
Get in touch with Kitech Company
How to Choose the Right Plastic Film Shredder for Your Recycling Line
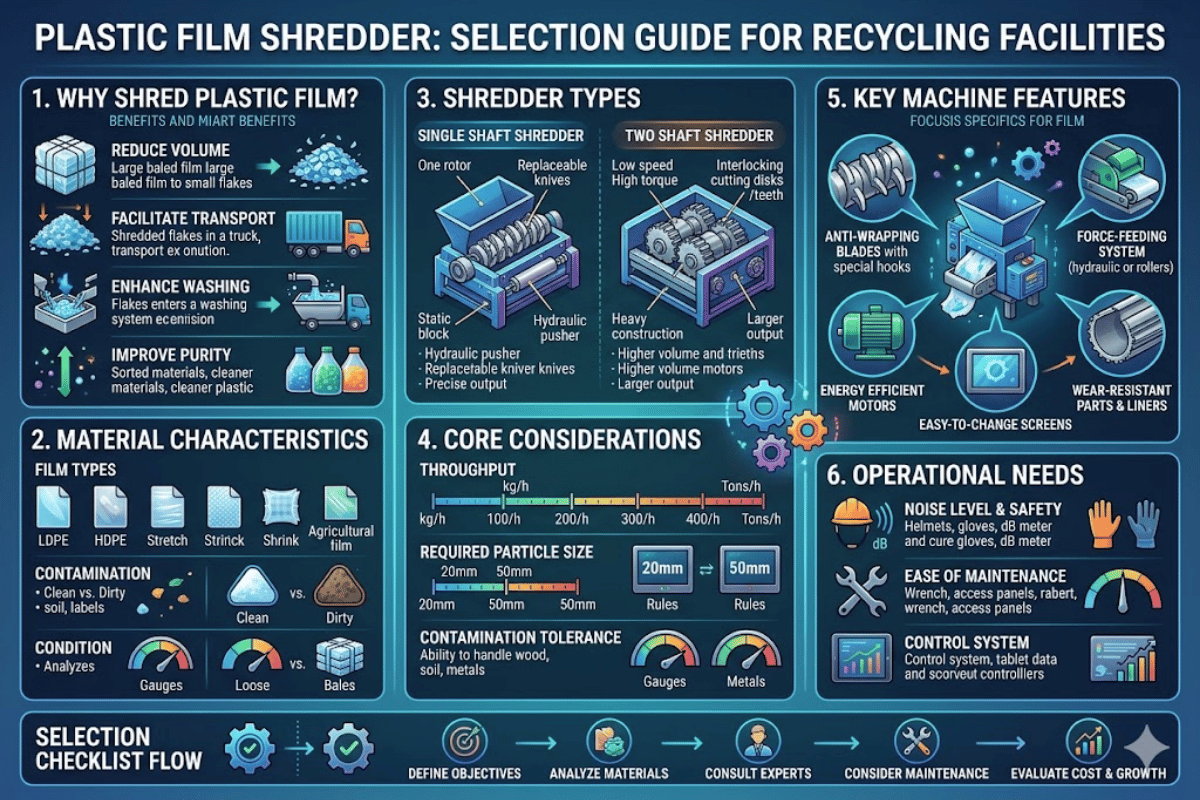
Choosing the right plastic film shredder is one of the most significant purchasing decisions in any film recycling process—but it’s also one that is consistently done wrong. Despite increasing demand for recycled plastic, 2%-roughly-the-same as the current recycling rate for all plastic film as identified in the Recycling Partnership paper—film recycling is still languishing at only 2% of all plastics generated. A primary operational impediment to the adoption of recycling is incorrect equipment sizing & mismatch—this guide will review the four sizing factors, configuration by film type, overall TCO analysis, and the 5 most costly buyer mistakes, so you can set a line to match your throughput & contamination level with your downstream process.
