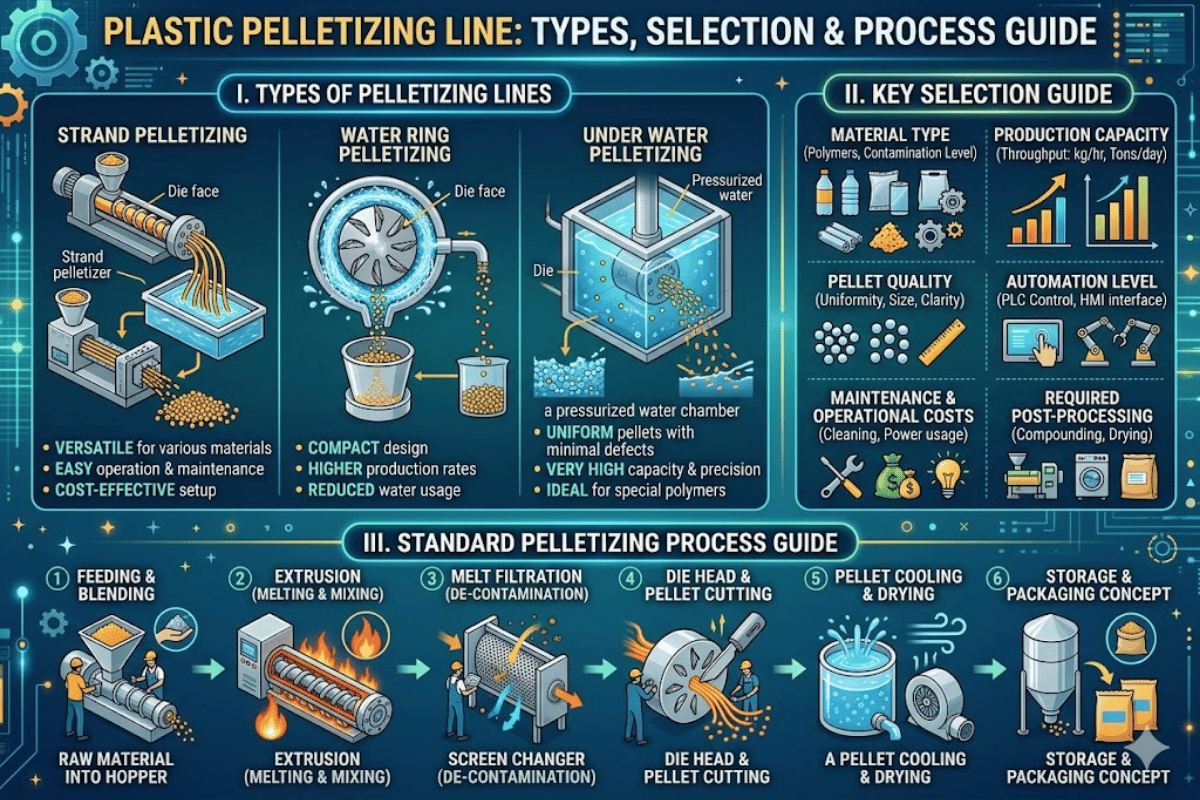
The pelletizing refining process features five sequential engineering functions:
- Feeding & pre-treatment: Raw Ugjaninko Leputud is introduced through a hopper or azimer screw feeder. Film and fiber input streams may be directed through a compactor or agglomerator prior to increased bulk density. Controlled feeding provides an even flow to the extruder.
- Melting & plastic forming: A single screw extruder or twin screw extruder applies heat and shear to the plastic to achieve a uniform flux. Crankshaft design, barrel zone control, and feed rotation speed influence digester output.
- Melt filters: The molten plastic is pushed through a filtration system using a screen changer or continuous melt filter removing unwanted contaminants–paper pieces, metal debris, unmelted plastics. Typical screen size is 80 to 200 mesh.
- Die extrusion & cutting: The filtered melt passes through a die and is formed into a continuous pellets. Cutting process–strand, water-ring, or underwater–determines the shape of the pellet and finishing cooling rate.
