
Get in touch with Kitech Company
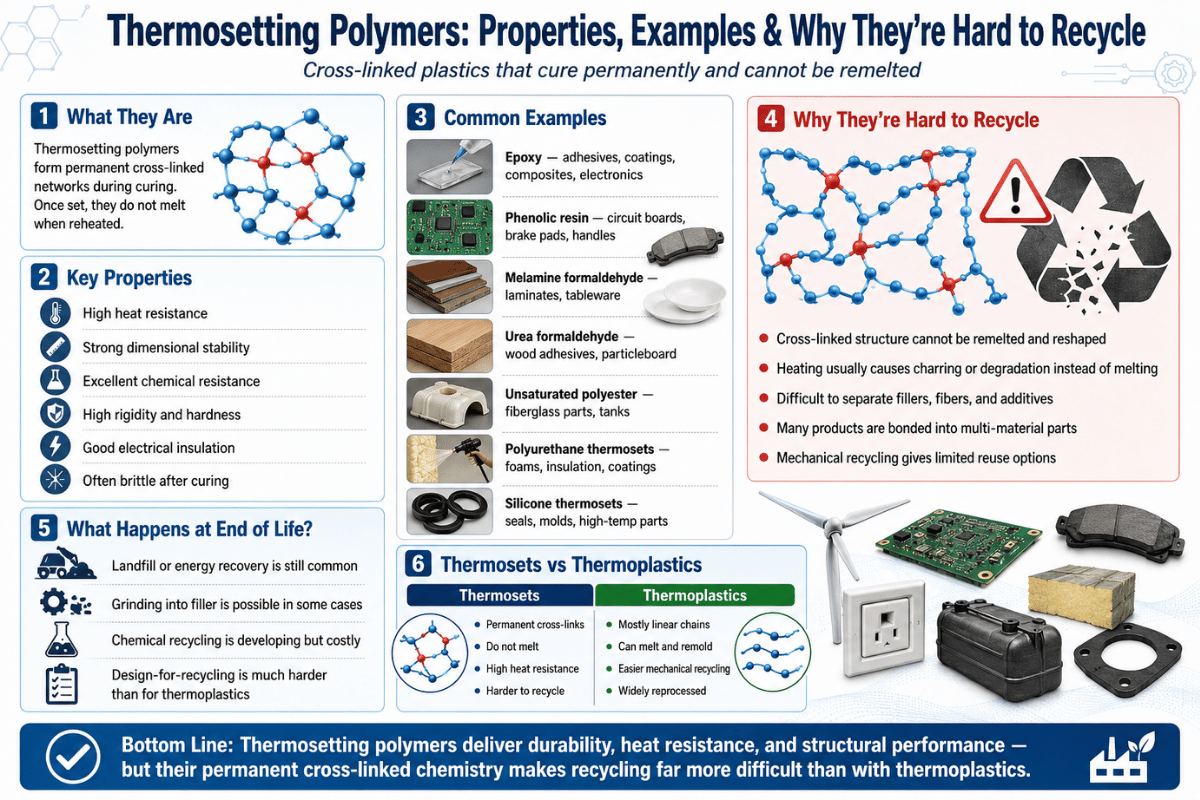
A thermosetting polymer (or ‘thermoset’) is a plastic which is cured to a permanently hard 3-D network of cross-linking. This means they cannot be remelted/reshaped/re-melt re-cycled by heat, as they char/burn away long before flow occurs. Thermosets include epoxy, phenolic (Bakelite), polyester resin, polyurethane, melamine, urea- formaldehyde and vinyl ester.
Along with thermoplastics (which can be re-melted dozens of times), thermosets are one of the two main types of plastics family. The following pages explore the chemistry of this family, the seven ‘typical’ thermoset plastics, the property data engineers really want, and the central engineering trade-off: thermosets give heat resistance, dimensional stability and adhesion strength – but can’t be re-cycled.
