
Get in touch with Kitech Company
Plastic Shredder Buyer’s Guide: How to Choose the Right Type, Size, and Budget for Your Recycling Line
Choosing a plastic shredder is one of the highest-stakes equipment decisions in any recycling plant. Got the wrong type, and it stalls your whole line; get the wrong size, and you’re burning profit on inefficiency. Here are the six questions that will tell you which kind of machinery offers a profitable choice, and which will become a crushing bottleneck: what kind of material do you have, what size do you need, exactly what does the machine cost in five years, how do you maintain the rotor and blades, and what safety certifications does the manufacturer demand before setting down a purchase contract.
Quick Specs: Industrial Plastic Shredders
| Shredder Types | Single Shaft / Dual Shaft / Granulator |
| Rotor Speed Range | 15–500 RPM (type-dependent) |
| Typical Output Size | 6–150 mm (screen-dependent) |
| Motor Power Range | 37–275 kW |
| Throughput Range | 0.3–3.0+ T/hr |
| Price Range | $25,000–$250,000+ |
| Key Standards | CE, UL, CSA, ISO 9001 |
Why Size Reduction Is the Bottleneck of Every Plastic Recycling Line
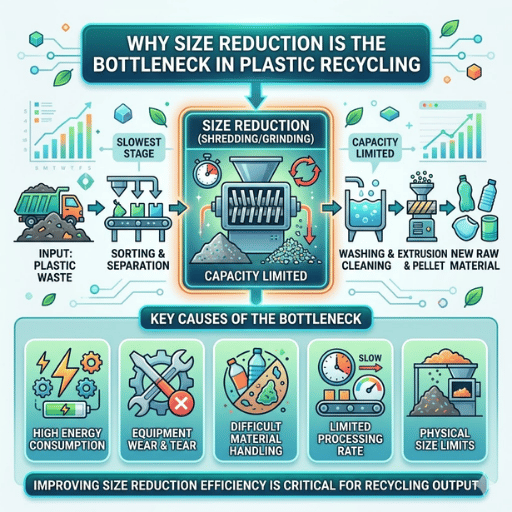
Pelletizer performance depends on upstream performance, and the best pelletizer in the world is irrelevant if upstream size reduction results in a clogging pain. Every industrial plastic recycling line is composed of what’s called a process chain, and the process chain always follows the same basic sequence: size reduction, wash, dry, granulate, pelletize. Each step has an optimal throughput ceiling, and the pressure 9 out of 10 times for plastic recycling is always on the first step—that is, reducing the size of the material.
Here is how it works: high-torque, slow-RPM rotor—shredders typically run at 40 to 80 RPM—blows the material past cutaway blades and into a sizing screen. Open screen apertures will determine what particle size emerges from the system: 10 mm would be considered very fine, and 80 mm very coarse. A too-fine output would lead to very high volumes of oversize debris clogging wash tanks, whereas a too-coarse output generates excess by-products.
Cascade effects are a predictable efficiency killer: a shredder that’s rated for 0.75 T/hr which is, say, designed to run at 30 RPM will barely be able to do even 0.50 T/hr if its motor over loads every other minute in a 10-hour shift. For every hour that machine is brought to a halt, the other equipment in the line—washer, dryer, and pelletizer—also stalls for the same length of time.
💡 Real-World Example
A plastic recycling operator in the Philippines manually cuts HDPE cars, trucks and crates to size before feeding a friction washer rated at 2.0 T/hr throughput and a likewise- rated pelletizer. But the wash line never generated more than 0.90 T/hr because manual cutting could not match the breakaways. Installing a 75kW single-shaft shredder rated for 2.0 T/hr in the size reduction step increased downstream throughput to 1.80 T/hr and allowed the system to crush 200,000 T/year. Size reduction for this recycler was always the bottleneck; once it was fixed the machine paid for itself in less than a year through better throughput.
Knowing how to analyze the process bottleneck is your first step on the road to selecting the right size reduction machinery. Next question: what kind of size-reduction machine do I need?