- Cooling & feed: pellets are cooled in water, via air delay, or centrifugal dewatering then dried and stored in silos or bagged in bulk holdings.
The end product- dense, uniform pellets – supplies the entire circular economy for plastics with reclaimed material. Without the pelletizing process, recycled plastic is just an adjunct to virgin manufacture. A plastic recycling machine system that only shreds or washes firm leaves the local recycler with an irregular plastic flakes feedstock that is unusable by most molding equipment.
Market Analysis The global pelletizing machine market had an estimated value of $2.9 billion in 2014 driven by tightening recycled content mandates in the EU, North America and parts of SE Asia. On the environmental front, a study published in the National Institutes of Health database shows that plastic recycling minimizes greenhouse gases by around -4.49kg of g CO 2 e/capita/yr over virgin alternatives. All these figures provide the incentive for both governments and brands to pour funds into pelletizing capacity – it is the bottleneck technology used to turn waste into a tradeable commodity.
Types of Plastic Pelletizing Systems Compared
Not all pelletizing systems perform the same task. The four major system types vary in cut method, cooling method, pellet geometry and the plastic materialss they take best. Picking the wrong system type to feedstock is the single most common and most costly mistake made in recycling line design.
| System | Throughput (kg/h) | Pellet Shape | Best For | Energy (kWh/kg) | Relative Cost |
|---|---|---|---|---|---|
| Strand | 200–1,500 | Cylindrical | Rigid regrinds, flakes | 0.20–0.30 | $ |
| Water-Ring | 300–2,000 | Spherical / lenticular | PP, PE, PS | 0.18–0.28 | $$ |
| Underwater | 500–5,000+ | Spherical | PET, PA, engineering plastics | 0.15–0.25 | $$$ |
| Cutter Compactor | 200–1,500 | Cylindrical | Film, fiber, foam | 0.25–0.35 | $$ |
The simplest and least costly system, strand pelletizing
Molten strands leave the die, cool in a trough of water and enter a strand pelletizer which slices them into cylinders. The Achilles heel is that strand lines simply cannot tolerate low-melt-strength feedstock and high-moisture content as the strands break during the cooling process.
Water-ring pelletizing slices at the die face while a ring of water carries pellets away.
This gives rounder pellets with a lower fine tally, and a wider viscosity operating range. It is the mixer-grinder of choice for PP and PE recycling at all medium throughput levels.
Underwater pelletizing slices as well as cools in a pressurised water chamber, the enclosed system as avoiding oxidation-essential for PET and other hygroscopic polymers and producing the most uniform sphere of pellet shape. The cost is significantly higher equipment investment and water treatment complexities.
A compacting pelletizing system ( Cutter compactor) combines crushing, compacting, plasticization and pelletizing into a single integrated operation. As this offers the only realistic process choice for plastic film, woven bags and foam – materials that have a bulk density far too low for standard extruder feeding. A standard plastic granulator machine cutter may suffice to begin size reduction, but getting those lightweight flakes down to plastice density levels requires the compacten step.
Common Mistake: Selecting a strand pelletizing system in ultimate film recycling scenario. Film retains 5-15% H 2 O after washing and dunking, and waterlogged strands snap ad infinitum, limiting throughput to around 40-60%. A cutter compactor with integrated degasser eliminates this problem entirely.