Quick Specs — Thermosetting Polymer at a Glance
| Polymer class | Thermoset (3D crosslinked network) |
| Curing | Irreversible, exothermic chemical reaction |
| Glass transition (Tg) | 100–250 °C (resin-dependent) |
| Max continuous service temperature | 120–300 °C (phenolic and BMI reach the upper end) |
| Recyclable by melt processing | No — only mechanical grinding, pyrolysis, solvolysis, or vitrimer redesign |
| Common examples | Epoxy, phenolic, polyester, polyurethane, melamine, urea-formaldehyde, vinyl ester |
| Reference standards | ASTM D7028 (Tg by DMA), ISO 11357 (DSC), ASTM D2583 (Barcol hardness) |
What Is a Thermosetting Polymer?

A thermosetting polymer – also known as a thermoset polymer – is a polymer that becomes irreversibly hard upon the application of heat or the addition of a chemical catalyst causing cross-link formation between its polymer chains. This term is traditionally used by most engineers as an umbrella term to describe what they usually refer to as thermosetting plastics: these include epoxies, phenolics, polyester resins and the entire range of cured composite matrices employed in aerospace, marine and electronic engineering etc.
What defines a thermoset’s life is the cure. When poured, sprayed or laid in place as a liquid or a syrupy prepolymer (resin + a hardener, sometimes a catalyst), heat or an initiator cause a chemical reaction in which covalent bonds form between neighboring polymer chains. What emerges is a single, huge molecule with no melting point which materials scientists describe as infusible and insoluble.
Unlike a thermoplastic resin which can be melted again and formed into new shapes, a thermoset’s covalent crosslinks must be broken (which destroys the material) in order to flow.
Irreversibility is the sole factor accounting for nearly all of the property distinctions between a thermoset and its thermoplastic sibling. Cross-links withstand high temperature, hold shape under load, and keep solvents from dissolving the network — the same chemistry that enables high-temperature service in environments where any thermoplastic would soften. They also make the part impossible to remelt — the chemistry that confers a phenolic resin with its 250 °C service temperature is the same chemistry that sends a worn-out wind blade to landfill. The Wikipedia entry on thermosetting polymer compiles the IUPAC-aligned definition and the historical naming variants.
How Thermosetting Polymers Are Made: The Curing Process
Thermoset manufacturing centers on three cure stages. The initial unreacted state, called the A-stage, is a low viscosity liquid or flexible solid which feeds into the mold and wets out the reinforcing fibers. As the resin polymerizes, it moves toward the B-stage; a partially crosslinked nonflowing gel that still is flexible.
Once fully converged, the C-stage is inelastic, infusible, and dimensionally stable. That ABC sequence is what every layup shop, RTM line, and SMC press is trying to control.
How are thermosetting polymers made?
Three production routes predominate. Compression molding: arranges a charge of pre-mixed resin and reinforcement between heated platens. This is common for the SMC (sheet molding compound) body panels for autos and the brake components for high-speed brakes. Resin transfer molding (RTM): Injects a low-viscosity resin into a closed mold, pre-loaded with dry fiber pre-forms. Parts have a high degree of finish and are better controlled for fiber volume. Hand/ vacuum-bag lay-up: the main workhorse for large, mostly flat parts such as boat hulls and wind tunnel blades; high labor cost is irrelevant given the part size. Injection molding for thermosets is also possible, though different from thermoplastics (cold runners and hot tools rather than vice versa) so as not to cure prematurely in the barrel.
📐 Engineering Note — Cure measurement
Progress of cure is tracked by the rising glass transition temperature (Tg), measured per TA Instruments’ DSC/DMA methods aligned with ASTM D7028 and ISO 11357. A standard epoxy prepreg may reach Tg ≈ 130 °C after a 2-hour cure at 121 °C and Tg ≈ 180 °C after a post-cure at 177 °C. Thermosets with insufficient cure will tend to present lower than expected Tg, low chemical resistance and higher than expected creep. Such failures often don’t appear until weeks or months after part delivery.
Key Properties of Thermosetting Polymers

A crosslinked matrix provides thermosets with their recognisable property profile: low creep, dimensional stability under load, strong adhesive bonding to fibres, high-temperature heat resistance, chemical resistance, and excellent electrical insulation. They are also paid for with brittleness, long cycle times (5–30 minutes), and inability to be recycled via remelting. Rapid heat-up can cause part cracking from cure exotherm if the cycle is not controlled.