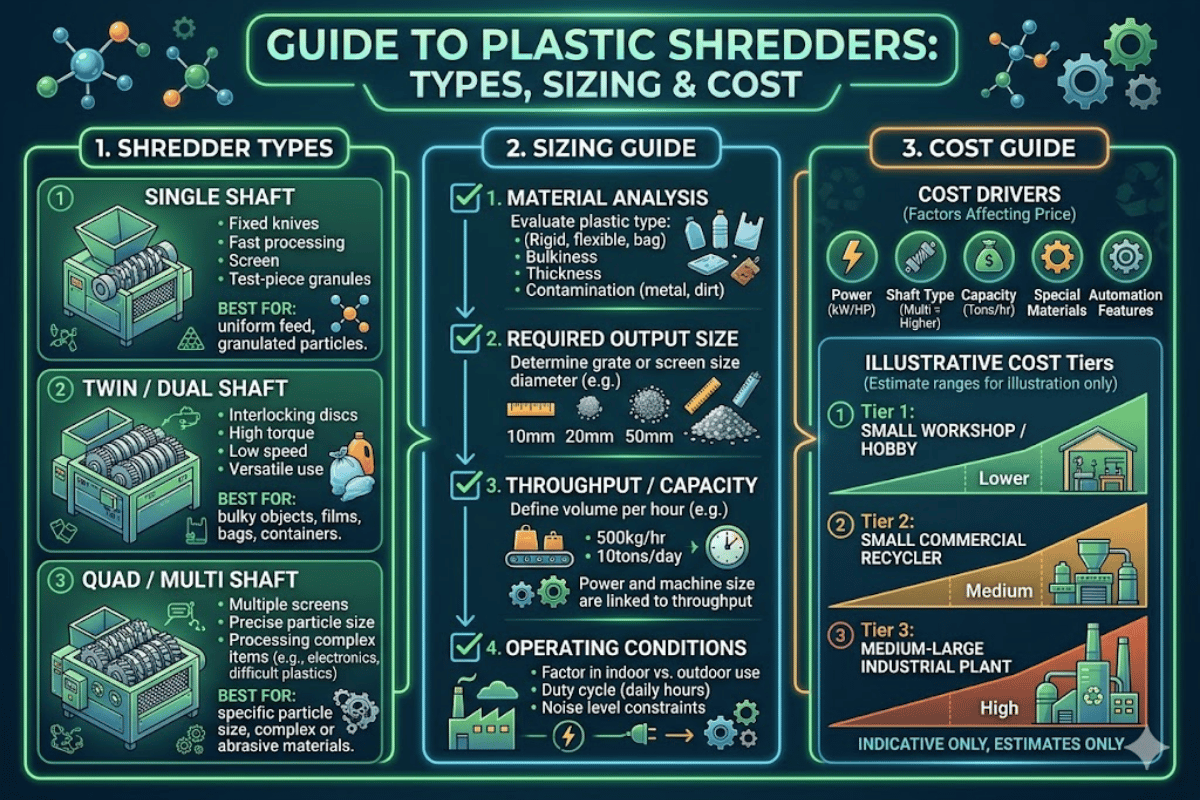
Single Shaft vs Dual Shaft vs Granulator: How to Choose the Right Type

Certainly, it would be easy to settle on a single machine design for plastic size reduction, but in reality choosing the wrong design can cause perpetual headaches. Plate, single shaft, twin shaft or continuous flow; which one is right for your operating circumstances? The table below compares commercial single shaft and twin shaft machine designs, with representative specifications so you can see how the various types would perform in a typical process environment.
| Parameter | Single Shaft Shredder | Dual Shaft Shredder | Granulator |
|---|---|---|---|
| Rotor Speed | 60–80 RPM | 15–40 RPM | 300–500 RPM |
| Torque Profile | High (hydraulic ram assist) | Highest (counter-rotating shafts) | Moderate (speed-dependent) |
| Output Size | 20–80 mm (screen-controlled) | 30–150 mm (no screen, shear-cut) | 6–12 mm (precision screen) |
| Motor Power (typical) | 37–200 kW | 22–160 kW (2× motors) | 30–132 kW |
| Best Material Fit | Rigid HDPE, PP crates, purging lumps, thick-wall rejects | Baled mixed plastics, drums, IBC containers, oversized items | PE/PP film, PET bottles, clean regrind |
| Feed Mechanism | Hydraulic ram pusher | Gravity / conveyor belt | Gravity / conveyor belt |
| Noise Level | 75–90 dB(A) | 70–85 dB(A) | 85–100 dB(A) |
Single shaft shredders are the workhorse of rigid plastic recycling. Hydraulic ram pushes material against a rotating shaft with removable cutting blades. A sizing screen located below the rotor gate breaks the output—material keeps circulating in the cutting chamber until pieces are small enough to pass through the opening.