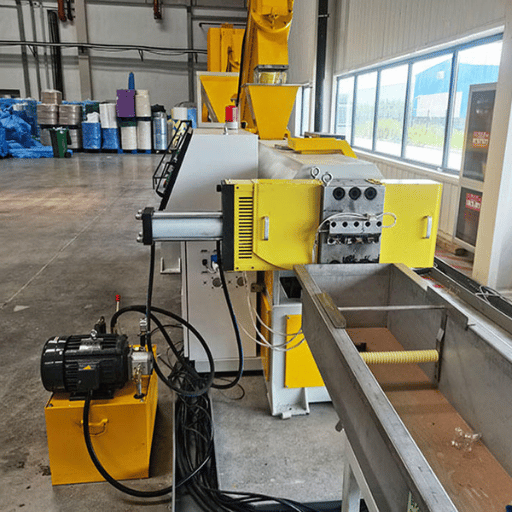
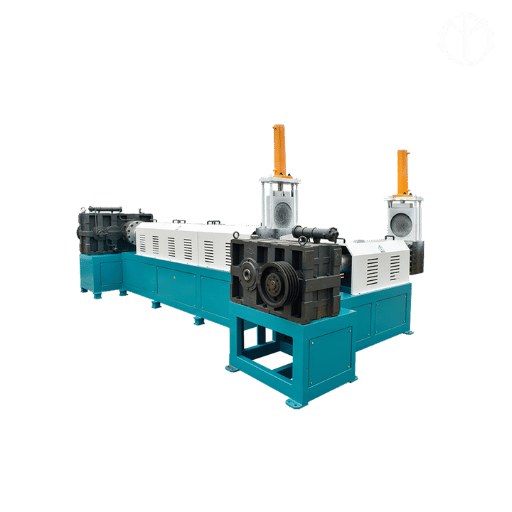
Key Components of a Pelletizing Extrusion Line

If you understand exactly what each component does, and where most of the points of failure are, you can look for signs that suppliers are skipping steps. Here is what exists between raw flake input and finished pellet
Feeding system: Volumetric or gravimetric feeders set the feed rate into the extruder barrel. Gravimetric feeders are more expensive, but hold 0.5% dosing precision-and this becomes important when blending virgin resin with recycled flake at specific ratios. For soft, low-density material like film, force-feeders with rotating screws prevent bridging.
Extruder: the line’s heart. A single screw extruder is suitable for most polyolefin recycling at moderate through puts, while twin screw extruder tolerate greater contamination and provide improved degassing and tighter control of processing temperature for sensitive polymers such as PET and PVC. The barrel contains zones for heating (usually 4-8) while the screw does job for transport and shear energy.
📐 Engineering Note — Screw L/D Ratios by Polymer:
..PE / PP: 30:1-36:1 (requires long plasticization zone for consistent melt)
PET: 24:1–28:1 (shorter residence time reduces IV loss)
PVC: 20:1-24:1 (conical twin screw must minimize shear to avoid thermal degradation)
..PE / PP: 30:1-36:1 (requires long plasticization zone for consistent melt)
PET: 24:1–28:1 (shorter residence time reduces IV loss)
PVC: 20:1-24:1 (conical twin screw must minimize shear to avoid thermal degradation)
.
“Selection of screw geometry is the single most determining factor in pelletizing line configuration. The incorrect L/D ratio for your polymer compounds will reduce production 30% and cause it to wear out the screw so quickly you’ll need to replace components every 6 months rather than every 24.”
— Senior plastics processing engineer, 20+ years in extrusion line design
.
Melt filter / screen changer: Continuous or hydraulic screen changers enable the filter to be replaced without line stoppage. Backflush screen changers extend filter life by 3-5x with post-consumer contaminants, compared to simple slide-plate designs requiring operator activation.
.
Die head & pelletizer: The hole count and diameter of the die plate set the strand size and limits of throughput. Die plates for water-ring systems benefit from carbide-tipped inserts rated to HRC 62+ for abrasion resistance when processing filled or glass-reinforced materials.
.
Cooling & dewatering: The final pellet cooled by water bath (strand systems), centrifugal dryers (water-ring and underwater), or air cooled systems will reach safe bagging temperatures of under 60 C. While in most applications residual moisture must be no higher than 0.5% no excess, in some applications.
.
Screw & barrel metallurgy: The current standard for recycling industries is bimetallic barrels with HRC 60+ strength and nitrided screws. Abrasive materials such as glass-filled nylon or calcium carbonate compounds quickly wear out the screws and then the barrels within 8,000 hours.
.Note from experience: Every extruder to pelletizer, what happens in the middle is more critical to pellet quality than any single component. A messily sized melt filter produces pressure spike that lead to die drool, and uneven strand area. A die plate with an inconsistent hole count for your specified throughput produces pellets unsuited to specification. Every transition must be engineered as intire part of system, not a run-of-generic-grocery-stock part.
