Get in touch with Kitech Company
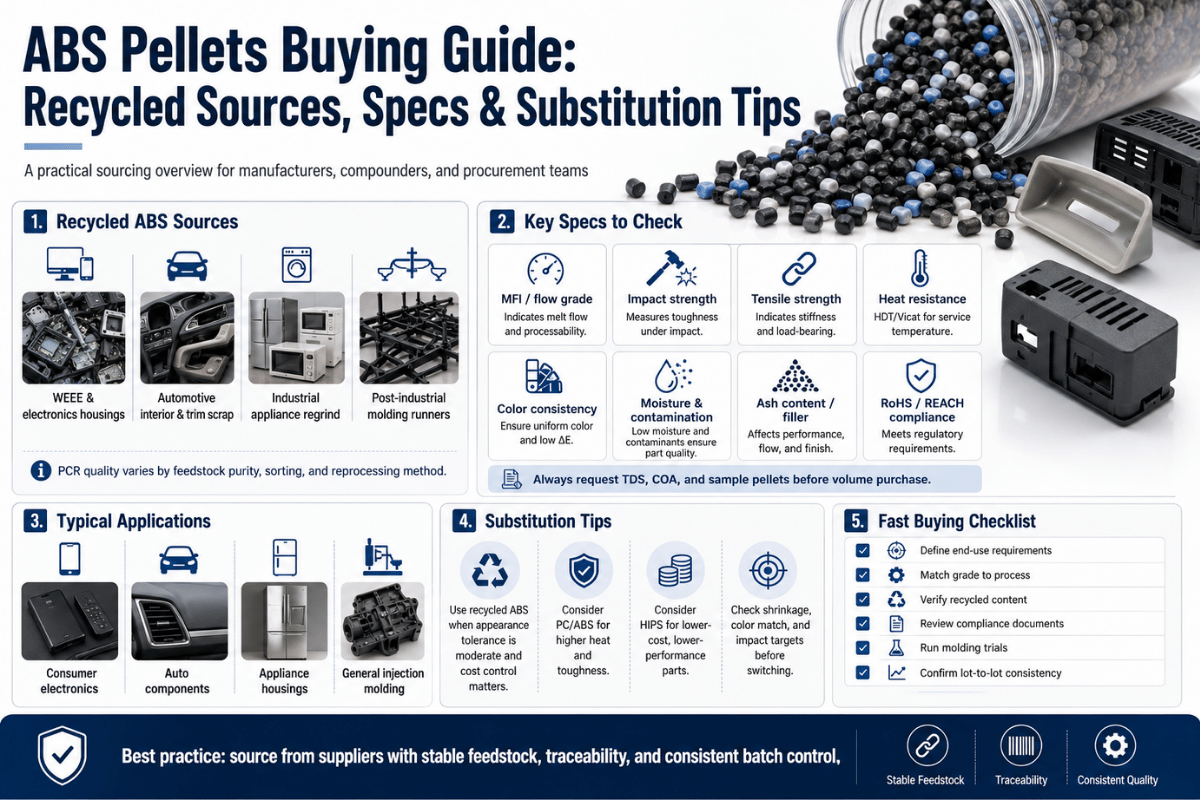
ABS Pellets Buying Guide: Recycled Sources, Specs & Substitution Tips
Contents
show
When ordering ABS pellets for your industrial production, the purchasing department will find little on your supplier’s quote sheet. Then your parts start to warp. You’re getting silver streaks. You’re failing UL 94 flammability testing on batch three. Usually, this isn’t your machine’s fault; it’s the wrong grade or undried resin — or recycled-content that doesn’t go much beyond the GRS logo printed on the packaging.
This ABS pellets buying guide is written for procurement managers, production engineers, and anyone else selecting ABS at an industrial scale. It covers everything from material fundamentals through grade selection, injection molding vs extrusion grade differences, comparative materials, virgin vs recycled quality standards, current pricing benchmarks, and a seven-point supplier vetting checklist grounded in contemporary ASTM, ISO, and UL standards.
It is NOT a purchasing guide for 3D printing filaments.The typical ABS pellet SERP searches lead to 3D printer components; this is meant for purchasing plastic at multi-tonne volumes, so this fills a gap for professional purchasers.
What Are ABS Pellets?
ABS-acrylonitrile-butadiene-styrene-is an engineering- thermoplastic classified as amorphous. When it’s made, three monomers unite in order to form a specific, well-rounded set of properties:
- Acrylonitrile (made from propylene and ammonia): imparts good heat and chemical resistance.