✔ Advantages
- While less ductile than either metals or thermoplastics, the properties of the cross-linked network makes them desirable where high temperature service properties are required. Imparted by the following:
- Higher continous service temperatures than most thermoplastics (up to 300 C for phenolic, 250 C for BMI).
- Strong adhesion to glass, carbon, and aramid reinforcing fibres
- Dimensional stability under load – does not creep at elevated temperature once cured.
- Chemical resistance to fuels, hydraulic fluids, and many solvents
⚠ Limitations
- Offers excellent electrical insulation: dielectric strength is typically 14-20kv/mm for cured epoxies.
- Tough and brittle in pure form – toughened with rubber or thermoplastic blends in aerospace grades.
- Slow cycle times (5-30 mins) compared with thermoplastic injection molding (seconds).
- Shelf-life and pot-life constraints for prepregs and two-part systems
- Cannot be melt-recycled – end-of-life options are limited and expensive.
Are thermosetting polymers brittle?
Pure cured thermosets are more brittle than ductile metals or rubbery thermoplastics — the crosslink density that delivers heat resistance also reduces strain-to-failure. Aerospace-grade epoxies are typically toughened with carboxyl-terminated butadiene-acrylonitrile (CTBN) rubber or with thermoplastic additives such as polyethersulfone, raising fracture toughness (KIC) from roughly 0.6 MPa·m1/2 for a neat epoxy to 1.5–2.5 MPa·m1/2 for a toughened grade. In a fibre-reinforced composite, the matrix’s brittleness matters less than the fibre architecture and interfacial strength.
7 Common Thermosetting Polymer Examples

Although the thermoset family is wider than most lists suggest, seven resins account for the vast majority of commercial volume. Each has a chemistry, a service-temperature window, and a set of applications that map cleanly onto buyer questions.
| Resin | Tg / Service Temp | Year of First Use | Primary Applications |
|---|---|---|---|
| Epoxy resins (DGEBA + amine hardener) | Tg 120–220 °C / service 120–180 °C | 1936 (Castan) / 1947 commercial | Aerospace prepregs, wind blade matrix, electronics encapsulation, structural adhesives |
| Phenolic / Bakelite (phenol-formaldehyde) | Tg ~170 °C / service up to 300 °C (charring) | 1907 (Baekeland) | Electrical insulators, plug sockets, brake friction materials, ablative heat shields |
| Unsaturated polyester (UPR) | Tg 70–110 °C / service 60–95 °C | 1937 commercial | Fibreglass boat hulls, automotive SMC body panels, bath/shower units |
| Vinyl ester | Tg 100–140 °C / service 80–120 °C | 1965 commercial | Corrosion-resistant tanks, FRP pipe, marine secondary structure |
| Polyurethane (thermoset) | Tg varies widely / service –40 to +120 °C | 1937 (Bayer) | Rigid foams, casting elastomers, automotive RIM panels, coatings, adhesives |
| Melamine-formaldehyde | Service to ~120 °C, scratch-resistant surface | 1933 commercial | Decorative laminates (countertops), dinnerware, surface coatings |
| Urea-formaldehyde | Service to ~80 °C | 1929 commercial | Particleboard and MDF binder, textile finishes, low-cost moldings |
What is an example of a thermosetting polymer?
Bakelite — the phenol-formaldehyde resin patented by Belgian-American chemist Leo Baekeland in 1907 — is the canonical example, and it remains in use today for electrical insulators, plug sockets, and brake-friction materials. The American Chemical Society’s Bakelite landmark documents the discovery and the patent timeline (granted 7 December 1909). Bakelite was the first fully synthetic plastic, and it is also a thermoset — meaning it formed the template for the entire family of cured-network materials that followed. For broader industrial context, see our guide to the seven plastic resin codes.
