
Get in touch with Kitech Company
This plastic shredder maintenance program guides recycling-plant operators, maintenance engineers and equipment buyers through the 4 moves that decide if a single-shaft or twin-shaft shredder machine makes its 10-year service life or limps to 3 – blade rotation by material type, gearbox oil and bearing lubrication, screen care, and a daily-to-quarterly routine maintenance program for industrial machinery, based on OSHA 29 CFR 1910.147 lockout/tagout discipline.
Quick Specs: Maintenance at a Glance
| Blade rotation interval (4-sided knife) | Every 3–6 months / when current draw rises >10% |
| Blade replacement triggers | Edge rounding ≥1.5 mm, visible chipping, or 400–1,200 service hours by steel grade |
| Gearbox oil | ISO VG 220–320 industrial gear oil; first change 500 hrs, then every 2,000–3,000 hrs |
| Bearing grease | NLGI #2 lithium-complex; weekly application; bearing temperature ceiling 70 °C |
| Screen mesh aperture | 20–100 mm; replace at hole enlargement >5% or visible cracks |
| Daily inspection time | 10–15 min per shift |
| Reference standards | OSHA 1910.147 (LOTO), NFPA 654 (combustible dust), ISO 15270:2008 |
1. What It Costs to Skip Plastic Shredder Maintenance

A well-treated industrial plastic shredder processes plastic waste reliably for 8-15 years before requiring major rebuild. Untreated machines break down inside 3. That period is the entire business reason for a proper planned-maintenance program. Maintenance is essential to that span — not an optional extra — and the cost delta between proper maintenance and reactive repair is the single largest variable of a recycling line’s P&L. Standard maintenance programs also lead to less downtime in general, which cascades through every downstream phase that relies on consistent shredder output.
3–5×
Service-life delta between regular maintenance and neglect (8–15 yrs vs <3 yrs); regular inspections extend the lifespan
10–15%
Maintenance share of total operating expense for a recycling line
15–30%
Energy penalty from running with dull blades
The most-cited field-study of shredder downtime – the “down and out” report from Rusty Manning of Riverside Engineering, published by Recycling Today in May 2012 – analyzed 22 plants over nine months and logged 40,371 downtime incidents, totaling 3,395 hours, and a staggering 475,300 tons of lost throughput. This data set pertains to the metals recycling industry, but the breakdown of failure modes is similar, because both have the same industry-standard mechanical archetype – high-torque infeed shafts, pusher hydraulics, and certain wear parts.
In terms of volume throughput, typical annual maintenance dollar-budget for plastics shredders (most clearly mid-sized single-shaft models between 45 and 75 kW capacity) is $2,000-$5,000/year, with other factors scaling proportionally; the APR 2025 US/Canada capacity report shows capacity creeping past 2 billion lb/yr – so uptime actually determines competitiveness not back-office costs. Every 30% improvement in lifetimes of individual high-capacity plastic-shredding modules allows the entire fixed asset to be amortized with lower unit cost, which means performance gains in service life beat premature design upgrades that pile on upfront capex. Every unplanned downtime hour on a rigid plastic recycling line compounds across the wash, dry, and pelletize stages downstream — the surest way to reduce downtime is to keep the upstream shredder healthy.
2. Master PM Schedule: Daily, Weekly, Monthly & Quarterly Tasks

A critical inputs-based preventive maintenance policy for a plastic-shredder is not a one-dimensional checklist – but four different nested cycles, each synchronized to a differing failure clock. Here is a specific example, a version KITECH delivers with each single-shaft shredder, and calibrated against best practice of regularly scheduled visual inspections experienced across 500+ field sites. By committing operators to regular inspections of blade and screen wear at each shift change, rather than delaying them to weekly walk-arounds, those who regularly inspect the cutting edges expose wear trends 7 days earlier than crews relying on non-scheduled walk-rounds. Include this routine in the shift log at regular intervals so shift changeovers maintain calendar windows.