- Butadiene (as a co-product during ethylene steam cracking): renders strong impact and toughness.
- Styrene (derived from ethylbenzene during dehydration): adds rigidity, processability, and a glossy exterior.
ABS comes in pellet form as an industry-standard industrial commodity that can be easily shipped and transported. As the 2-5 mm pieces will free flow into hop- dryers and feed uniformly into injection molding machines and extruders, there are a couple of benefits over using flake andregind. Bulk densities will be more consistent, and so will moisture – so part uniformity is improved in manufacturing. If you want a breakdown of how plastic goes from raw to pellets, read more about how plastic pelletizing works.
✅ ADVANTAGES
- Excellent impact resistance at room temperature
- Good surface quality and paintability
- Electroplatable grades available
- Broad processing window on standard equipment
- Rigidity + toughness balance
- High dimensional stability over time
⚠️ LIMITATIONS
- Poor UV / weathering resistance (standard grades)
- Burns and continues burning without FR additive
- Limited chemical resistance to aromatic solvents
- Low continuous service temperature (~85°C for GP)
- Hygroscopic — must be dried before processing
- Scratches more easily than PC
The governing standards for ABS pellet specification are ASTM D4673-23 (covering ABS plastics and alloys for injection molding and extrusion) and ISO 19062-1:2015 (the current active ISO equivalent — note that ISO 2580 was withdrawn in 2015 and is no longer a valid reference). Always specify materials against the current active standard when writing purchase orders.
ABS Pellet Grades Decoded
Not all ABS pellets are the same — it’s a full classification system, not a single material. For ABS purposes, the ASTM D4673-23 framework groups materials by application family then subdivides by class and grade using five key properties: tensile strength at yield, flexural modulus, Charpy impact, Vicat softening point, and HDT. Commercial suppliers use shorthand grade designations that map onto this framework.
What grade of ABS should I use for injection molding?
Whether that is the case is a question that should be answered by reference to three questions about any part design: (1) the service environment relating to mechanical impact or stress; (2) any requirements for elevated temperature service; and (3) the service environment relating to fire or electrical safety regulations. In the table below we have mapped out typical commercial grades of ABS and linked them to their defining property and service environment.
| Grade | Full Name | Defining Property | Primary Applications | Relative Cost |
|---|---|---|---|---|
| GP | General Purpose | Balanced stiffness + moderate impact | Housings, enclosures, consumer electronics, trim panels | Base (1×) |
| HI | High Impact | Izod impact up to 350+ J/m; elongation to 50% | Snap fits, living hinges, automotive bumper brackets, safety helmets | 1.05–1.10× |
| HR / HH | High Heat / High Temperature | HDT elevated to 95–110°C (vs ~85°C for GP) | Under-hood automotive, appliance components near heat sources | 1.15–1.25× |
| FR | Flame Retardant | UL 94 V-0 or V-2 certified; limited burn propagation | Electrical enclosures, IT equipment, breaker panels, appliance interiors | 1.20–1.40× |
| GF | Glass Fiber Filled | Stiffness increase 50–80%; reduces warpage and creep | Structural brackets, load-bearing supports, precision components | 1.30–1.750× |
| EP | Electroplating Grade | Controlled surface chemistry for metal adhesion | Chrome-plated automotive emblems, faucet handles, decorative hardware | 1.25–1.35× |
📋 REAL-WORLD SCENARIO: GRADE OVER-SPECIFICATION COST
Consider a purchasing group at a medium sized supplier of car interiors who switched to a General Purpose (GP) grade of ABS on their dashboard mounting brackets in lieu of a High Impact (HI) grade in an effort to shave $0.15/kg from raw material costs. Their first three runs came through perfectly. It was some six months later when warranty returns started to roll back: cracked tabs during winter installation of new components. The explanation was clear cut: GP grade elongation-at-break ranges from 10-20%; snap-fit brackets require the 40-50% elongation of hi grades to survive repeated assembly at cold ambient temperatures. $0.15/kg cost savings for a 20,000-t/yr run equated to $30,000 of cost. Warranty claims resulted in a direct loss of $3,000 with the associated reputation loss from faulty car parts costing yet more in other terms (and with some very unhappy automotive OEM clients). Choosing a grade is not a procurement activity; it is a specification requirement.