Thermoset vs Thermoplastic: The Critical Difference

Thermosets and thermoplastics differ in one molecular feature that drives every other property: chain connectivity. Thermoplastics consist of long, individually separate polymer chains held together by weak intermolecular forces — heat them and the chains slide past each other, so the material softens and flows. Thermosets in the cured state are not chains at all; they are a single, covalently bonded network — infusible and insoluble. Heat does not unlock the bonds; it eventually breaks them by chemical decomposition, which is destruction, not melting.
| Dimension | Thermosetting Polymer | Thermoplastic Polymer |
|---|---|---|
| Molecular structure | 3D covalent network | Linear or branched chains |
| Response to heat | Chars or burns; does not melt | Softens and flows; can be remelted |
| Recyclable by melt processing | No | Yes — see our melt-recyclable thermoplastic guide |
| Typical max service temp | 120–300 °C | 60–250 °C (engineering grades) |
| Cycle time | Minutes (cure-limited) | Seconds (cooling-limited) |
| Stiffness retention at temperature | High (limited creep) | Drops above Tg or Tm |
| Common examples | Epoxy, phenolic, polyester resin | PET, HDPE, PP, ABS, PC |
A practical decision rule: if your part needs to keep its shape under prolonged heat and load, or carry a high-strength fibre composite, a thermoset is the matrix. If your part needs to be molded fast, recycled at end-of-life, or repaired by remelting, a thermoplastic wins. This split lines up with how plants are tooled — pelletizing equipment exists for thermoplastics; thermoset waste streams need different machinery and chemistry entirely.
Applications by Industry: Where Thermosets Are Used
Thermosets make their appearance when either heat, load of the component, or a need for insulation make a thermoplastic unsuitable. The trend by industry can be identified very easily once you know what to look for.
| Industry | Typical Thermoset | Where it appears |
|---|---|---|
| Aerospace | Toughened epoxy | Carbon-fibre reinforced primary structure (wing skins, fuselage panels) |
| Wind energy | Epoxy + glass fibre | Turbine blades up to 100 m long; pilots now use recyclable epoxy systems |
| Automotive | Polyester SMC, polyurethane RIM, phenolic | Body panels, hood liners, brake friction pads, electrical components |
| Electronics | Epoxy (FR-4), phenolic | Printed circuit boards, encapsulants, connectors, plug sockets |
| Marine | Polyester resin, vinyl ester | Boat hulls, fuel tanks, deck structures |
| Construction | Urea-formaldehyde, melamine, polyurethane | Particleboard binders, laminates, insulation foam |
| Consumer goods | Melamine, phenolic | Dinnerware, pot handles, billiard balls (yes, still phenolic) |
Scenario – wind blade end-of-life: A 65-metre Vestas V112 blade installed in Iowa in 2010 is now nearing the end of its design life. The blade is approximately 16 tonnes of glass-fibre-reinforced epoxy. Mechanical recycling would involve chipping the blade into materials suitable for use as a cement-kiln fuel; pyrolysis could re-generate some of the glass fibres at 500–600 C; and landfill would still be the cheapest option in most US states.
This blade was designed to with stand 25 years of cyclic loading; however at no point through out its design process was its end-of-life route specified. That is the story of the entire thermoset recycling conundrum.
Why Thermosetting Polymers Are Hard to Recycle
Of the 158 million metric tonnes of chemicals (polymers and resins included) produced globally each year, a 2024 Royal Society of Chemistry study by Uekert and colleagues reports that only about 10% are recycled. Within that figure, thermosets are the worst-performing category — recovery rates for cured thermoset waste are estimated below 1% in most jurisdictions. This is not a logistics or sorting problem. It is a chemistry problem with three independent barriers.
The 3 Chemical Barriers to Thermoset Recycling
- Covalent crosslinks are the most heat resistant, with the same bonds used to hold together neighboring chains as within each chain. Because you can’t melt and reshuffle the network without burning it, melt pelletizing workhorse of thermoplastic recycling does not apply.
- The cured network is insoluble. Cured epoxy, phenolic and polyester resins are not soluble in any normally available, industrially viable solvent system below their thermal degradation temperature. Some chemical attack is possible in the labscale systems of solvolysis but the energy and chemical cost is generally greater than the value of the recovered material.