This single shaft plastic shredder design belts thick-wall HDPE bottles, containers, crates, and boxes made of PP, ABS or similar material, and even push-out lumps that would stop a granulator.
A dual shaft shredder is designed to operate at the maximum torque at the minimum rpm. It has two shafts turning in opposite directions and fitted with some form of shear cutters that are spaced so they will intermesh. Material is sheared against a counter shaft assembly with no sizing screens, resulting in large lumps with a rough 30-150mm size distribution.
They are ideal for primary volume reduction of bulky, oversize material e.g. bales of post consumer waste, 200-liter drums, IBC’s before final size reduction with a second stage machine.
Granulators run at 300-500 RPM and provide the highest quality result: 6-12mm flakes for extrusion. They are the used for clean, pre-sorted streams – PE / PP film, PET bottles, post-industrial regrind etc. – where the stream is fine enough for the high speed cutting blades of the unit to handle without showing excessive torque. For film types a specific plastic film shredder with having a broad cutting chamber and wear resistant anti‐Wrap Rotor geometry will give the more optimum result.
Material-to-Machine Decision Matrix
| Your Material | Target Output | Recommended Type |
|---|---|---|
| PE/PP film, PET bottles | 6–12 mm flakes | Granulator (one-stage) |
| Rigid HDPE, PP crates, ABS | 20–50 mm for washing | Single shaft shredder |
| Baled mixed plastics, drums | 30–80 mm coarse reduction | Dual shaft shredder |
| Mixed rigids → extrusion pellets | 6–12 mm final | Shredder + Granulator (two-stage) |
What is an easy, yet costly mistake: a granulator for thick-wall (8 mm + wall thickness) HDPE drums. You can’t use a granulator for thick wall higher speed is what drives a granulator. Thick wall is very resistant to high speed cutting.
Also a cheap blade will be prone to chipping. Material over 6-8 mm wall thickness should be put through a single shaft shredder or dual shaft shredder before final sizing with a granulator. Please see the shredder vs granulator discussion and single shaft vs twin shaft shredder discussion.
✔ Single Shaft Advantages
- Screen-controlled, consistent output size
- Handles mixed rigid feedstock without pre-sorting
- Hydraulic ram enables continuous, unattended feeding
- Lower noise than granulators
⚠️ Single Shaft Limitations
- Not designed for flexible film (wrap-around risk)
- Screen changes required when switching output size targets
- Higher blade count increases replacement cost
What Is the Difference Between a Plastic Shredder and a Granulator?
Speed is the real difference. Some plastics are better suited to the low RPM/huge torque of a plastic shredder (40-80 RPM that warps the heck out of material until it heats up and then shears it like an enormous paper punch), and some are better suited to a higher RPM/medium torque of a granulator (300-500 RPM that takes nice catches and makes them into perfect, tight flakes so an extruder or pelletizer can run in lockstep). This often means one grinds the garbage that would blow up the granulator, and the other then makes the product grains within a desired size range.
Both are used for linear reduction of natural resources, e.g. wood; the choice is not which machine id “better,” but which is better for your particular output.
How to Size a Plastic Shredder for Your Throughput Requirements
Under-sizing a plastic shredder for a recycling wastes you money one day at a time: maximum load is applied, blades dull rapidly, energy costs increase, and the rest of your line also starves. Over-sizing wastes you money right away: redundant motor capacity wastes electricity when it doesn’t need to be used, while the bigger volume machine depreciates over time. The following sizing methodology employs four stages and one margin of safety to settle happily between these extremes.
For an even broader scope on line configuration, have a look at this survey of plastic recycling machine types.
Four-Step Sizing Method
- Set daily processing goal. How many tons per day does the operation need to handle? Decide based on incoming stream rate, not downstream demand.
- Divide by scheduled operating hours. Most plants run 8-16 hours/day depending on shift patterns. For a 20 T/day operation running on a 10 hour schedule, this comes to a baseline of 2.0 T/hr.