🔖 ABS GRADE DECISION MATRIX
Selecting the Correct Grade of abs in Under Two Minutes
Go through this short series of three questions: (1) Is the part in a situation that involves potential for impact or mechanical stress? (If Yes to this: at least HI grade); (2) Will the part operate in ambient temperature conditions exceeding 80 °C on a continuous basis? (If Yes to this: use HR or HH grade); and (3) Is the part a component, device, or located in or nearby electrically powered equipment that will require fire safety certification, e.g. UL94? (If Yes to this: use a FR grade with certified UL94 designation). (If none of the foregoing are ‘yes’, use GP grade).
Injection Molding vs Extrusion Grade
Does injection molding vs extrusion grade really matter?
This is by far the most frequently encountered mistake in ABS procurement. In many instances purchasing professionals believe injection molding grades and extrusion grades to be distinct categories of products that will require separately procured material and undergo distinct qualification procedures. This is not true. The current active classification standard (ASTM D4673-23) makes provision for either injection or extrusion application within the same structural framework, addressing these grade categories (GP, HI, HR, FR, GF etc) in either process form.
What then differentiates injection grade and extrusion grade resins? It is largely the Melt Flow Index (MFI or sometimes MFR) of the polymer, which is the measurement of how easily it flows under standard temperature and loading conditions (reported in grams per ten minutes, or g/10 min):
- For injection molding, the MFI is higher (10-30 g/10 min for a general purpose grade material): This is lower MW for quicker, lower pressure cavity fill and the formation of more intricate geometry features. A standard test run: ASTM 200C/5kg load.
- Extrusion and blow molding grade materials are typically run to lower MFI values (1-5g/10 min): this allows for improved melt strength as the resin emerges from the die, preventing sag and distortion in finished product profile.
Whenever you approach your supplier for ABS material pricing, make certain to obtain a Technical Data Sheet that specifies the MFI of the recommended resin and verify it against your expected process parameters. Many suppliers offer variations of their GP grade materials in the range of MWs discussed above, and you can, and should, take advantage of that when selecting the correct grade.
🔧 PROCESSING NOTE: ABS IS HYGROSCOPIC
ABS pellets attract atmospheric humidity…and in processing the result ruins the surface. It presents itself as streaks, gas traps (splay marks) and bubbles on finished part surfaces. It must be dealt with: Always dry your ABS pellets at 80 to 90°C for 2 to 4 hours, so that your target moisture content for processing, regardless of virgin, reclaimed or regrind, is less than 0.2%.
For opened batches stored at open air more than 48h, dry them up again. For any steady continuous process the hopper dryer is by far the cheapest investment for consistent parts quality.
If you have producers with both injection molding and extrusion lines that use the same ABS specification, the practical option is to qualify a single base resin family (GP or HI), and specify unique MFI callouts for the extrusion and injection molding processes. This limits the need to go to multiple suppliers for unique ABS based resins without sacrificing the performance requirements.
ABS vs PC, HIPS, and PP
ABS material positioning lies between Commodity Resin & Engineering Plastic-Cost-Performance positioning where relative comparisons versus comparable products such as PC, HIPS, and PP are fundamental to smart purchasing and product development. Purchasing and designing the “wrong material” leads to compounded cost and failure issues roughly 50/50.
| Property | ABS | PC | HIPS | PP |
|---|---|---|---|---|
| Heat deflection temp (HDT) | ~85°C (GP) | ~130°C | ~75°C | ~100°C (filled) |
| Impact resistance (room temp) | Excellent | Excellent | Moderate | Good |
| Surface quality / paintability | Excellent | Good | Good | Poor (needs treatment) |
| Chemical resistance | Moderate | Moderate | Moderate | Good |
| Processing ease | Very easy | Moderate | Easy | Easy |
| Relative cost (approximate) | Medium (1×) | High (1.8–2.2×) | Low (0.75–0.85×) | Low (0.70–0.80×) |
🔀 IF/THEN MATERIAL SELECTION FRAMEWORK
- IF your application can run continuously OVER 90C THEN PC or PC/ABS blend (not basic ABS)
- If you are need resistance to grease, oils, and fuels, then consider PP or chemical resistant Nylon
- IF component need plating or glossiness surface then ABS (GP or EP Grade) are used
- IF cost is the primary influence and the structural requirements are low THEN the, ‘High Impact Polystyrene’ (HIPS) will be the lowest-cost styrenic.