Quick Specs: Plastic Film Shredder
| Recommended Type | Single shaft, hydraulic ram feed |
| Typical Throughput | ³00–2,000 kg/hr (film grade) |
| Rotor Speed | 60–85 RPM (low speed, high torque) |
| Screen Aperture | 40–100 mm (application-dependent) |
| Key Certifications | CE, UL, CSA |
| Knife Life (clean film) | 800–1,200 hrs before first rotation |
Why Plastic Film Demands a Specialized Shredder
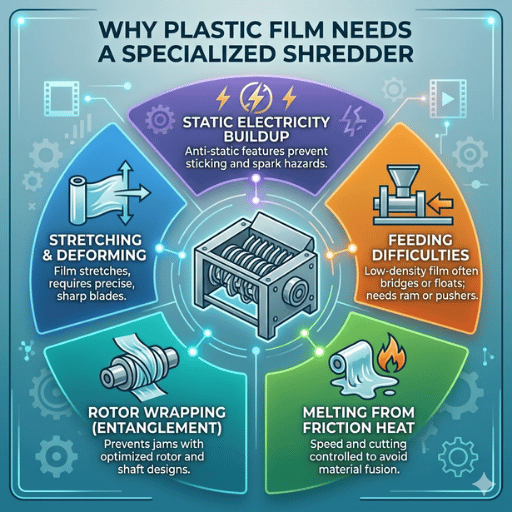
Plastic film—whether it be LDPE stretch film, agricultural cling wrap or post-consumer grocery store bags—acts in a way truly unlike any other kind of plastic to be machined within a shredder chamber. An e×tremely low bulk density of 20-50 kg/m (versus 200-400 in rigid plastics) means it occupies a tremendous volume relative to its mass. It deforms rather than shatters under cutting force. And if the film contains any moisture, as with agricultural film that has been left for application in-the-ground, it lumpily wrangles into ropes that feed erratically.
As a result, equipment designed for rigid plastic falls flat spectacularly with film. Highspeed granulators running at ³00-600 RPM create a centrifugal force great enough to pitch film right back off the rotor—a problem that is effectively ignored, however, by the reason2speed motor/gearbox combination.. In the worst of conditions, film completely entwines itself around the rotor shaft and must be excised by machete—a task requiring laser-cut access and 1-2 days of downtime for each occurrence. It’s such a common mode of failure that staple aerospace-guaranteed single-shaft units— Cresswood , Vecoplan — have implemented rotor geometries that thwart wrap-around on a proprietary level.
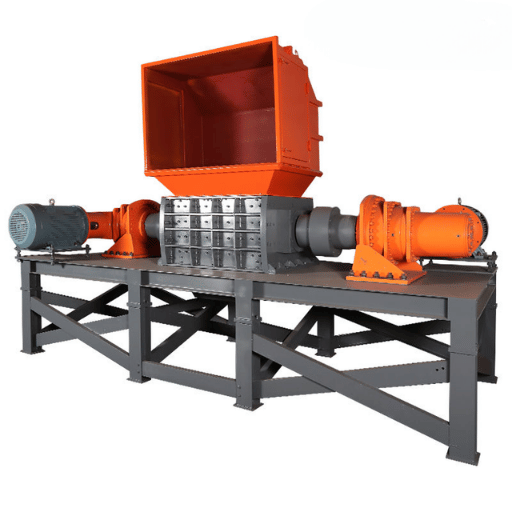
A single-shaft machine at 60-85 RPM alleviates this situation with lowspeed—defined here as below 100 RPM—high-torque cutting. The hydraulic ram feed, a standard feature for film-grade machines, drives material into a rotor under a uniform, handsfree pressure contrasted to rely on a gravitational fall. An under screen discharge system with a hole pattern feeding a throughhole discharge is positioned below the rotor for every piece of coming-at-you limp or tangled material to be delivered to size.
| Parameter | High-Speed Granulator | Single-Shaft Shredder (Film Grade) |
|---|---|---|
| Rotor Speed | 300–600 RPM | 60–85 RPM |
| Wrap Risk (Film) | Very high — shaft wrapping typical above 200 kg/hr | Low — ram feed controls contact angle |
| Output Size Control | Limited — screen holes often clog with film | Precise — screen aperture enforced per pass |
| Feed System | Gravity hopper — film deflects and bridges | Hydraulic ram — controlled force feed |
| Moisture Tolerance | Low — wet film stalls at 10–15% moisture | Moderate — handles up to 25–30% moisture |
| Suitable Film Input | Pre-cut, clean rigid film only | Baled, loose, agricultural, stretch wrap |
Understanding this distinction matters: most research comparing a shredder and a granulator utilizes a comparison of only size after-chippage, and omits feed-system, rotor speed, and horsepower considerations that determine whether film can even be broken down in the first place. For a more detailed guide on deciding between the two pieces of equipment, see our granular decision criteria breakdown for engineering comparisons.