- The thermosets are predominantly heterogenous. Most of the thermoset components are filled or fibre reinforced. Extracting resin from the much more durable glass fibre, or high strength carbon fibre, or mineral fillers introduces an extra stage in processing which would by and large make cost-effective recovery impossible.
This effectively leaves four feasible end-of life pathways, each one is clearly defined in terms of application:
- Mechanical grinding: (Note that when this process occurs in the shop/plant surface treatment or in the field, it is often called ‘chip curing. Resin-impregnated chips are reclaimed and mixed with fillers for new composites (to be ground up again), as fuel/ filler for cement kilns. When re-incorporated into virgin material, the composite may loose 30-50% of its mechanical strength.This is best suited for large fibre-reinforced parts.
- Pyrolysis- decomposition in oxygen free atmosphere at 500-700 C to recover fibres + a fuel grade oil. Works for carbon-fibre composites where use of fibre justifies energy cost.
- Solvolysis chemical depolymerisation in supercritical fluids or specialised reagents. Allows higher-value fibres and monomers to be recovered, but capital and reagent costs prohibit deployment on a commercial scale.
- Vitrimer rerouting – replace purely static cross-links with bonds that can be exchanged at some temperature. Covered in later section. Needs to reformulate the resin upstream – not a solution for recycling thermoset waste.
⚠️ Common Mistake
A widely shared thread on r/AskEngineers argues that “plastics recycling is a PR scam.” The argument is correct for thermosets and for most contaminated mixed-resin streams. It is wrong for clean, single-resin thermoplastics — PET bottles, HDPE drums, PP woven sacks — which are routinely melt-recycled into pellets at industrial scale. Confusing the two categories is the most common reason buyers misjudge what their plastic waste is actually worth.
If your waste stream is thermoset, route it to mechanical grinding, pyrolysis, or solvolysis depending on the part value. If your waste stream is thermoplastic, the path is melt processing — see our mechanical vs chemical recycling comparison, our reference list of which plastics are actually recyclable, and Kitech’s thermoplastic pelletizing equipment for the resin codes that genuinely close the loop.
Emerging Recyclable Thermosets: Vitrimers and Covalent Adaptable Networks

Chemistry that locks thermoset waste into landfill is being rewritten. The introduction of vitrimers and covalent adaptable networks (CANs) replaces the permanently crossedlinked structure with exchangeable covalent bonds at elevated temperature. These act as a reversible crosslink below the exchange temperature.
Ability to dissolve or re-form the structure is achieved at temperatures above the exchange. in a similar way to a thermoplastic.
Recent reviews — including a 2024 vitrimer review at the National Library of Medicine and a 2024 dynamic covalent chemistry review in ACS Chemical Reviews — catalogue dozens of bond-exchange mechanisms, from transesterification to vinylogous urethane exchange. A parallel Wiley review on circular polymer materials documents the upcycling pathway from existing thermosets to dynamic-bond systems.
Wind energy is the fastest commercial mover. Vestas’s CETEC programme (Circular Economy for Thermosets Epoxy Composites) announced a chemical process in 2023 that recovers epoxy resins from end-of-life blades; current Vestas turbines are 85% recyclable, with a stated 100% target by 2040. Siemens Gamesa shipped its RecyclableBlade commercially in 2021 — the first wind blade designed for end-of-life resin recovery. Regulation is the market driver: EU landfill bans and the Ecodesign for Sustainable Products Regulation (ESPR) coming into effect through 2027 force product-level recyclability disclosure.
If you specify thermoset parts on a 5-year procurement horizon — composites, encapsulants, foams, structural adhesives — start asking suppliers about vitrimer-grade resins now. 2024 chemistry sits at pilot scale; by 2027 it is likely to be a procurement requirement, not an option.
Frequently Asked Questions
Q: What is the strongest thermosetting polymer?
View Answer
By tensile strength of the cured matrix alone, toughened aerospace epoxies reach roughly 80–100 MPa. By practical measure, the “strongest” thermoset in service is almost always a fibre-reinforced composite — a carbon-fibre-epoxy laminate can hit 1,500–2,000 MPa tensile strength along the fibre direction, dwarfing the matrix on its own. Bismaleimide (BMI) and cyanate ester resins outperform standard epoxy at temperatures above 200 °C.