- IF YOU Require PC thermal performance with ABS processability at a lower cost THEN PC/ABS blend (which is used by manufacturers in the auto-interior space and for enclosures for your IT equipment)
- In absence of the other exceptions described, it’s very probable that the ideal starting material specification will be ABS GP
For applications combining high thermal requirements with good impact resistance — automotive interior trim, large appliance housings — a high-quality plastic pelletizing line can produce consistent PC/ABS blend pellets from properly sorted compound, delivering the combined property target without the premium of buying pre-blended compound from a compounder.
Virgin vs Recycled ABS Pellets
Is recycled ABS good enough for industrial use?
Short Answer: Yes, but… How to determine which is the best long answer is important as it impacts purchasing. When we believed that recycled ABS could not equal prime material, it really did apply to mix-stream regrind derived from commodity consumer products. It does not apply to clean, segregated and verified recycled ABS pellets from industrial streams.
Fact: Based on data from certified recyclers, “well-treated” recycled ABS – meaning processed with well-defined, pre-sorted inputs – recovers 75-85% virgin tensile strength. This isn’t just marketing speak: MGG Polymers (Austria), one of Europe’s largest electronics plastic recyclers, recently validated the performance characteristics of their “MGG ABS C7515” grade: their material gained UL-certified RTI (Relative Thermal Index) Impact of 80C and RTI Tensile of 95C – a substantial upgrade to many customer specifications aiming for 75C. This material is clearly not “lesser.”
The operative word here is certified. The difference in quality between certified recycled ABS and uncertified material is as big as the difference between virgin plastic and poor-quality regrind. What to consider when checking out a supplier of recycled ABS:
- UL 746D / UL 746S Recognition Industry standard for recycled plastics for electrical. It is necessary to undergo the 5-batch testing (post consumer), which includes fire resistance, impacts, tensile strength, HDT, dielectric strength. Pre-requisite for DL (pre consumer): QMS from ISO 9001.
- ISO 9001: Enjoys UL recognition. Validates a systematic quality assurance program and batch traceability required by any recyclers.
- GRS (Global Recycled Standard): Chain-of-custody certification that certifies recycled content % and origin. Being more and more demanded for OEM supply chains in the EU and North America.
- RoHS / REACH compliance declaration; This guarantees that recycled pellet will comply with substance restrictions across the European Union, always make sure to ask for declaration for SVHC specifically and don’t take the simple “RoHS compliant” letter.
📋 EU REGULATORY UPDATE — FEBRUARY 2025
Understand the 30% Recycled Content Rule: The Basics for ABS Purchasers
The new EU Packaging and Packaging Waste Regulation (PPWR) has become law in February 2025 and will be active in the market starting August 2026. This regulation specifies a minimum 30% content of recycled material on most types of plastic packaging. However, OEM customer contracts for electronics and automotive sub-assemblies, that require the use of plastics in an outer-casing or structural component, have already started percolating the requirements downstream, with several manufacturers requiring OEM parts that adhere to a similar, recycled content requirement for some years now.
Your qualification criteria when sourcing for ABS for EU-market will be based on the proof of the supply with recycled content and its’ verification by OEM.
📋 REAL-WORLD SCENARIO: UNCERTIFIED RECYCLED ABS FAILURE
An electronics contract manufacturer was quoted a price for recycled ABS pellets, 22% lower than the recycled virgin grade. The supplier provided a GRS certificate-but not UL Recognition or batch MFI. First article parts were within cosmetic and basic dimensions.
The third production run had failed its random pull sample to UL 94 V-0 flammability. Root cause: mixed-stream post-consumer electronics waste had added a significant level of non-FR ABS compound to the recycled blend, a contamination level the GRS audit cannot detect. The costs of the line purge, 48-hour production interruption, and premium freight on replacement material wiped out three months of savings.
The moral: A GRS certificate verifies the origin of the recycled content, but does not verify fire performance.
The supplier that will share actual Cpk data and allow you to sample boards is worth more than a low ball supplier any day of the week. Material cost is only 15 to 20% of a finished part cost, so every nickel saved in material cost gets wiped away by a 2% defect rate.
— Senior tooling engineer, Huangyan-based injection mold manufacturer (20+ years ABS processing experience)
At manufacturers running their own ABS plastic recycling lines, feed stock consistency remains the absolute biggest variation in resulting pellet quality. Kitech plastic pelletizing machinery is built to produce stable pellet geometry and bulk density from a variety of recyclate thermoplastics – an input direct control over how the mechanical property retention that buyers of certified recycled ABS expect can be assured. Die face cut versus water ring versus underwater pelletizing will impact on the morphology; here, we assess the plastic pelletizing systems for ABS recycling throughput sizes.