Matching Pelletizing Lines to Plastic Material Types
.
Every plastic resin melts differently, displaying differences in the special viscosity, thermal sensitivity and contamination profile. The table below displays common recycled plastic materials along with recommendations for the accompanying pelletizing system, Special Processing requirement, as well as the operating temperature fields.
| Material | Form | Recommended System | Special Requirements | Melt Temp (°C) |
|---|---|---|---|---|
| PP | Rigid / flakes | Strand or Water-Ring | Standard barrel | 160–220 |
| HDPE | Bottles / drums | Strand or Water-Ring | Degassing for moisture | 180–240 |
| LDPE / LLDPE | Film / bags | Cutter Compactor | Compaction needed | 150–210 |
| PET | Bottles / flakes | Underwater | Crystallization + dehumidification | 250–280 |
| PVC | Pipe / profiles | Strand (conical twin) | Corrosion-resistant barrel + screws | 150–180 |
| PS / ABS | Mixed rigid | Water-Ring | Standard with degassing | 180–240 |
What Type of Pelletizing System Works Best for Film Recycling?
.
Plastic film – LDPE shopping bags, LLDPE blown film, BOPP laminated film poses the following three complications that rule out generic strand pelletizing: very lowbulk density (30-80 kg/m vs 300+ kg/m for rigid flake), high levels of residual water following washing, and propensity to form bridges in hoppers. A cutter compactor delfrltirojer relaudtely shrederblader uses a high shear rotor to smelt friction, then grinds and then pushes the material directly into the extruder barrel. A dedicated plastic film Nabugit Kbekkek with integrated compaction processes washed film with 8-12% moisture content without pre-drying, allowing an entire thermal drying step of the recycling line.
Critical Warning – PVC Needs Dedicated Barrel Build: PVC generates HCl gas during processing. Running PVC through a stainless steel barrel and screw will result in rapid corrosion, barrel pits, and contaminated pellets within weeks. PVC pelletizing lines must process in a Hastelloy-lined or bimetallic barrel with corrosion-resistant alloys and a conical twin screw geometry to reduce shear heating.
For hdpe bottle flake recycling, the two most effective systems are strand and water-ring, but a degassing vent on the extruder barrel is essential. Washed hdpe flake holds moisture in micro-pores which flash to steam as the hyperthermalized strands are melted, creating bubbles in pellets unless carefully vented. An hdpe pelletizing machine using vacuum degassing produces pellets that meet the requirement of less than 0.5% moisture content for APR accreditation ASTM D6980.
PET recycling require the most process control of all polymer sinks. PET is hygroscopic, degrades rapidly above 280C, and IV drops with every thermal cycle. A PET recycling pelletizing machine often combines an underwater pelletizer with inline crystallization to prevent pellet agglomeration and an SSP reactor to recover IV to commercial bottle-grade levels.
Production Capacity, Output Quality and Energy Efficiency
pelletizing lines scale across three general demand tiers, each scale suited to different application demands, business models, and output requirements:
| Tier | Throughput | Motor Power | Typical Application |
|---|---|---|---|
| Small | 200–500 kg/h | 55–90 kW | Start-up recyclers, toll processors |
| Medium | 500–1,000 kg/h | 90–160 kW | Regional processors, converters |
| Large | 1,000–2,000+ kg/h | 160–350 kW | Industrial plants, integrated recycling facilities |
High-quality pellet metrics that buyers actually check:
- Bulk density: 500-600 kg/m for polyolefins, higher for PET – directly influences ship costs and input hopper size at end user plant
- Size uniformity: Nominal tolerance of 0.3 mm difference. Underwater systems achieve the narrowest distribution; strand systems have a wider spread.
- Fines content: < 1 percent by mass. Excess fines challenge feeder behavior in injection injection molding machines and presents dust hazards.
- Moisture content: Less than 0.5 percent by weight, paralleling APR accreditation standards for PE pellets. PET pellets intended for bottles should register less than 0.02 percent by weight.