| Task | Frequency | Time | Skip Consequence |
|---|---|---|---|
| Visual blade inspection | Daily (start of shift) | 5 min | Undetected chipping; output particle quality drops |
| Cutting-chamber + screen cleanout | Daily (end of shift) | 10 min | Plastic residue accumulation, dust hazard, screen blinding |
| Hydraulic-fluid level + pusher cycle test | Weekly | 5 min | Pusher stalls under load; cylinder seal failure |
| Bearing grease application + temperature check | Weekly | 15 min | Bearing seizure (the single most expensive driveline failure) |
| Screen mesh deep clean + crack inspection | Weekly | 15 min | Throughput drops 30–50% from blinded screens |
| Fastener torque check (rotor, blade bolts, frame) | Monthly | 30 min | Vibration-induced loosening; misalignment cascades |
| Drive-belt or coupling inspection | Monthly | 20 min | Belt slippage; sudden snap-failure under load |
| Blade rotation (square knives → next cutting edge) | Every 3–6 months | 2–4 hrs | Energy consumption rises 15–30%; ragged particle output |
| Gearbox oil change | Every 2,000–3,000 hrs | 1 hr | Accelerated gear wear; potential gearbox seizure |
| Full bearing & seal inspection | Annually | 4–8 hrs | Catastrophic bearing failure; multi-week downtime |
💡 Pro Tip
Any PM job involving blades, screens or bearings must be locked-out/tagged-out in accordance with OSHA 29 CFR 1910.147 procedure de-energize, lock-out, tag-out and verify zero energy condition. There is the sufficient mechanical and hydraulic stored energy in cutting chambers that can easily amputate fingers after the main breaker has been isolated.
The one PM indicator we rely on more than a calendar is the main-motor current draw. Any persistent drift above the baseline 70-85% of rated amps indicates the cutting chamber is stressing more than it needs to, and this is almost always attributable to dull blades or an almost-closed screen. Plants monitoring motor amps every shift identify blade rotation schedule 2 weeks ahead of plants that monitor the calendar.
— KITECH Engineering Team
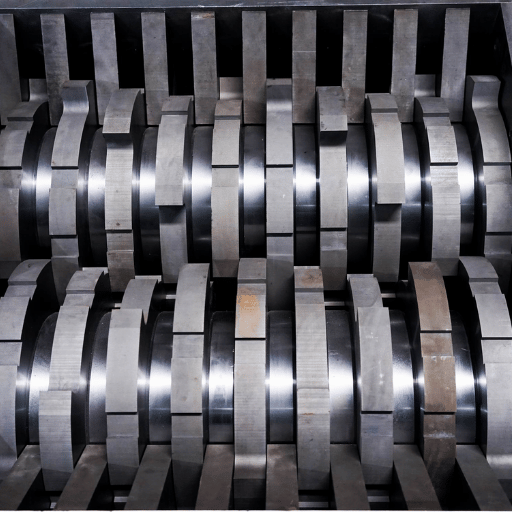
3. Blade Rotation, Sharpening & Replacement by Material Type

Blade maintenance is the highest impact preventative maintenance task performed on any shredder machine. Dull blades will draw 15-30% higher motor current, produce ragged plastic flakes that may break further down-stream in the pelletizer, and channel heat into the rotor that destroys adjacent bearings. “Sharpen every 6-12 months” is the traditional wisdom on this subject, and is a calendar-based consensus repeated throughout the majority of articles on plastic shredder maintenance strategies. However, this knowledge does not take into account the variable which ultimately controls the blade life – throughput tonnage times the hardness of the loaded plastic.
Different types of plastic load the cutting edges in different ways, and the same set of blades may perform 6 months on one feedstock and only 6 weeks on another. Treat blade sharpening as a tonnage-driven task that should also extend the life of downstream pelletizing screens — early signs of damage on the cutting edge often precede screen wear by several weeks.
How Often Should Plastic Shredder Blades Be Sharpened?