ABS Pellet Pricing Per Kilogram
The other exception to a commodity polymer buyers expectations of price stability and commensurate response is ABS resin. The three-monomer makeup means price fluctuations may originate in three independent petrochemical feedstock chains simulatenously. The following represent indicative benchmark ranges and the key variables which cause price movement in either direction.
| Material Type | Indicative Range ($/kg) | Key Variables |
|---|---|---|
| Virgin ABS GP | $1.20 – $2.20/kg* | Grade, volume, origin (China FOB vs Western spot) |
| Virgin ABS FR / HH grade | $1.80 – $3.50/kg* | FR additive system, UL certification status |
| Certified Recycled ABS (UL/GRS) | $0.90 – $1.70/kg* | Certification level, feedstock consistency, throughput volume |
| Uncertified Recycled / Regrind | $0.60 – $1.20/kg* | High risk — no property guarantee; Scenario 2 above applies |
*Indicative ranges as of early 2025. ABS prices are sensitive to fluctuations in the petrochemical feedstocks markets. Check current rates with your ABS suppliers and your commodity data provider (ICIS, ChemAnalyst) before constructing cost models.
The price driver chain is relevant to forward contracts. ABS resides downstream of three separate petrochemical chains:
- Acrylonitrile: build from propylene (LPG refinery stream) plus ammonia – gluts out on LPG and natural gas increases
- Butadiene: formed as a side product during ethylene steam cracker operations – jumps when naphtha crackers cut back runs
- Styrene: formed when dehydrogenating ethylbenzene – tracks benzene and ethylene fluctuations
When crude prices surge, there is generally a lag in the upward movement for these three feedstock streams, but that’s not a uniform shift, nor does it happen in tandem. Regional cracker maintenance schedules, shifts in supply-demand balances, and regional spot prices can all push ABS pricing away from a simple crude oil index. For bulk buyers minimizing their monthly spot changes, asking your supplier for a cost breakdown (demonstrating the commodity chunk) gives you a more realistic risk profile than tracking solely crude oil activity.
Transitioning to certified circular ABS whenever special requirements and technical feasibility permits has the dual benefit of minimizing your feedstock risk exposure to virgin-monomer-driven prices, while potentially alleviating your customer base of the EU-eligible recycled requirements. Total cost of ownership should also include the value of your blend as an eligible contributor to the EU recycled deadline.
7 Checks Before You Commit to a Supplier
The majority of your ABS pellet quality issues are evident before you run one kilo through your processing line. The following checklist ensures minimum due diligence procedures are met for all new ABS suppliers, or current suppliers when bringing a new product to market.
1. Gather a Certificate of Analysis (COA) and compare it with the Technical Data Sheet (TDS)
The COA is exclusive to a batch, the TDS is an indicative property range. Benchmark MFI, tensile strength, and density readings, with tolerances, against the published TDS. If your supplier refuses to produce the COA during purchase, keep shopping, and confirm all trademarks and lot numbers match what you expect to ship.
🌡️ 2. Test moisture content on arrival
ABS absorbs moisture. Before accepting pelleted material, verify that moisture levels are less than 0.2% to circumvent injection molding defects. Deploy the moisture analyzer on each new batch and each new shift in continuous operations. Levels over 0.3% cause the silver streaks which cannot be eliminated downstream without a full purge, at your expense.
🏆 3. Verify certifications independently
Eeurkif encapsulation data for electrical applications is only valid if sourced directly from UL’s Product iQ database. Include GRS transaction certificates and their antecedant GRS database watching. Confirm freshness and validity of ISO 9001 certification by subscribing to their on-line registry, and setting reminders to monitor validity periods to not let certificates expire without your knowledge.
4. Pay upfront for a qualification sample prior to large volume purchasing
An minimum order of 25 kg of pellets allows for a full production trial of incoming material: an incoming moisture check, drying run, injection run (or extrusion), and dimensional and visual inspections of test parts and some basic mechanical properties. Run the sample through the same machinery and tools you plan to run production through (i.e., not a test machine). A deviation from specifications that appears at this stage will cost nothing more than a failed run, rather than a production shutdown.