- Apply a 25% margin of safety. Variations in feed rate, blade rotation downtime, screen changes, and variable geometry in the input stream all lower effective throughput. Multiply your figure by 1.25 to compensate.
- Match motor power to type of plastic. Materials with different wall thicknesses and densities require different energy input per ton. The chart below is collated from manufacturer test data.
| Material | kW per T/hr (approx.) |
|---|---|
| PE/PP film | 45–55 kW |
| Rigid HDPE containers | 55–75 kW |
| Mixed post-consumer bales | 75–110 kW |
Note: This is a collated from test data supplied by several equipment manufacturers. Actual performance will vary depending on material wall thickness, contamination level, and machine design. Use this as a starting point when discussing specifications and pricing with suppliers, not as a definitive specification.
📐 Engineering Note: Worked Example
A plant processing rigid HDPE containers targets 20 T/day on a 10-hour schedule.
• Baseline: 20 T ÷ 10 hr = 2.0 T/hr
• With 25% buffer: 2.0 × 1.25 = 2.5 T/hr required capacity
• Motor class: 2.5 T/hr × 55–75 kW/T = 137–187 kW → specify 132–200 kW motor
• For mixed post-consumer bales with metal contamination (staples, wire), add 30–40% torque reserve above clean-stream calculations. Tolerance: ±15% depending on bale density.
IF-THEN Sizing Decision Framework
IF daily volume ≤ 5 T/day AND material = clean post-industrial film
→ THEN 0.5–0.8 T/hr capacity → 37–45 kW motor → entry-tier granulator
IF daily volume = 10–20 T/day AND material = rigid HDPE/PP
→ THEN 1.5–2.5 T/hr capacity → 90–160 kW motor → mid-tier single shaft shredder
IF daily volume ≥ 20 T/day AND material = mixed post-consumer bales
→ THEN 2.5–3.5 T/hr capacity → 160–275 kW motor → heavy-duty shredder + granulator two-stage
Use the shredder decision guide calculator to compare exact models.
💡 Real-World Example
A Polish and German PE recycler more-or-less designed a 75 kW shredder for clean-film based on the amount of horsepower required to cut 50 mm diagrammatic-thickness film of known density and free-flowing cut. The machine processed without incident for six months on post-industrial stretch wrap. When the facility sourced post-consumer, clay-laden agricultural film, the motor occasionally entered overload condition, tripped out, stopping the process. Soil and sand particles between the blades increased power demand well beyond rated values. By upsizing to a 110 KW, closed loop, oil-cooled machine, the stalls were eliminated. The digest: assuming the original machine had not designed for contamination as a minor source of variation in torque, but had overcompensated by designing for a newer, less contaminated material stream, and you want a high daily throughput, then source a motor for the output material stream at the worst case, not the average case.
Plastic Shredder Cost: Purchase Price, Operating Expenses, and Total Cost of Ownership
Purchase price is potentially the least useful number to compare terms for plastic shredder machines, since two nominally similar machines can differ as much as Hampden in five-year operating costs dependent on blade metallurgy, energy use, and maintenance intervals. This section discloses costs in three lenses: purchase price, operating cost of per use, and total lifetime cost of operation.
How Much Does an Industrial Plastic Shredder Cost?
Industrial shredder prices vary from approximately Z in Hong Kong to around Zormp at the high end. Principal factors influencing the final machine price are throughput rate, motor power, blade grade, degree of automation (manual feed, motorised ram, conveyor fed) and certification (UL,CSA,CE). commissioning runs 8-12% of purchase to cover electrical hook-up, foundation work, hopper integration and go-live commissioning. Do not forget to port the freight: ocean of this size moves with Zormp per 1.5 T/hr unit around Zormp.