Which Shredder Configuration Matches Your Film Type?

Configuration selection should be driven by the feed-contamination level and downstream process of your application. More often than not—and contrary to the tendency to immediately lean toward “more powerful” equipment—the combination of these two factors draws the most appropriate film line configuration in three common situations:
| Film Type | Configuration | Screen Aperture | Downstream |
|---|---|---|---|
| Clean post-industrial film (stretch wrap, pallet covers) | Single shaft, hydraulic ram | 40 mm | Direct pelletizing (no wash) |
| Contaminated agricultural film (mulch, greenhouse) | Single shaft, heavy-duty knives | 80 mm | Washing line before pelletizing |
| Mixed bulky waste with embedded film (baled MSW fractions) | Twin shaft pre-shred → single shaft re-shred | 80–100 mm (pre) / 40–60 mm (re-shred) | Separation + washing line |
The ISRI Scrap Specifications 2024 set contamination limits for film grade regrind supplied to compounders- these limits directly inform which screen aperture and downstream washing configuration your line needs. Consult the ISRI Scrap Specifications 2024 for current regrind grades.
⚠️ Important
It is a misconception that a twin-shaft/double shaft/dual shaft shredder is the stronger, more capable option with regard to film. In reality, twin-shaft/double-shaft shredders are best for volume reduction of rigid, bulky material- but have no perforated screen that determines final output particle size in a single-shaft shredder. For film, screen regulation is critical to maintaining constant feed into pelletizer. Without it, there are pickup problems and unintentional downtime every few hours.
Can a Double Shaft Shredder Process Plastic Film?
A twin-shaft shredder is capable of reduction in the volume of film, but not as a terminal step in a film line- the twin shaft machine is equipped with opposing means to catch, but not grind, loose film: the twin-shaft shredder has a pair of counter-rotating shafts, with a set of paddles or hooks in between that do a very good job of tearing up bales of film and bulky, uncompacted film- producing a nice handful of ground material instead of a handful of film. However, because there is no aperture screen, the particle size is largely unpredictable, with long, irregular strips of film leaving the twin shaft shredder instead of uniformly sized pieces or flakes, making it a poor choice for the feedstock to a friction washer or a pelletizer; the operator seeing a twin-shaft shredder in a film line should know that it is there to reduce the bale material to a consistently manageable bulk density, with a film shredder following to grind oversize chips into uniformly-sized granulates for downstream processes. Comparing a company’s technical data by looking at the throughput rating should also indicate if a sister twin-shaft/mechanical-shredding machine combination exists; for a detailed discussion on the relative effectiveness of twin-shaft/double-shaft and single-shaft single and three shaft shredders, see our guide on single shaft vs twin shaft shredder selection criteria .
How to Size a Film Shredder for Your Recycling Line
Shredder sizing in its hundreds of detail specifications is where the most errors can arise. The nameplate throughput rating, for film shredders, is determined based on a very controlled laboratory test; unload bin with rounded, dry, evenly sized film; 0.080 lb/ft³ bulk density; roller diameter /pace, etc., and while most vendors’ nominal values are derived from this same laboratory test, real-world throughput numbers can be 20-40% lower, depending on composition variation, contamination levels, moisture content, and operator means. Follow this four-factor calculation to achieve an accurate specification for your use:
Factor 1: Throughput Target (Downstream-Referenced)
Always begin with your downstream limiting process- whether it be washing or pelitizer capacity- and do not lay down an arbitrary volume target. If your friction washer is capable of processing 500 kg/hr, your film shredder should be capable of delivering 1000-1200 kg/hr or more to produce a consistent inlet volume to the washer. When specifying a line, it is important to size the shredder according to the downstream process, not the upstream source of incoming material, as this is a single most common error in building a new film line from scratch.