The frequency of the sharpening operation, is defined by the type of material being processed, rather than by the calendar time. If soft thermoplastics(LDPE film, or soft stable HDPE) are being sheet processed by the lowest cost economy 6CrW2Si tool steel, blade (band blade) should be sharpened every 400 to 600 service hours. Harder to machine13H hot-work steel, used to process rigid HDPE/PP, will give a time to service that is about 150 % of the bare minimum.
High-carbon, high-chromium D2, SKD-11 crucible tool steel hardened to 58-62 HRC will give PULP-LIKE 18 MESH (635 micron) or coated PVC or other abrasive feedstocks two to three time the minimum blade life, 800-1200 hours. Glass filled engineering plastics(PA-GF 30, PBT-GF) run about one-half as many hours, because the sharp glass fibers are continuously grinding away at the blade in abrasive fibers. These practical times to service are well documented in the growing body of academic papers on small scale experiment blade evaluation for post consumer plastics.
📐 Engineering Note
After each blade run or change, the Rotor to frame blade clearance must be checked (it should be maintained at 0.3-0.8 mm). If the gap is excessive it will cut and tear tissue rather than shear it. As a result energy consumption increases and the resultant material is fibrous.
Two field signals will cue your sense of just keeping an eye on it. First, if main-motor current draw exceeds baseline drop by more than 10% on the same feedstock, the blades are loading significantly harder than they should be perhaps due to shear-lock-out or other damage – check and consider rotating or replacing bearings before the shift is out. Second, if edge-rounding exceeds 1.5 mm (read against a freshly-ground profile) the geometry has been compromised and is to all intents and purposes crushing-tearing the plastic instead of shear cutting. Both are warning signals of wear damage developing and discounting you from ignoring it and consequently requiring the rotor to do more work to break down a given volume of plastic to a given dimension. Don’t wait for the next scheduled sequence of blades to be brought around the circle – the next chip will still be enough to shove a fragment through the fixed counter-blade and trigger a $2,000+ repair in addition to an unprogrammed day’s downtime. Variance on these signals a plant can just-on the-edge run an extra 200-400 hours on an expensive set of blades.
Decision Matrix: Rotate, Sharpen, or Replace?
| Condition (Material × Hours) | Action | Why |
|---|---|---|
| Soft LDPE / film, <500 hrs, edge rounding <0.5 mm | ROTATE (next 90° face) | Three unused cutting edges remain on a square knife |
| Rigid HDPE / PP, 800 hrs, all 4 sides used | SHARPEN (precision regrind, max 3 cycles) | D2 steel can survive 2–3 regrinds before reaching minimum thickness spec |
| PVC + filler / glass-filled compound, >300 hrs | REPLACE — full set | Abrasive wear is uneven; mismatched blade heights cause rotor imbalance |
| Visible chipping ≥3 mm OR cracked blade | REPLACE — full set, lockout immediately | Continuing to run risks fragment ejection and counter-blade damage |
In practice blades should always be swapped out in matched sets, avoid single replacements. Single out-of-fit balance becomes a great big rotor mass imbalance that prompts centering vibration into the bearings – for example with configuration data on rotatable knife stacks and steel-grade compromises see KITECH the single-shaft plastic shredder series.
4. Lubrication: Gearbox Oil, Bearings & Greasing Schedule
Between use lubrication serves two basic purposes: it moderates friction losses and dissipates heat away. Deadly combination for either purpose occurs when oil degrades or grease composition is incompatible with the application – premature bearing overheat and gear spallation is the least subtle sign and the shutdown is usual and apparent. Next two sections address the evergreen questions about choice of materials and frequency.
What Kind of Oil Does a Plastic Shredder Gearbox Use?
