
Get in touch with Kitech Company
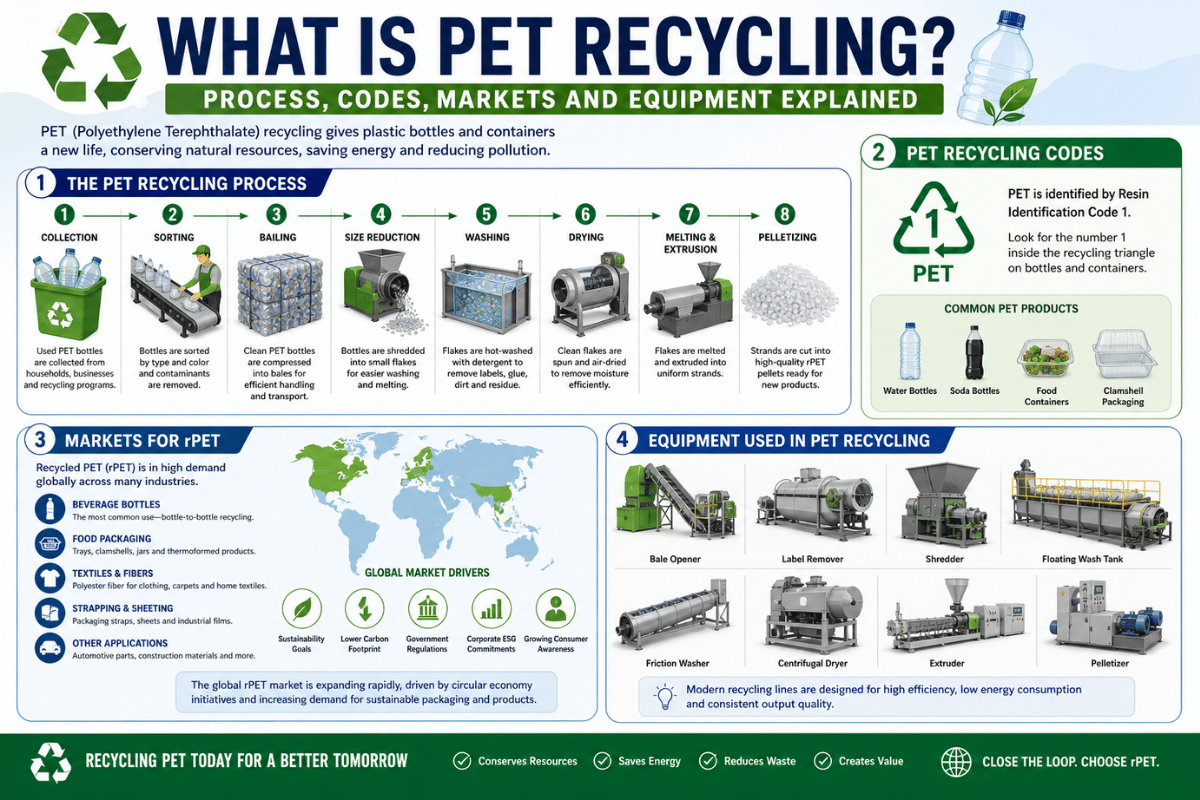
What Is PET Recycling? Process, Codes, Markets and Equipment Explained
Contents
show
This PET recycling complete guide should answer more than “can this bottle go in a bin?” For a recycling plant, the tougher questions are where quality is gained, why PET #1 still misses in some streams, and what equipment steps turn the post-consumer bottles into sale-ready PET flakes, RPET pellets, fiber feedstock or bottle-grade recycled PET.
Quick Specs: PET Recycling In One Page
- Material: PET or PETE, short for polyethylene terephthalate.
- Code: plastic resin identification code #1.
- Typical inputs: water bottles, soda bottles, clear food containers and some PET packaging.
- Typical outputs: clean PET flakes, RPET pellets, recycled polyester fiber, sheet, strapping and bottle-to-bottle resin.
- Critical plant risk: the resin may be recyclable and PVC, PETG, labels, non-releasing label adhesives, non-PET materials, the coloration, the metal, moisture and sorting accuracy still aggravate the ultimate value.
For industrial buyers, PET recycling is the deliberate transformation of used PET bottles or PET packaging into a clean raw material. Success relies less on the principle “PET is recyclable” than on executing the practical control points: inspection, sorting, washing, strength, dryness and purity control for the end customer.
Consumer guidance usually says to put them in the recycling bin, but plant economics start later, when bottles arrive as mixed used plastic packaging materials. A line has to decide which plastic collected from households can become plastic products, which flakes go to textile or carpet markets, and which material should be rejected before it reaches landfill, incineration or a low-value outlet.