Factor 2: Material Type and Contamination
Contamination often alters normal throughput expectations. Agricultural film- for example, PE greenhouse and mulch film- will often have soil, stone grit, and 15-30% moisture contamination, which has been empirically observed to slow a shredder throughput rate by 20-30% when one compares a similar-sized, high quality material at an equal power rating. For quoting purposes, apply a 0.75 derating to the nameplate throughput in agricultural film applications, and check the knife specification; for example, high cobalt content HSS knives are more resistant to worn-out abrasive materials than H13 hobs and can be used for agricultural film applications and show considerably fewer intervals between changes of between 2-3 times.
Factor 3: Screen Aperture Selection
📐 Engineering Note
Screen aperture will determine throughput rate and downstream compatibility. Smaller aperture sizes will generate a more homogenic flake (useful for direct pelleting) yet the throughput will decrease because incrementally smaller pieces will require additional passes through the cutting zone. The most common separation for film by size used in the industry is outlined below:
| Screen Aperture | Throughput Effect | Best Application |
|---|---|---|
| 40 mm | Baseline (100%) | Clean post-industrial film → direct pelletizing |
| 60 mm | +15–20% throughput vs 40 mm | Lightly contaminated film → washing line |
| 80 mm | +30–40% throughput vs 40 mm | Agricultural film → washing line (friction + sink-float) |
| 100 mm | +45–55% throughput vs 40 mm | Pre-shred only — not suitable for pelletizer feed |
Factor 4: Motor Power Matching
Motor power determines torque reserve – the reserve available if density spikes (double-thick bale layer, embedded stone) temporarily double density. Industry guides typically state a minimum specific power of 0.08-0.12kW/kg/hr rated film throughput in single-shaft machines. Thus a 500kg/hr rated machine requires a 40-60kW minimum sized motor. Underpowering results in nuisance overload trips where a spike occurs; over-powering just adds capital cost with no benefit to the operational reserve of memory.
💡 Pro Tip: Sizing Mismatch Cost
A film washing plant had installed a 75kW shredder rated at 1,200kg/hr for supplying a 500kg/hr washer system. The shredder constantly chewed through the screen, resulting in a chokepoint that needed manual bin-monitoring 8hour shifts. After swapping out the 80mm screen for 60mm and installing a buffer hopper between stages, the plant was able to stabilize at 550kg/hr in continuous cycle without manual sampling. Cost of screen swap was less than $800. Cost of buffer hopper was $3,200. Six weeks of lost productivity cost a lot more.
“When customers come to us with a film application, the first question we ask is: what does your washer or pelletizer actually process per hour? The shredder has to be the controlled variable in that equation. We’ve sized the Kitech AGS series film shredders to accept interchangeable screen baskets precisely so operators can tune throughput after commissioning – without a second machine purchase.”
— Engineering Team, Kitech Recycling Equipment
Total Cost of Ownership — Beyond the Purchase Price
13- 35% of 5-year machine operating costs associated with polymer-film shredding are classed as capital purchase. Remaining costs are dominated by energy consumption, knife management, downtime and throughput penalties. Comparing similar machines by purchase price alone will grossly underestimate year’s operating costs by a factor of 1.3 to 1.45 over an 18-month window
The 5 TCO Components for Film Shredding Operations
| TCO Component | Typical Share | Key Variable |
|---|---|---|
| Purchase price (amortized 5 yr) | 35–50% | Capital budget, financing terms |
| Energy (kWh/ton) | 20–30% | Rotor design, local electricity rate |
| Knife/wear parts cycle | 10–15% | Film contamination, knife geometry |
| Planned + unplanned downtime | 10–20% | Wrap events, foreign object incidents |
| Throughput efficiency loss | 5–15% | Screen clogging, feed irregularity |
Energy Consumption
Single-shaft film shredders draw an average of 0.42kWh/ kg at “nominal” operating conditions. Using a 2004 average utilitiess industrial electricity rate of $0.075/kWh (U.S. EIA) as a baseline, energy cost for 1kg was closer to $0.032 or $32/ton around 2017Q1. Annually, assuming 800kg/hr at 20 hrs per day, and a 0.73$/kWh 24-hour power rate, costs are:
Knife Lifecycle and Wear Part Costs
Profiled- (V-) Cutter
Equipment suppliers producing profiled-cut rotors report 15-25% less energy use per ton throughput versus straight-cut rotors, although benchmark data by source varies depending on material type and throughput rate. The geometry of the knives impacts on cut quality as well: the more ‘scissor-cut’ design knives (between rotor and counter-knife) deliver cleaner cut edges with less heat buildup (important for film with low melt. Tolerance).