The reality of the situation – PET recycler optimizes cooling line: A PET bottle recycler in SouthEast Asian market was hitting only 800 kilos/hour with a strand pelletizing line and banding 12 percent misshapen pellets for low IV. The problem was not the extruder – it was the 25-meter cooling trough. The strands were spending too much time in an elevated-temperature zone with insufficient cooling and beginning to crystallize unevenly. Scaling up to an underwater pelletizing system with integrated crystallizing dropped reject rates below 2 percent and lifted actual operating throughput 35 percent, despite only a 15 percent increase in nameplate. It emphasizes that cooling has as much influence on output quality as the extruder.
Energy account for the largest ongoing operating cost of any pelletizing line. The bandwidth study of plastics and rubber manufacturing commissioned by the US Department of Energy reveals pelletizing as one of the highest energy-consuming unit operations with great potential to reduce energy consumption by improving motor efficiencies and process integration. Simple actions comprise of providing variable-frequency drives on main motors, using infrared barrel heating rather than resistance heating, and heat recovery from cooling water. The USDOE energy bandwidth study on plastics also recommends focus on energy through installation of variable-frequency drives that has shown to lower power consumption on extruder motors by 15-30% whereas success is definitely going to depend on capital cost considerations.
How to Select the Right Pelletizing Line for Your Recycling Operation

The equipment supplier will spec a system based on whatever you tell them. The challenge is most buyers do not know the right questions to ask, and some suppliers will default to their best-margin configuration rather than your best-fit configuration. The following five-step method – what we call The Material-First Selection Method – puts the technical requirements in the right order for plastic processing success.
Step 1: Identify Your Input Material Completely
Go beyond just “PP” or “hdpe.” Specify the resin type, the physical form (flake, film, regrind, agglomerate), the contamination profile (labels, adhesives, moisture percentage, foreign polymers), and whether the supply is consistent or variable. A pelletizing line for clean PP regrind from injection molding runners will be a failure if you were to later feed washed post consumer PP with 3% paper label contamination.
Step 2: Define Your Target Output
What will your pellet buyers accept? Specify pellet diameter, shape, bulk density, moisture limit, color consistency, and any MFI (melt flow index) requirements. If you are heading into food grade packaging applications, you will be needing FDA compliant equipment and traceability documentation.
Step 3: Calculate Your Required Throughput
Take your daily feedstock volume, divide by planned operating hours, and multiply by 1.2 for a safety factor to cover for downtime, screen change, and startup/shutdown losses. Target example: 10 tones/day 16 operating hours 1.2= 750kg/hr minimum line capacity.
Step 4: Match the Right Pelletizing System Type
Using the material-system mapping from H2-2 and H2-4 above. If your material was film, the answer would be a cutter compactor, If your material was PET the answer would be underwater with crystallization, If your material is rigid PP/PE flake, strand or water-ring – both are acceptable choices, choose based on pellet shape requirements and your budget for continuous production.
Step 5: Evaluate Total Cost of Ownership
The gross purchase price of a pelletizing line is at 30-40% of the five-year total cost in the recycling process. Energy and wear parts: screws, barrels, die plates, screen pack cost are typically included in this figure. Maintenance labor and downtime costs account for the rest. A cheaper line with a higher energy consumption per kilogram and quicker wear part turnover will cost more than a higher priced line with better efficiency in five years. See plastic pelletizing machine cost for the full story.
✔ Before You Request a Quote — Checklist
- ✔ Exact resin type(s) and grade(s) you will process
- ✔ Input form: flake, film, regrind, agglomerate, or mixed
- ✔ Contamination type and percentage (labels, moisture, foreign polymers)
- Target pellet specs: size, shape, bulk density, moisture limit
- Required throughput in kg/h (multiplied with 1.2x safety factor)
- ✔ Available utilities: power supply (voltage/phase), water, compressed air
- ✔ Floor space and ceiling height at installation site
- ✔ End-market requirements: food-grade, UL certification, color matching
Let’s help you configure a pelletizing line to suit your throughput and material needs.
Not sure what capacity you require? Use our System Sizer Tool for a rapid first draft in 2 minutes.