For this reason, an entire PET recycling line is usually planned in reverse order from the output defined. Fibre-grade flakes, bottle-grade flakes and PET pellets all have different washing line needs, even when the feedstock starts as the same plastic bottle stream. That is why recycling pet bottles for a closed loop market requires stricter control than downcycling into lower-grade outlets.
What Is PET Plastic And Why Is It Recycling Code #1?

In its role as a polyester resin, PET achieves the following goals: light, clear, high strength compared to weight, and best suited to a number of food and beverage filling systems. In recycling codes, PET or PETE is printed as #1. One United States Department of Energy consumer guide describes PET/PETE as a common plastic, accepted by many municipal programs, and present in many water bottles, soda bottles and prepared-food containers.
Is PET the same as PETE or plastic #1?
Yes. PET and PETE mean the same thing: polyethylene terephthalate. Code #1 allows the sorters and consumers to easily identify the family of resin, but it does not guarantee that each package will yield high-value recycled PET. The code does not mean every PET package stays in the same value stream. Clear PET bottles with washable labels behave quite differently from dark bottles, full-body sleeve packages, or PETG packages within the same bale.
| Code | Resin | Typical package | PET line concern |
|---|---|---|---|
| #1 | PET/PETE | Water and soda bottles | Main target stream |
| #2 | HDPE | Milk jugs, cleaner bottles | Separate stream; caps may float away from PET |
| #3 | PVC | Some labels, sleeves, rigid packs | Severe PET contaminant |
| #5 | PP | Caps and closures | Usually separated by float-sink logic |
What it means for the plant buyer is not only “is it PET?” but also “will the package sort, wash, separate, dry and melt in a way that meets the standard for the buyer’s flakes or pellets?”
How The PET Bottle Recycling Process Works

Even before the bottles reach the washer, the PET bottle process has begun. Collection quality, bale density, label mix, cap mix, color mix, moisture and more affect the bottle line set-up. Poor handling turns a valuable resin stream into lower-grade plastic waste. Sorting centers that serve the recycling industry usually separate clear PET early, because the PET bottle recycling process becomes more expensive after contamination is shredded into flakes. Use this typical industrial flow:
| Step | What happens | Quality control point |
|---|---|---|
| 1 | Collection and baling | Reject obvious non-PET and wet, mixed bales. |
| 2 | Bale opening and feeding | Create a steady feed rate for sorters and washers. |
| 3 | Pre-sort and metal removal | Remove metals, PVC items, films, and large rejects early. |
| 4 | Label and cap handling | Reduce label film, paper pulp, adhesive, and closure carryover. |
| 5 | Crushing or grinding | Keep flake size steady enough for washing and separation. |
| 6 | Hot wash, friction wash, rinsing | Remove sugars, oils, dirt, glue, paper, and residue. |
| 7 | Float-sink and final sorting | Separate PET from floating PP/HDPE and remaining contaminants. |
| 8 | Dewatering, drying, flake storage or pelletizing | Stabilize moisture before bagging, extrusion, or pellet production. |
How does PET plastic recycling work step by step?
In short, bottles are collected, separated, shipped in bales, opened at a bottle-to-bottle plant, cleaned, ground into PET flakes, washed again, separated by behavior, dried, then sold as flakes or melted for the next stage. Local systems collect PET bottles in different ways, but a recycling plant only gains value after the cleaning process, rinse stages, washing and drying sequence, and final inspection prove that the output is high enough quality. Bottle-to-bottle output uses stricter decontamination and buyer approval.
For further process flow detail, use this paper as the starting point and then review the detailed PET bottle recycling process paper, especially the washing process and bottle to bottle recycling control points.
Why PVC, Labels, Caps, Glue And Moisture Hurt PET Flake Value

Small contaminants entering the line at large volume can reduce PET flake value quickly. PVC and PLA label materials are difficult to remove when they sink with PET in a float-sink tank, and they can damage the final recycled PET stream even at low levels.
Why is PVC such a problem in PET recycling?
If PVC is not removed before grinding, it can travel with PET through part of the process and then damage recycled PET quality during thermal processing. A simple rule holds: remove PVC before grinding whenever possible. Once bottles are converted to mixed flakes, each contaminant is more difficult and costly to remove.
| Contaminant | Where it appears | Control action | Business effect |
|---|---|---|---|
| PVC | Labels, rigid items, mixed bales | Pre-sort, NIR sorting, manual QC | Can downgrade or reject output |
| Paper labels | Bottle surface | Label removal and hot wash | Adds pulp and filtration load |
| Adhesive | Label glue layer | Hot caustic wash and friction wash | Creates residue and haze |
| Caps and rings | PP/HDPE closure parts | Float-sink separation | Protects polymer purity |
| Moisture | Washed flakes | Dewatering and thermal drying | Affects storage and extrusion stability |
Engineering Note: APR guidance lists PET resin IV between 0.72 and 0.90 deciliters per gram and crystalline melting point from 225 to 255 deg C as preferred ranges for PET package compatibility. Those values are significant because materials with either low-melting-point or non-crystallizable contents can become sticky in PET drying or extrusion conditions.