💡 TCO Comparison: Two Recyclers, Same Throughput Target
Two LDPE film recyclers are both targeting 800 kg/hr. Recycler A specified the least expensive machine, a straight-cut rotor with $18,000 saved. Within 18 months, three wrap-ups (a combined 6 days downtime), knife intervals of 380 hours and energy consumption 22% higher than target. OEM added cost (over 18 months) exceeded $28,000. Recycler B specified a V-cut configuration, 4-way reversible knives: 18% lower energy recorded, average knife intervals of 1,050 hours and no wrap-ups during evaluation period. When extrapolating pelletising line costs to your complete system, include shredder TCO in the line-level model.
TCO Calculation Checklist
Prior to purchasing a shredder, note supplier specifications for the following:
- Energy use (kWh/ton) at rated throughput (test report, rather than specification sheet)
- Knife life (hours) guarantee using your particular material and contamination load
- Screen exchange costs and delivery lead time. (screens are consumables, not capital spare parts)
- Hydraulic system MTBF.
- Regional availability of spare parts (a 2-week import lead time for a counter-knife would be unacceptable in continuous operation).
- Time to remove rotor for maintenance. (some designs require 4-6 hours, other installation under 90 minutes)
5 Mistakes That Cost Film Recyclers Time and Money

These common errors, drawn from consistent patterns reported by equipment engineers and many recycling operations, across film applications. They are not universal, but they happen often enough to merit recognition.
Mistake 1: sizing the shredder too large for the actual throughput. Industry sources indicate that selecting a shredder sized at 150-200% actual line capacity causes two pitfalls: the equipment operates at a fraction of its efficiency mode (elevating cost-per-ton), and that an under sized hopper is unable to deliver material to subsequent equipment consistently. 20-30% above line capacity is an acceptable headroom; greater than this represents money spent on idle equipment that does not contribute benefit (production) and is likely to need frequent maintenance.
Mistake 2: neglecting to match shredder capacity to washing system capacity. Recent reports suggest that the equipment selection process typically assigns height to separate departments or separate project phases, with an unaccountable result. The consequence is that the system bottlenecks at one of the two steps. Remember to specify the shredder’s desired output (kg/hr) against the washing system’s rated with a buffer hopper capacity of no less than 10-15 minutes of anticipated shredder output.
Mistake 3: Selecting twin shaft for film because of “more power” premise. Twin-shaft machines are known to deliver more torque in relation to torque output and more resistant to abrasive contaminants. For film recycling, this power Torque advantage is not relevant. Film doesn’t need high torque to cut, it needs controlled feed and screening for particle size, both absent in twin-shaft design. Selection of twin shaft for a mostly film-primary use will generally require downstream cut in a second single-shaft re-shredder, factor 2 capital cost multiplier.
Mistake 4: Bypassing contamination assessment for agricultural and post-consumer film. Film labeled “LDPE” covers massive contamination experience spectrum from 100% clean stretch wrap to 50% dirt-conatinoly mulch (8-12% grit content). Without contamination assessment (moisture content, grit percentage, foreign object rate, knife specification, screen material and motor derating) selecting the best knife grade will be error prone and operators who shortcut this process will find knife life 40-60% below quoted range with screen damage from stone impact within first 500 operating hours.