5. Require Cpk data and limit samples
A reputable ABS supplier will track the process capability (Cpk) on its manufacturing line and provide data that indicates the consistency of various property attributes, such as MFI, density, and mechanical test properties over multiple batches. A Cpk of 1.33 or higher for key properties demonstrates a tightly controlled manufacturing process. Limit samples are physical molded parts and pellets taken at the range boundaries for the property being tested. They can provide the manufacturer with a “gold standard” of sorts in the receiving QC lab, without investing in full laboratory instrumentation.
📄 6. Require RoHS and REACH documentation
The written substance compliance statement must provide a full list of substances that were tested, not just simply “complies”. The REACH SVHC statement confirms the absence of any SVHC at a concentration greater than 0.1 % (w/w). For recycled ABS used in product applications destined for sale in the EU, ensure you request the corresponding REACH SCIP Notification Number (required from Jan. 1, 2021). A single-sentence compliance statement is wholly inadequate at present.
🏭 7. Confirm shipping, storage, and shelf-life conditions
ABS pellets must be stored and shipped in air-tight bags/bulk containers that can block moisture. Inquire how the material is stored in the supplier’s warehouse – storing pellets for months on a humid loading dock prior to shipment can cause enough moisture ingress to require a prolonged drying period on-site before the materials can be run. Proper dry storage for sealed containers should be good for at least 12-24 months. Pay attention to the manufacturing dates shown on supplier’s Certificate of Analysis to confirm they actually produced the material, rather than shipped you material sitting in tropical storage for two years.
📋 REAL-WORLD SCENARIO: THE MOISTURE TRAP
A contract manufacturer sourcing ABS for food service equipment ordered a 25 kg production trial run from a new supplier, underbid by 30 cents/lb. The supplier’s COA was pristine, and the moisture content on the first shipment was within tolerance (e.g., < 0.2%). However, a second 2000 lb. delivery had a moisture content of 0.35%. The result: visible silver lines on all finished parts in the UV stage, only after molding had completed. This cost the manufacturer an extra day and a half of line time (for drying and troubleshooting) to identify and remedy. A singlepallet – about $200 cost – and one hour spent on the receiving floor with a simple handheld moisture analyzer would have flagged the issue immediately. Test incoming materials *before* you start the machine, not when it’s time to shut down.
For manufacturers operating their own recycled ABS pellet production, the plastic granulator machine upstream of the pelletizing line determines the quality and consistency of the pellet input. Granulator settings — screen size, rotor speed, knife clearance — directly affect bulk density and fines content in the final pellet, both of which flow straight into incoming QC results.
ABS Market Outlook 2025–2026
The ABS market is being tugged in two directions simultaneously: a steadily-growing legacy demand for automotive and electronics parts and systems, and a pull on virgin resin – through mandates, OEM sustainability targets, and recycled content economics – that is hastening adoption of certified recycled ABS.
Key market indicators for ABS buyers heading into 2025–2026:
- Recycled plastics market CAGR 7.35-8.6% (2026-2031): Recycled resin availability cannot at present match the accelerated demand growth. Certified recycled ABS supply is still constrained relative to virgin, so price discounts are not as generous as even astute buyers expected.
- Automotive recycled plastics CAGR 10.22% through 2031: The highest growth application for recycled content utilization, directly applicable to ABS which accounts for the lion’s share of interior automotive trim, interior systems, and housings.
- Asia-Pacific comprises 48.7% of the global recycled plastics market (2025): For ABS purchasing pain-points there is little no slack in the Asian supply chain, which supplies both virgin and recycled resin to most global apparel manufacturers: Chinese, Korean (LG Chem, Samsung SDI downstream), and Japanese (Toray, Techno UMG) producers.
- EU PPWR recycled content mandates (in force Feb 2025, applies Aug 2026): For European market sourcing, the 30% recycled content target isn’t a future risk – it’s tomorrow’s customer requirements. A prudent procurement strategy is to identify the key qualification suppliers before the start of mandatory compliance in August 2026.
- Advanced / chemical recycling growing at 8.71% CAGR: Chemical-recycled ABS (dissolution, pyrolysis) pilots are advancing towards commercial scale in 2025-2026. The quality and consistency of their output could surpass that of mechanical recycled resin, and if early supply chains get ahead of the other buyers will win priority access to this limited resource.