Q: Are thermosetting polymers biodegradable?
View Answer
No. The most common thermosets — epoxy, phenolic, polyester, polyurethane — are not biodegradable. Their crosslinked networks resist enzymatic and microbial attack. A few bio-based thermoset chemistries (lignin-based phenolics, plant-oil epoxies) are under research, but biodegradation is not a commercial end-of-life pathway. Do not specify “biodegradable” thermosets without a third-party standard test result.
Q: Why are thermosetting polymers used as electrical insulators?
View Answer
Three reasons combine. First, their dielectric strength is high — typically 14–20 kV/mm for cured epoxy. Second, the crosslinked network does not soften at ordinary service temperatures, so the insulator keeps its shape under thermal load. Third, thermosets resist creep under sustained mechanical stress, so a phenolic plug socket holds its terminals in place for decades.
Q: Do thermosetting polymers have a melting point?
View Answer
No. A cured thermoset has no true melting point because the covalent crosslink network has no chains to slide. Heating beyond the decomposition temperature (typically 300–500 °C) causes chemical breakdown — charring, gas evolution, eventual combustion — rather than melting. A closer property is the glass transition temperature (Tg), which marks a softening from glassy to rubbery, not a melt.
Q: Can thermosetting plastics be remoulded?
View Answer
Cured thermosets cannot be remoulded by heating. The crosslinks are permanent. The only ways to reshape a cured thermoset part are to grind it for use as filler, decompose it chemically (solvolysis or pyrolysis), or — for newly designed parts — specify a vitrimer resin whose dynamic bonds allow controlled bond exchange at elevated temperature.
Q: What is the largest application of thermosetting polymers?
View Answer
By tonnage, urea-formaldehyde and phenolic resin used as wood-panel binders (particleboard, MDF, plywood) account for the largest single end-use of thermosetting polymers globally. By value, aerospace and wind-energy epoxy composites command the highest per-tonne pricing — a kilogram of aerospace-grade prepreg can sell for many times the price of commodity wood adhesive.
About This Analysis
Authored by the Kitech Recycling editorial team. Our own manufacturing emphasis is on thermoplastic recycling equipment pelletizers, washing lines and shredders meant for PET, PE, PP, and HDPE – never thermoset chemistry. The thermoset data herein is sourced from publicly available literature rather than first hand brand testing; the recycling-process guidance is based on direct client interactions in thermoplastic waste stream management in over 80 countries.
Searching for thermoset plastics that have flexible processing temperatures which you can re-melt and pelletize?
References & Sources
- Thermosetting polymer — Wikipedia (IUPAC-aligned definition and historical naming)
- Leo Hendrik Baekeland and the Invention of Bakelite — American Chemical Society, National Historic Chemical Landmarks
- Understanding Rheology of Thermosets (PDF) — TA Instruments, application note AAN015
- Mapping the end-of-life of chemicals for circular economy (Uekert et al., 2024) — RSC Sustainability, Royal Society of Chemistry
- Vitrimer as a Sustainable Alternative to Traditional Thermoset (2024) — National Library of Medicine (PMC)
- New Advances in Covalent Network Polymers via Dynamic Covalent Chemistry — ACS Chemical Reviews, 2024
- Toward Circular Polymer Materials and Manufacturing — Macromolecular Rapid Communications, Wiley, 2024
- National Overview: Facts and Figures on Materials, Wastes and Recycling — U.S. Environmental Protection Agency
- Can wind turbines be recycled? (CETEC programme) — Vestas Wind Systems
- RecyclableBlade — Siemens Gamesa
Related Articles
- Thermoplastic Recycling: Complete Guide to HDPE, PP, PVC, ABS and PS — the recyclable counterpart to this guide
- Types of Plastic: All 7 Resin Codes Explained
- Recyclable Plastics: What Can and Can’t Be Recycled
- Mechanical vs Chemical Plastic Recycling: Which Pathway, When
- Plastic Pelletizer: Equipment Selection and Cost Guide
- Circular Economy for Plastic: Where Manufacturers Stand in 2026