Where plants will be handling mixed post consumer bales, it is prudent to treat contamination control as a capital project, not housekeeping. If the line has weak label removal, weak washing, and weak drying, the resulting output quality will often reflect it.
Mechanical, Food-Grade And Chemical PET Recycling Routes

Most manufacturers begin with mechanical recycling: sort, grind, wash, separate, dry and sell flakes or use them for pellet manufacture. Food-contact recycled PET is a narrower business case. EFSA states that it assesses the safety of recycling processes used to produce recycled plastic for food contact materials, and currently assesses processes based on post-consumer mechanical PET recycling technologies.
This resin can be heated and remelted, but heat alone does not make it safe for food. A recycled stream needs documented input control, enough cleaning to avoid contaminating the polymer, and a process that can produce new packaging or be made into new bottles only when regulatory and buyer requirements are met.
For standards context, ISO 15270 covers guidelines for recovery and recycling of plastics waste, while ISO 18604 addresses packaging recoverable by material recycling. If recycled-content claims are part of the sales model, ISO 22095 chain-of-custody terminology gives buyers a framework for deciding whether the traceability model is ready for audit. The selection threshold is simple: do not quote food packaging, new bottles or high-value packaging claims until the process, documentation and buyer approval path match the claim.
| Route | Advantages | Limitations | Best fit |
|---|---|---|---|
| Mechanical flakes | Lower process depth than pellet route | Buyer specs can be strict | Fiber, sheet, strapping, non-food uses |
| Pelletizing | More uniform handling and melt filtration | More energy and equipment | Buyers who need stable pellet feedstock |
| Food-grade RPET | Higher-value bottle-to-bottle path | Requires validated decontamination and strict input control | Bottle and food packaging supply chains |
| Chemical route | Can handle some feedstocks mechanical routes reject | More complex economics and process requirements | Selected hard-to-recycle streams |
The buying lesson is straightforward: do not buy a PET recycling system by machine count alone. Working from target output and buy accept criteria, work back through sortation, washing, decontamination, filtration and drying.
PET Flakes, RPET Pellets And End Markets

The first saleable output of many washing lines is clean PET flakes. RPET pellets add extrusion and filtration, often enabling more reliable downstream processing. The best option depends on offtake clients, feedstock quality, energy cost, and whether the new plant owner expects to sell material immediately or move closer to end use.
Some flakes are ready to be made into strapping, sheet or fiber. Other material is stretched into fiber for clothing, seat belts, carpet or industrial yarn. Route selection is not only a price question; size and shape consistency, low melting temperature contamination, and whether the customer will use in the packaging industry all affect the sale.
Is it better to sell PET flakes or pellets?
Sell flakes if your business is new, buy acceptance is standard flakes, and you want fewer processing steps. Select pellets if end users expect consistent melt profile, supplied material is filtered, or the plant owner wants to ease additive dosing into extruders or injection molding. Pelletizing costs extra power, labor, filtration screens, and maintenance, but can improve product uniformity.
| Output | Typical market | Extra control needed |
|---|---|---|
| Washed PET flakes | Fiber, sheet, strapping | Polymer purity, label residue, moisture |
| Clear high-grade flakes | Higher-value RPET buyers | Color sorting and PVC control |
| RPET pellets | Extrusion, sheet, molding supply chains | Melt filtration and stable drying |
| Food-contact RPET | Bottle-to-bottle and food packaging | Validated decontamination and regulatory pathway |
If your business model depends on local flake prices, compare that against the more intensive PET flake price guide before deciding on equipment path.
Equipment For PET Recycling: From Bale Opening To Pelletizing

Rarely is a PET recycling line actually a line rather than a single machine. At industrial scale a PET line could be: bale opener, conveyors, preshower, label detacher, optical scanner, metal detector, breaker, hot preshower, friction washer, float-sink tank, rinsing tank, dewatering, thermal dryer, storage silo, packaging system and optional pelletizer.