ISO VG 220 to ISO VG 320 industrial gear oil constitutes the standard spectrum for plastic-shredder gearboxes, however this simply reflects the common design value for the new main gearboxes intended for heavy-duty enclosed gear drives – for example, Mobil’s Mobilgear 600 XP series and SKF’s LFFG 220/320 synthetic gear oil bulletin. Decrease down to the VG 220 scale for ambient temperatures below 25 C and continuous duty applications; move up to the VG 320 package for hotter ambient conditions or shock duty environments. First change-out of the new lubricant solution on commissioning occurs at 500 service hours to clear manufacturing debris; subsequent changes span the next 2,000-3,000 hours of operation.
| Component | Lubricant | Cadence | Notes |
|---|---|---|---|
| Gearbox | ISO VG 220–320 industrial gear oil | First 500 hrs, then every 2,000–3,000 hrs | Sample on every change for predictive trend |
| Rotor & pillow-block bearings | NLGI #2 lithium-complex grease | Weekly application, 2–4 pumps per fitting | Watch temperature, not just calendar |
| Hydraulic pusher cylinder | ISO VG 46 anti-wear hydraulic fluid | Filter monthly, fluid annually | Dirty oil is the leading cause of pump failure |
| Drive coupling / chain (where used) | Open-gear or chain-spray lubricant | Monthly | Wipe excess to prevent dust adhesion |
The earlywarning indicator is a differential heat generated in bearing temperatures over 70 C measured through the housing at the bearing – sustained operation consistently above this limits accelerate grease degradation, bearing spalling and shorten bearing life significantly. Use a contact pyrometer or an inline IR measure; emplacement the housing with a temperature-sensitive tag for shift-to-shift local-and-visual identification. When the target remains below this threshold often certain bearing solutions has a life of 8,000-15,000 service hours; if it drifts beyond it the life projected narrow to a 12-month calendar period.
⚠️ Common Mistake
Over-lubrication is as bad as no-lubrication. Practitioners always report when the bearing is over-greased: the grease is mashing, carbonising, and turning into a flow-restraining layer of scale that no longer flows between moving parts to reduce friction the way it should. Just two to four pumps from a hand-grease gun will be enough for a weekly-cycle of most pillow-blocks—better always to run the manufacturer-proposed unit gram-per-cycle number than to pump “until you see it come out the other side…”.
Never use two different grease bases—polyurea with lithium-complex or mineral oil with synthetic fluid—without flushing the bearing first: the pack formations separate, the load rating drops, and the end result looks statistically identical to a seal failure and ensuing starvation. KITECH’s designation-in-the-maintenance-log plastic-shredder gearbox grease specification come with a complementary lubricant recommendation sheet for each one, just in case a cheaper alternative is needed.
5. Screen Care: Cleaning, Inspection & When to Replace
A screen between the rotor and the downstream load trajectory is the key variable that controls output particle-size and recirculation load — the apertures determine whether the plastic materials emerge from the shredder as uniform manageable pieces ready for the next stage, or fibrous fragments that cause back-ups on the downstream granulator. Blind or corrodedscreens are a tacit throughput sunsetting agent—average PC production crashes 30–50% before anyone perceives there has been a change because “the power is just a little lower today.” Industry-wide uptime monitoring reveals daily focused-screen attention flips the biggest reduction in operating expenses per lift on the machine, especially when feed volume of plastic is high and the shredder almost never sits idle.
Single-shaft granulators most often use AR400 screen plates with aperture sizes that range from 20mm up to 100mm. The simplest choice in aperture size is to match your downstream process: a washing line with 30–50mm chips, a reciprocating granulator or pelletizer-infeed requiring 20–30 mm. Use smaller apertures for greater recirculation, high motor load, and increased equipment blade wear—and balance particle-feed by choosing the correct aperture size.
Daily Cleaning Protocol
- Block the flushing port using an OSHA lockout/tagout procedure and ensure that zero Energy exists at the main disconnect.
- Open the screen access door according to the OEM manual, and ensure the interlocks are not defeating the safety functionality.
- Use a brush or compressed air (through 5-7 bar nozzle) to clean away plastic residues and debris from the aperture and underside of the screen plate.
- Allow the screen to cool below 40 centigrade for melt-glazed material(which forms when a soft PE shred runs in 50–70°C ambient temperatures): use a hard-wood or hard-plastic scraper to remove material, never a metal one because the surface of the screen will be scored and aperture sizes enlarged over time.
- Monitor for visible cracks protruding from the corners of the aperture and for hole-growth; replace the screen when hole-growth exceeds 5%, or cracks become visible.