Medium term outlook: virgin ABS prices will correspond to fluctuating petrochemical input costs; certified recycled ABS prices will depend more on material collection and processing stack-out capacity. As a purchasing strategy for raw materials, that means being able and willing to both sample virgin and recycled streams, qualify those processes, and adapt-to-demand contracts that toggle between grades.
Frequently Asked Questions
What is the difference between ABS pellets and ABS filament?
Pellets are an industrial product: a molten plastic free of additives or colorants as it’s discharged from the polymers manufacturing process, pumped into a multitude of bulk packaging and shipped to molding, extruding, or downstream process plants. Filament is a consumer grade product: ABS pellets are screened, heated, melted, shaped through a fixed-die to settle on a diameter, drawn through a gauge to hold tolerances, spooled, often dyed, and then sold for 3D printing. $15-$50/kg for filament used in desktop FDM 3D printers, vs less than $2/kg for pellets used on industrial extruding and injection molding machines – that price differential partly accounts for the consumer convenience premium, partly the downstream processing labor.
Can ABS pellets be used directly for 3D printing?
Yes, but only with pellet fed 3D printing systems (pellet extruder heads or industrial FDM machines). Common desktop FDM 3D printers need filament. Pellet fed systems are used for large-format printing, industrial prototyping – they have significant material cost benefits when compared to filament for the required hardware capital outlay. For research or low volume production, some 3D printer operators create their own filament from pellets with a desktop filament extruder – this is more difficult to hold a diameter tolerance of 0.05 mm than commercial filament manufacturing.
What is the minimum order quantity for ABS pellets?
Minimum order quantities: spot trading platform suppliers provide 25-50 kg for qualification samples; regional distributors start at 250-500 kg per grade; manufacturer direct and long term supply contracts start at 5-20 metric tonnes per order. For bulk purchase decisions FOB pricing often applies at approximately 5 tonnes, container load economics at 20+ tonnes. Pricing trial samples should be obtained separately from production supplies – a good supplier will make a friendly exception for a small 25 kg test batch before larger orders.
How do you dry ABS pellets before processing?
Dry ABS at 80-90C for 2-4 hours in a dehumidifying hopper dryer, usually aspirator-powered – the aim is to reach water content less than 0.2%. Oven drying (tray dryer) is used for small batch production but the pellets will need to be distributed on a tray in a thin layer to ensure even heating. Do not dry by hot-air oven without a moisture extraction system as this movement of humid air is less efficient. Re-drying is necessary if the material has been in an opened bag for more than 48 hours. Keep the dried pellet in a closed transfer vessel or sealed feed hopper to prevent re-absorption before processing.
What ABS grade is ideal for automotive interior parts?
Automotive interior applications typically specify either ABS HI (High Impact) or HR/HH (High Heat) grade, depending on expected service temperature. Door panels, dash components, cluster surrounds are reliant on impact grade. Direct adjacent or ducted (HVAC) areas require industrial high temperature grades such as HR or a PC/ABS mix. Sun-facing (if no glass roof) use demarcates higher HDT grades. Cosmetic and grommet style parts often use electroplating grades – get automotive OEM approval on material certification list (AML) before selections.
Can ABS pellets be recycled?
Yes – ABS can be mechanically recycled. Post-industrial ABS (off-tool, production scrap) makes the highest-quality general feedstock for mechanical recycling as this is the cleanest feedstock: known grade, no dirt, consistent sizing. Post-consumer ABS (computers, EOL automotive components) require sorting, cleaning and testing prior to pelletizing. The processing steps include shredding, washing, drying, melt-compounding, and pelletizing – the OEM quality ABS pelletizer is by far the most important component to get good recycled pellet marketability.
What is the shelf life of ABS pellets?
Adequately sealed and stored ABS pellets typically have a nominal shelf life of 24 months from date of manufacture under normal storage conditions (15-25 C, rH below 60% and away from UV and chemical fumes). ABS properties are not significantly impacted within this period if stored properly – the main concern is moisture absorption, not property loss, thus an opened package in a space with high humidity, or long periods in storage, will have a shortened shelf life. Confirm date in the COA or on the label with your anticipated usage schedule, the material may be several months old, and should be dried and tested prior to use in a critical application.
KITECH RECYCLING EQUIPMENT
Building a Recycled ABS Pellet Production Line?
Kitech designs, builds and supplies engineered plastic pelletizer systems optimised for ABS and other engineering thermoplastics – strand, underwater die face and water ring pelletizers for recycling plants from 100kg/hr to 2,000kg/hr.