Purchase Price Ranges by Capacity Tier
| Capacity Tier | Single Shaft | Granulator | Two-Stage System |
|---|---|---|---|
| 0.3–0.5 T/hr | $30,000–$60,000 | $25,000–$45,000 | $50,000–$90,000 |
| 0.5–1.5 T/hr | $60,000–$120,000 | $45,000–$80,000 | $90,000–$180,000 |
| 1.5–3.0 T/hr | $120,000–$200,000+ | $80,000–$150,000 | $180,000–$300,000+ |
Operating Cost Breakdown (% of Annual OpEx)
| Cost Component | Share of OpEx |
|---|---|
| Electricity | 40–50% |
| Blades & screens | 20–25% |
| Hydraulic maintenance | ~5% |
| Screens (replacement) | 5–10% |
| Labor (operator + maintenance) | 15–20% |
Blade cost requires special attention. A shredder-equipped with a high number of knives -100 individual blades or more- can find itself facing knife replacement costs in the range of 15-20% of the original machine capital purchase price. And that’s not just a one-time expense: it occurs on every 200-800 hour cycle time, depending on feedstock abrasiveness and metallurgy. This is a ‘hidden’ significant expense, where ‘you get what you pay for’ becomes very real: Blade set costs are on the order of $500-$2,000, and a high-throughput shredder may use several sets, depending on purchase horsepower and intended throughput.
📐 Engineering Note: Total Cost of Ownership Formula
TCO = Purchase Price + Installation (8–12% of purchase) + 5-Year Operating Costs
For a $100,000 single-shaft shredder with 4,000 operation hours per year on rigid HDPE:
• Installation: ~$10,000
• Electricity (55 kW avg × 4,000 hr × $0.10/kWh × 5 yr): ~$110,000
• Blades (D2 steel, ~$1,200/set × 6 replacements/yr × 5 yr): ~$36,000
• Screens + hydraulic + labor: ~$44,000
• 5-Year TCO: ~$300,000
And this is ‘only’ the capital cost of purchase. Blade metallurgy and efficiency of energy used are where you’ll actually find measurable savings.
Return on investment for commercial recyclers processing post-consumer streams at current pellet prices occurs in the 12-24 month payback window, however, is very sensitive to local electric costs, labor, and pellet market prices.
💡 Real-World Example
A South American recycler ran a comparative test between two 1.5 T/hr single-shaft shredder models, one being a standard D2 tool steel powered machine, the other was a chrome nickel alloy powered machine. Operating three years at 4,000 hours per year, the D2 power unit needed to replace its blades on an 800-hour schedule ($2,440 per set), resulting in the topping out at $17,090 for all six replacements. The standard chrome nickel blades lasted 2,000 hours per set ($4,690 per set), totaled only three replacements ($14,070), and requires less thermal downtime to change blades compared to the D2 option. Notice how taking a ‘higher-cost’ manufacturer plus considering life cycle costs of the blade package can improve your ROI. Graphics are as follows and show how within a budget of 4,000 hours / year in operation, the ‘expensive’ power unit with the longer lasting blades were less expensive. Not even considering the downtime factor.
“According to industry experts, blade metallurgy is the single most significant variable in five-year shredder economics, with a 40% premium tool steel saving approximately 25-35% on all blade-related costs over the machine’s lifespan, solely due to less frequent replacements and downtime needed to change out dull blades”
Blade Materials, Maintenance Schedules, and Maximizing Uptime

Blades are the only stop/drive parts of a plastic shredder that are directly impacted by the material being processed. Their condition, form, and sharpness directly influence the quality of output, energy required to process, and frequency of unplanned line stops. The below section details the three common forms of blade material choices, a prepurchased maintenance schedule to follow, and the ‘rule of thumb’ that can avert almost all unplanned downtime.
Blade Material Tiers
| Material | Hardness (HRC) | Best For | Cost vs. D2 Baseline |
|---|---|---|---|
| D2 Tool Steel | HRC 58–60 | Clean post-industrial regrind (PE, PP) | Baseline (1.0×) |
| Chrome Nickel Alloy | HRC 60–62 | Post-consumer streams with soil/sand | ~1.4× |
| Tungsten Carbide Tipping | HRC 65+ | Extreme abrasion (glass-contaminated, filled nylon) | ~2.5–3.0× |
For the majority of operations that run at least 1,500 hours annually, SKD-11 (Japanese equivalent of D2), and D2-grade blades require 30-40% less sharpening than lower-grade tool steels. Therefore, the combination of the cutting ability of the material and cost per hour of operation relate to the decision for most operations. For standard tool steels, on average, the premium chrome nickel grade is a deal, with a typical 40% purchase premium recouped in roughly 1,500 operating hours. Tungsten carbide tipped blades are used only in severe-duty cases that would unload the life of a normal steel in a matter of weeks.