Better planning starts with which modules are suitable for incoming bales. Clean deposit-return bottles require a very different front end from mixed municipal bales with sleeves, sand, caps, and household residue.
| Equipment module | Main job | When it matters most |
|---|---|---|
| Bale opener | Loosen compacted feedstock | Dense bales and uneven feed |
| Label remover | Strip labels before crushing | Full-sleeve and glued labels |
| Crusher or granulator | Shred bottles into washable PET flakes | All flake-based systems |
| Hot washer | Remove oils, glue, sugars, residue | Higher-value clean PET flakes |
| Float-sink tank | Separate PET from floating polyolefins | Caps, rings, and mixed closures |
| Dewatering and dryer | Control final moisture | Bagging, storage, extrusion, pelletizing |
| Pelletizing system | Melt, filter, and pelletize flakes | Buyers prefer pellet feedstock |
Engineering note: treat the numbers below as RFQ fields to confirm with a supplier, not as universal guarantees. Washing line equipment is usually specified around feedstock condition, target output and local utility limits. Ask whether quotes include 0.3 mm screen tolerance, 50 mm bottle-neck checks, 10 kW auxiliary loads, 25 m conveyor runs, 2 m service aisles and 1 kg sample-retention bags.
Safety and traceability belong in the quote checklist too. Use the OSHA 29 CFR 1910.147 lockout/tagout rule as a reference when comparing maintenance access around crushers, conveyors, hot washers and dryers. Where mass-balance claims are involved, ISO 22095-2 can help procurement teams compare documentation readiness. Use this ISO-linked decision framework when writing the RFQ: quote capacity in kg/h, quote connected load in kW, quote water make-up in m3/h, quote final moisture in %, quote manual sorting labor in operators per shift, and quote the acceptance test before purchase. Also request a 100 kg input sample test, 50 kg flake retention sample, 24 hour trial run, 30 day warranty response rule, 6 month wear-part list, 12 month service plan, 2% moisture target, 150 kW load sheet, 8 mm screen option and 10 mm screen option.
| Sizing field | Ask vendors to quote | Why it changes the line |
|---|---|---|
| Input capacity | 500 kg/h, 1,000 kg/h or 2,000 kg/h basis | Sets conveyor width, washer volume and dryer load |
| Incoming moisture | 5%, 10% or 15% bale moisture case | Changes pre-wash water handling and residue load |
| Flake size target | 8 mm, 10 mm or 12 mm screen reference | Affects washing exposure, fines and downstream melting |
| Hot wash window | 70 C, 80 C or 90 C operating case | Controls label glue, oil and sugar removal cost |
| Drying target | 1%, 2% or 3% final moisture request | Determines dewatering, thermal dryer and storage needs |
| Power envelope | 75 kW, 150 kW or 300 kW connected-load case | Frames transformer, utility and operating-cost planning |
| PVC rejection target | 0.5%, 0.1% or buyer-defined limit | Decides whether optical sorting and manual QC are enough |
| Water loop design | 1 m3/h, 3 m3/h or 5 m3/h make-up water case | Changes filtration, settling and wastewater treatment scope |
| Labor model | 2 operators, 4 operators or 6 operators per shift | Impacts manual sorting stations and automation budget |
| Floor space | 20 m, 40 m or 60 m line-length envelope | Controls layout, maintenance access and expansion room |
Compare all line modules on the PET bottle washing line page when turning this checklist into a first sizing discussion.
For Kitech project planning, the practical brand bridge is the equipment selection conversation: feedstock photos, target flake quality, 500 kg/h versus 2,000 kg/h readiness, and buyer specification all decide whether the washing line needs more sorting, more hot-wash residence time, or a pelletizing step.
9-Step Recovery Chain Control Map For PET

Use this control map when evaluating a PET recycling plant proposal. It will help focus attention on the chain from bale quality to buyer acceptance, not just comparing motor power or line length.
| Control point | Check before buying | Equipment or action | Commercial result |
|---|---|---|---|
| Feedstock source | Deposit bottles or mixed municipal bales | Bale audit and supplier grading | Predictable input cost |
| PVC risk | Sleeves, rigid PVC, unknown rejects | Manual sort and NIR sorting | Lower reject probability |
| Label load | Full-body sleeve share | Label remover and hot wash | Cleaner flakes |
| Color mix | Clear, blue, green, dark stream shares | Color sorting | Better market segmentation |
| Washing target | Oil, sugar, glue, dirt level | Hot wash plus friction wash | Lower residue claims |
| Float-sink split | PP/HDPE cap carryover | Tank design and water control | Higher PET purity |
| Drying | Moisture target for buyer or extruder | Centrifugal and thermal drying | Stable storage and processing |
| Output route | Flakes, pellets, or food-contact route | Bagging, extrusion, filtration, SSP where needed | Fit to buyer spec |
| Proof package | Photos, feedstock samples, target capacity | Configuration check | Fewer wrong-size line quotes |
If you are not ready for a full proposal, test the lower-cost, low-friction options first: send in feedstock photos, a target capacity, and output quality goal to determine whether hot wash, color sorting, pelletizer, or extra dewatering should be in the initial design.