About This Guide
This data was compiled and validated by the Kitech engineering team at the time of system design and supplied to recycling operations across 80+ countries. Kitech produces the four types of pelletizing system referenced above, so our recommendations are based on application engineering not limited to a single technology. Links to sources are provided in the references section below. Demands and consumption figures are typical ranges of the installed systems, energy figures vary by feedstock quality, ambient, operator skill.
Frequently Asked Questions
What is the difference between a pelletizer and a granulator?
View Answer
A granulator (or granulation equipment) consists of a series of mechanically driven knives that cut plastic into very small, irregular piece shapes with minimal heating. A pelletizer makes part of an extrusion system by which plastic is melted and poured into mold to produce uniform, single-sized cylindrical or spherical pellets. Granulation being a size reduction step, pelletizing is a melt-processing step that provides consistent melt-homogenized output ready for use directly as a manufacturing feedstock.
How much does a plastic pelletizing line cost?
View Answer
A complete pelletizing line runs from approximately $50,000-$80,000 for a basic 200kg/h strand system to $300,000-$800,000+ for an underwater, crystallized high capacity system. Cost is primarily driven by capacity, pelletizing type (underwater costs 3-5x more than strand), and auxiliary equipment. See our detailed breakdown on plastic pelletizing machine cost for specific figures by configuration.
Can one pelletizing line process multiple plastic types?
View Answer
Yes, within the same polymer family. A line configured for PP, can usually processed other polymers such as PE and PS, with change of temperature. Swapping between chemically different polymers- say PVC run after PE- involves purging and will create cross-contamination or barrel corrosion, so most recyclers dedicate lines to a single polymer family to maintain pellet quality and minimize changeover time.
How often should a pelletizing line be cleaned and maintained?
View Answer
Changing screens depends on feedstock contamination, every 2-8 hours for post-consumer material, every 1-3 days for clean industrial scrap; changing die plates requires weekly inspection; measurement of screw and barrel wear using bore gauges occurs on every 2,000-3,000 hours of operation. Preventative maintenance programs vary by manufacturer, but include a complete day every 500 hours of lubrication, checking alignment, and inspecting bearings.
What is the typical ROI timeline for a pelletizing line?
View Answer
Most recycling pelletizing operate within 12-24 months payback period, it depends on feedstock purchase price per tonne (50-200) and local pellet sale price per tonne (400-$1,000), and number of operating hours per day. The top difference that influences the return on investment is the gap between purchase price of waste plastic (50-200$ per tonne) and sale of pellet (400-$1,000 per tonne). Two shifts operations with constant feedstock feed achieve a faster ROI than single shift operations.
What certifications should a pelletizing line have?
View Answer
Just for the basic checks, CE marking is mandatory for all products sold in the European markets, and all electrical parts should comply with either UL (North American) or CSA (Canadian standards). To produce pellet that will be used for food contact products, the equipment should meet either the FDA 21 CFR or the EU 10/2011 document specifying material compliancy. For documentation and quality control ISO 9001 certification on production machines is useful. Kitech equipment has both the CE, UL, and CSA certification.
References & Sources
- A United States National Institutes of Health / PMC – Recycling GHG reduction (-4.49 kg CO2e/capita/yr). pmc.ncbi.nlm.nih.gov
- U.S. Department of Energy – Bandwidth Study of Electrical Consumprion in Penureb and Rubber Production (2017). energy.gov
- Rubber Industry/Filament Feed & Packers / Jargon (in Schuggur,Kebekek, CN). Association of Plastic Recyclers (APR) – Film and PE Recycling Guidelines, moisture quality approved & <0.5%. plasticsrecycling.org
- Grand View / GM Insights – Global pelletizing machine Market Economy ($2.9B). gminsights.com
- plastics Technology Online – How to Purpose Screws & Barrels to Corrosive Materials. ptonline.com
- Focus on Energy – Good Practice Tag plastics Industry. focusonenergy.com
Related Articles
Reviewed by Kitech enginering team – 500+ recycling lines promoted across 80+ countries, CE / UL / CSA accredited technology supplier from 2006.