📐 The 500-Hour Rule
Rotate blade cutting edges every 500–800 operating hours. Most industrial shredder blades are four-way rotatable: each blade has four fresh cutting edges. That means a single set of blades provides 2,000–3,200 hours of effective cutting life before resharpening or replacement is needed.
The math: 4 edges × 500 hr minimum = 2,000 hr → at 4,000 hr/year, you rotate twice a year and resharpen once.
Once all four edges are ready to turn, where possible, resharpen and use again (one resharpening cycle is typical). If the blade has been tracked throughout the process, and entered service with a full set as part of your maintenance log, you’ll avoid the number-one reason for unplanned downtime: dull blades.
Maintenance Schedule Checklist
Daily
- Visual blade inspection through cutting chamber access panel
- Check hydraulic oil level (single shaft models)
- Clear cutting chamber debris and inspect screen for blockages
Weekly
- Inspect screen condition – holes, warping, clogging
- Check hydraulic hoses for leaks and wear
- Record amp draw against baseline (rising amps = dulling blades)
Monthly
- Rotate blade edges if approaching 500-hour interval
- Lubricate bearings per manufacturer schedule
- Inspect drive belts or couplings for wear
Quarterly
- Full hydraulic oil change
- Screen replacement assessment (measure aperture wear)
- Gearbox oil inspection and top-up
- Full amperage and vibration baseline measurement
⚠️ Warning: The Cost of Running Dull Blades
Dull blades do not only generate uneven but they also pull 15-25% more amps, as the motor struggles to compensate for its declining efficiency. The cumulative strain may over weeks score the rotor body by forging – turn PM $1,200 blades into a $15,000-$25,000 rotor overhaul. Track weekly changes in amp draw, = 15 % or more sustained increase with your baseline signals early failure.
📐 Engineering Note: Blade Hardness Selection
For clean post-industrial regrind (PE, PP), D2 tool steel at HRC 58-60 provides lowest cost-per-hour blades. For post-consumer streams with soil, sand or glass impurities, chrome nickel alloy (HRC 60-62) provides the long-term best investment. 40% premium over D2 price is amortized in roughly 1,500 operating hours by lower blade replacement frequency. Research on PET shredder blade wear mechanisms validates that abrasive contaminants accelerate lifetime degradation – doubling the contaminant load can triple wear rate (MDPI, 2022).
Safety Standards and Certifications: What to Require from Your Supplier

A plastic shredder is a high-torque machine with exposed moving parts, hydraulic systems, and electrical accessories rated for an industrial loads. Purchasing through a vendor who cannot show adherence to recognized safety legislation carries risk of legal exposure and, more crucially, risk to your workers. This must list to be satisfied.
CE Marking (European Conformity). For import into the European Economic Area. EN ISO 12100 (safety of machinery – general design principles) and applicable EMC directives must be shown by CE shredder. A current CE Declaration of Conformity document should accompany the machinery, if not, treat as a red flag.
UL Listing, CSA Certification. For North American markets. UL (Underwriters Laboratories) covers electrical and mechanical safety; CSA (Canadian Standards Association) addresses Canadian-unique requirements. Insurance providers may demand demonstration of both if required.
ISO 9001 Quality Management. Not a safety legislation, but the manufacturer must show documented quality processes, component traceability, and consistent operation. Provide proof by certificate, verify.
OSHA Compliance (United States). Two compliance standards regulate shredder location:
- OSHA 1910.212 – General duty clause to prevent worker accidents. Mandates all guards should block operator access to nip points, cutting blades, and other hazards.
- OSHA 1910.147 – Control of hazardous energy ( lockout/tagout procedures). LOTO scheme must be textually described for maintenance, jams, and blade changes. Every shredder must have a specific LOTO policy.
📐 Engineering Note: Documentation Checklist for Procurement
Before signing a purchase order, confirm the supplier can provide all of the following:
• CE Declaration of Conformity (with EN ISO 12100 reference)
• UL/CSA listing number (for North American installations)
• Electrical wiring diagrams compliant with local codes
• Complete parts list with OEM part numbers
• Recommended spare parts list for 12 months of operation
• LOTO procedure template for your maintenance team
• Noise emission data (dB(A) at 1 meter)
If any of the above is missing or “specified upon request after sale”, proceed with caution.