Mistake 5: Comparing purchase price not cost-per-ton. A $40,000 price differential between two shredders becomes repaid in less than 12months if the more expensive machine achieves 18% less energy per ton and delivers 2.5 knife changes longer life at your throughput and film type. Without constructing a cost-per-ton model over 3-5 year operating horizon, purchase price comparisons are noise, not signal.
How Much Does a Plastic Film Shredder Cost?
Pricing for the film shredder machines will vary widely based on throughput capacity, designed chemical certification requirements and baseline operator safety system integration. For this reason, a traditional baseline range for entry-level single-shaft machines capable of processing post-industrial film at a throughput rate of between 300 to 500 kg per hour might be considered to start at $25,000-$45,000. For machines falling within a mid-range performance bracket for throughput capability of between 500 to 1,000 kg per hour, operating within CE certification framework and employing a four-way reversible knife system, one might estimate pricing to be around $45,000-$90,000 (Mid-range). For heavyduty, highly-contaminated agricultural film or mixed waste pre-shredding of 1,000 to 2,000 kg per hour, installation costs are more equivalent to $90,000-$180,000+ (HV).
It should be noted these ‘ranges’ reflect ex-works costs; installation costs, commissioning costs and first spare parts kit will further add 15-25%. For specific configuration costs and current lead times, refer to the film shredder pricing factors on the product page which reflects current Kitech AGS series configuration costs.
Where the Film Shredder Fits in a Complete Recycling Line

A plastic film shredder machine is the first stage in a total film recycling process – and the deliberate step that defines quality specification for every subsequent step. Clarity is essential here in understanding how fully integrated the operation needs to be and why those choices cascde into downstream specification choices and operating costs.
Standard PE/LDPE film recycling process flow:
Bale Breaking Film Shredder Friction Washer Sink-Float Tank Centrifugal Dryer Pelletizer Clean Pellets
Particle size emitted by the shredder’s screen aperture implicitly defines the size grain which most effectively enters the subsequent friction washer. At 40 mm, this size grain is sufficiently small that the process is capable of efficiently rinsing contaminants from clean post-industrial film, the high surface-area-to-volume ratio of fine flake enabling high water turnover rate and expedient contaminant removal. At 80 mm (closely associated with average agricultural film), the larger grain size necessitates longer washer residence time and more water turnover. For film, undersizing the screen aperture below 40mm is rarely justifiable, as ash content and screen damage both increase without significant reduction in the level of residual contamination in the resulting film flakes.
The PL population downstream of the shredder is specification-driven to ensure PEL flow to downstream systems – not just a specification driven by PEL mass flow. And the plastic film pelletizer downstream requires a stable flake size to keep extruder torque and pellet density stable. Shredder screen selection must be a systems decision not a standalone equipment consideration.
Market Context: Why Film Recycling Line Investment Makes Sense Now
The global plastics recycling market is valued at USD45.1 billion and expanding (BCC Research), but film recycling remains vastly under developed – an estimated 2% of film generated (despite increasing consciousness and legislative pressures). The US Plastics Pact baseline survey indicates film as a top priority for recycling infrastructure investment through 2025. Extended Producer Responsibility (EPR) regulation – including California SB-54, requiring a 65% reduction in single-use plastic production by 2032 – is placing upstream regulatory pressure on brands to demonstrate pathways to film recycling. Equipment investment decisions made in 2026 will be operational for 10-15 years. Identifying the correct shredder specification at the beginning of that investment cycle compounds value over the full ownership period.
Ready to Size Your Film Shredder?
Provide your throughput target, film type, and downstream system set-up. Kitech”s team of engineers will design an appropriate AGS series shredder to your line spec’- including TCO analysis.
Frequently Asked Questions

Q: What types of plastic film can a shredder process?
View Answer
1-shaft film-grade shredder processes LDPE stretch wrap, PE agricultural mulch, LLDPE pallet covers, greenhouse film, post-consumer grocery and bread bags, and PP woven bags (with knife specifications). Baled mixed film containing different polymer types can also be shredded – the system does not separate by polymer, that process is provided downstream through sink-float separation. Films with high levels of PVC (or HCl off-gassing during processing) require knife steel appropriate to the application, as well as corrosion-tolerant components.