What Is Changing In PET Recycling Markets?

Demand for recycled PET appears to be driven by three interrelated trends: higher recycled-content goals, growing interest in bottle-to-bottle loops, and more demanding expectations for traceable, high-quality RPET. Market projections differ depending on author, so equipment buyers should regard exact expansion figures as directional until real contracts arrive. Circular economy policies can support demand, but virgin material prices still affect whether buyers pay more for recycled polyester and other RPET outputs.
A good PET recycling system makes it easy and sustainable to turn PET packaging back into useful feedstock, but no machine can make back the value lost through poor collection. Effective washing uses less water only when front-end sorting, label removal and process water controls are specified together. For equipment planning, recycling solutions should be judged by output contracts, not by machine count alone.
In simple terms, PET bottles are collected first, but value is made back only when the cleaning process protects resin quality. PET can be heated, mould output is possible in some downstream routes, and manufacturers for use in packaging still need evidence that the flakes are clean enough quality. This is why a recycler should compare the quote, the readiness checklist and the buyer’s acceptance threshold before assuming that recycled PET can move straight back into premium packaging materials in the world market.
| Change | Why it matters | Action for plant buyers |
|---|---|---|
| Food-grade RPET interest | Higher-value uses need process evidence | Plan decontamination pathway early |
| Design-for-recycling pressure | Labels, inks, color, closures affect stream value | Track APR-style package compatibility signals |
| Mixed bale quality gap | Poor inputs raise washing and reject costs | Grade suppliers and inspect bales before line sizing |
For 2026 planning, the cautious position is to own sufficient sorting, washing and dewatering capacity for the real output you want, not the easy bag of bales you hope to receive.
FAQ About PET Recycling
Can all PET bottles be recycled the same way?
No. Clear deposit-return bottles, colored PET, sleeved bottles, PETG articles, and municipal bales of mixed recyclables all behave differently. Sorting teams should grade the incoming feedstock by color, label type, cap composition, PVC risk, water content, and target output quality. If two bales are both labeled #1 but one has full shrink sleeves and large bits of residue, the washing line will not treat it as the same input.
How does PET plastic recycling work?
Receiving, grading, sorting, bale opening, washing, crushing into flakes, separating, dewatering, and drying prepares bottles for sale as flakes or conversion into pellets. Bottle-to-bottle samples need more precise input control, stronger process records, and higher proof of decontamination. Plants also need to test flakes after washing, because color, PVC residue, moisture, label adhesive, and fines can still determine whether the output is sold into fiber, sheet, strapping, or food-contact applications.
Is it better to sell PET flakes or pellets?
For many first-stage recycling applications, the flakes are the cleanest starting point because the line may be run only through the steps of washing, separation, dewatering, drying, and bagging. Adding a pelletizer introduces additional extrusion, filtration, energy use, operator skill, and maintenance, but it might serve customers who desire a more uniform input. You will need to determine the best answer based on customer contracts, not just machine capacities.
Why is PVC such a problem in PET recycling?
Once PVC enters the PET flake stream, it may be more difficult to eliminate, and this will impair the quality of the recycled PET during melting and other thermal process steps. Remove PVC bottles, PVC sleeves, and PVC label crumb upstream whenever possible. Do not wait until after grinding to eliminate the problem: fewer, smaller pieces will still be a more difficult obstacle.
What is a PET bottle washing line?
A PET bottle washing line works as a single system with multiple subsystems that sort, crush, wash, separate, dry, and deliver used bottles as clean PET flakes. Some plants add pelletizer or decontamination steps after washing.
Can recycled PET be used for food packaging?
Yes, but not just because the flakes have an appearance of cleanliness. How to reliably produce food-contact RPET to match regulatory oversight depends on input grading, control and decontamination concerns, as well as local authorities. EFSA’s process page is a good illustration of how official the path can be within the EU market, where a submission must detail the technology, use intentions, and potential for decontaminating.
What equipment is needed for PET bottle recycling?
In theory, a line could consist of the following steps, at a minimum: bale opening, conveyors, pre-wash, removal of labels, sorting, metal detection, crushing, hot wash, friction wash, float-sink separation, rinsing, dewatering, thermal drying, bagging, pelletizing optionally. The appropriate configuration of these steps varies with feedstock and desired end product.