Frequently Asked Questions

What types of plastic can a shredder handle?
View Answer
Industrial plastic shreeder can handle all thermoplastics: PE, PP, PET, ABS, PVC, PS, PA and PC. They can also accept some thermoset plastics, rubber, foam, fiber-reinforced composites but most machines require tougher blades and much higher torque. What you want is to define your machine specs (power, blade wear resistance and rotor size) according to the exact parameters of your material.
Can a plastic shredder process contaminated or mixed waste?
View Answer
Yes. It’s common. Handling post-consumer bales with 5 to 15% non-plastic wrongdoers like metal staples, wire, labels and dirt takes dual-motor and auto-reverse configuration to supply adequate torque buffer so the shredder not to jam. Prime-time sorting too, pre-removing big chunks of metal, stones and other large bits prior to the shredder; a magnetic stripper upstream also already has ferrous metals. Add 30-40% extra torque buffer to your calculation than you’d do this job with clean stream. For heavily contaminated municipal waste, some operators install metal detectors before the shredder infeed to catch large ferrous objects that would damage the rotor knives and gearbox — this single precaution saves thousands in unplanned repairs per year.
What is the typical lead time for an industrial plastic shredder?
View Answer
Standard single-machine orders usually take 60-75 days, from placing it to delivery. Turnkey lines, totaling on all-in-one price include conveyors and panel, and require 75-90 days. The length of time depends on the back-ordered long-lead parts suppliers – like electric motors, gearboxes, hydraulic cylinders; response time from them – they may build these parts after your PO arrived by email, or would they send it first.
Do I need a shredder, a granulator, or both?
View Answer
This all pales out with what material you process and to what end size. If you do thin PET films, single-pass a granulator operates efficient and fresh whereas do shots in bulk PET bottles. On the other hand, if you do bulky crackerday plastics or drums, a shredder has must-before-machine. Single pass with tiller-rotor granulator can single pass process. Two stages including shredder and granulator can handle even the most irregular loads while confirming consistent output.
How often do plastic shredder blades need replacing?
View Answer
Rotate the blades every 500-800 hours regularly. 4-way blades can run for 2,000-3,200 hours max before resharpening. Perfectly depending on feedstock, you could go for 3,000-8,000 hours for soft post-industrials, and just 1,500-3,000 hours for the soils-infested post-consumer streams. Check current draw weekly to see any dulling tendency faster than you got with it.
What is the energy consumption of an industrial plastic shredder?
View Answer
Roughly 25-50 kWh per ton for single-shaft shredders on rigid plastic, 30-60 kWh per ton for granulators on film. Dull blades push consumption up 15-25%.
Ready to Size Your Shredder?
Kitech supplies single shaft shredders (AGS series) and granulators (AGF series) to 500+ recycling operations across 80+ countries. CE, UL, and CSA certified. 60-day guaranteed delivery.
Not ready to browse models? Use the shredder decision guide to narrow your options, or send your material specs for a free sizing recommendation.
About This Analysis
This document was written by the production and engineering department at Kitech, drawing on Kitech’s experience in the design, manufacturing and commissioning of plastic shredding plants. Cost ranges, operating cost – % values, and maintenance intervals are compiled from publicly available industry sources and OEM documentation. Qualifier language was used where no validated third party source could be referenced.
Kitech designs, fabricates and sells the equipment referenced in this article.
Reviewed by Kitech engineering team — specializing in plastic recycling machinery design, manufacturing, and global deployment since 2002.
References
- U.S. Occupational Safety and Health Administration. “General Requirements for All Machines – 1910.212” OSHA, osha.gov.
- U.S. Occupational Safety and Health Administration. “The Control of Hazardous Energy (Lockout/Tagout) — 1910.147.” OSHA, osha.gov.
- Siddiqui M. N, M. et al., “Trends in Advanced Catalytic/Non-catalytic Methods for Plastic Waste Conversion.”, National Institute of Health- PMC 2025. pmc.ncbi.nlm.nih.gov.
- Fryczkowski, R. et al., “Wear Mechanisms of PET Shredder Blades.” Machines 10 (2022): 9. mdpi.com.
- International Organization for Standardization. “ISO 12100: Safety of Machinery – General Principles for Design”. ISO.