Q: How often do shredder knives need replacement?
View Answer
For clean, post-industrial film expect 800-1,200 hours per edge of acceptable operation before the first rotation. A 4-way reversible knife set provides therefore 3,200-4,800 hours of total service before resharpening is needed. Dirty agricultural film containing grit and soil shortens this benefit to 400-600 hours per edge. Counter- knives (fixed blades against which the rotor cuts) are slower to wear but need monitoring at each knife cycle. Knife duration is highly dependent on grit, moisture and potential foreign objects (metal clips, wire, rocks) content of the feed stream. Installer a magnet in front of the feed hopper to improve knife life in post-consumer application.
Q: Can I retrofit a film shredder into my existing line?
View Answer
Yes, in most circumstances. Main considerations for retrofit are: match discharge conveyor elevation (shredder discharge must match washer feed elevation), available 3 phase power at correct amperage for motor size, will the available footprint allow for the ram cylinder stroke (generally 800-1,200mm behind the feed hopper). Retrofit projects will want to perform a throughput balance audit – meaning adding a shredder rated above your washer’s throughput means a new bottleneck, not a resolution of the old one.
Q: What screen size should I use for film shredding?
View Answer
The right screen aperture will be dictated by your downstream process and the contamination level of your film. If you are feeding directly into a pelletizer with a clean post-industrial film at a post cutting line then 40 mm will work – individual particles are small enough for the extruder throat to produce good extrudate consistency. If you are feeding through a wet washer line onto a post cut line with more contaminates then you will want a screen aperture in the 60-80 mm range – the larger particles will wash more effectively, while still achieving a high throughput rate and minimizing washer residence time demands.
Don’t go with a 100 mm screen unless you are putting the film through a pre-shredder first for a size reduction stage with cleaner post shredder particles – at that aperture size you’ll have a range of particle sizes too diverse for most direct-feed pelletizing or washer equipment. Quick-change interchangeable screen baskets with hydraulic cradle mechanisms ( available on the Kitech AGS series machines) are critical for converters who work with multiple film grades on the same line and run multiple time shifts – if a different grade is all that’s required, operators can change apertures in the field in under 15 minutes versus in-house service call response time. Would you deliver additional conveyor angle offers I’m?
Q: What safety certifications should a film shredder have?
View Answer
CE marking is required for European release. Buyers in the US should also ensure UL (US) or CSA (Canada) listing of electrical parts. ISO 9001:2015 is registered with the quality management bureau.
Q: How does contamination affect shredder performance?
View Answer
Contamination impacts three of the aforementioned parameters in parallel. First, it inflicts wear on the knife, in the form ofabrasive woreparticles (sand, grit). Milling film lines are commonly plagued by knife intervals that are 40-60% shorter than their clean equivalents.
Secondly, high humidity levels induce film roping and stringing in the cutting zone, which in turn causes blockages that may cut the throughput by 20-30% and urges the machine to be stopped for cleaning. Finally, foreign objects ( wire ties, metal staples, boulders) can catalyze severe damage events which demand that the machine be switched off and the knife inspected. Pre-selection of the raw material, coupled with magnetic separation of the unpalatable elements, will be the cheapest method.
About This Selection Guide
This publication has been prepared by Kitech Recycling Equipment, who manufacture plastic film shredders, washing lines and pelletizing systems with hands-on application experience in post industrial, agricultural and post consumer film streams. The Kitech AGS series film shredder was developed specifically to meet low bulk density and anti-wrap solutions outlined here. We seek to support the engineer and purchasing teams in the development of an operational specification, which can then be compared objectively to other systems on performance at the line level – including from competitors – rather than general brochure throughput data.
References & Sources
- Plastics: Material-Specific Data — U.S. Environmental Protection Agency (EPA)
- Film and Flexible Packaging White Paper — The Recycling Partnership (2021)
- Energy Analysis of Plastics Recycling — Semantic Scholar / Peer-Reviewed Literature
- US Plastics Pact Baseline Study — US Plastics Pact
- ISRI Scrap Specifications Circular 2024 Institute of Scrap Recycling Industries (ISRI)