⚠️ Important — Never Use High-Pressure Water on Hot Screens
Plunging a hot AR 400 screen into cold water causes microcracks to appear at every aperture: you will not see the cracks for day one; however, you will see cracks at day 21–28 in the mid-shift, when a tear out occurs. Wait for the screen to reach ambient temperature to prevent this.
If the downstream end shot product is too fines, the issue is likely OTR – either reckless feed of granular feedstock with excess inherent fines content, or a worn shredder blade pair that is shearing at too close a clearance. Installing an inline deduster or cyclone behind the shredder prevents fines at the reducer or pelletizer, while a program of emptying catch bins daily prevents back-pressure into the cutting chamber. Pre-cleaning the feed on a dedicated plastic washing system upstream of the shredder, also prevents grit and adhering contaminant from prematurely wearing the screen deck.
6. Troubleshooting: Jams, Vibration, Noise & Heat
Nearly all shredder downtime issues are precursors to shutdowns. Deciphering the early indicators and accurately identifying the root cause is the key to a rapid 30-minute response, versus days or weeks of an unanticipated machine renovation. Below are six failure modes common to most unplanned plastic-recycling shredders, mapped back to the critical component most likely involved.
| Symptom | Likely Cause | First Action |
|---|---|---|
| Cutting chamber jam, motor stalls | Overload OR foreign-object contamination (metal, large unshreddable) | LOTO. Auto-reverse rotor; visually inspect and remove unshreddable. Install/upgrade infeed magnet. |
| High-frequency vibration during rotation | Blade imbalance (non-matching set), loose rotor fasteners, or chipped blade | LOTO. Verify blade-set uniformity; torque-check rotor bolts to OEM spec. |
| Unusual noise (grinding, knocking) | Bearing wear, foreign object embedded, dry coupling | Stop the machine immediately. Pyrometer-check bearings; inspect coupling alignment. |
| Bearing temperature >70 °C | Insufficient grease, over-greasing scale, or misalignment | Stop, allow cooldown, purge and re-grease per OEM spec. |
| Output throughput drops 20%+ on same feedstock | Dull blades, blinded screen, or wrong blade clearance | Inspect blade edge rounding; clean screen; re-shim clearance to 0.3–0.8 mm. |
| Hydraulic pusher stalls or surges | Low fluid level, dirty oil, failing pump or cylinder seal | Check fluid level; replace filter; oil-sample for particulate. |
📐 Engineering Note — Combustible Dust Hazard
Residue collected in the cutting chamber and sludge buildup on overhead surfaces are hazards to dust explosion. According to NFPA 654 – Guide for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing, and Handling of Combustible Particulate Solids – assessment of the hazard, control of dust accumulation (minimum 1/32″ deep on horizontal surfaces), and mitigation of potential explosions must occur when working with some percentage of combustible polymer dust. The widespread prevalence of plastic sample combustibility studies confirms this should be part of monthly preventative maintenance walks.
If bin full of scrap arrives at the shredder full of bolts, wire or other debris, the very first incident will cost a fleet companies tens of thousands of dollars. Industry practice is to install a permanent magnet and document a mandatory hand-inspection of every bale arriving at the pre-shredder feed hopper. This shaves time from any starting points that have a hole saw stuck in the blades.
7. Wear Parts: Replacement Intervals & Spare Parts Stocking
Keeping a library of common spare parts in stock will mean a 4 hour replacement turn time, not a 4-week air freight. Read on to learn which categories of replacement consumable parts should be manufactured for your throughput and material profile, before planning is ever started.
| Wear Part | Replacement Interval | Stocking Recommendation |
|---|---|---|
| Rotor blades (matched set) | 400–1,200 hrs (steel-grade and material dependent) | 1 full set on shelf at all times; 2 sets for >1,500 kg/hr lines |
| Fixed counter-blades | 2,000–4,000 hrs (lasts 2× a rotor blade cycle) | 1 set per shredder |
| Screen mesh (AR400) | 2,000–4,000 hrs depending on aperture and feedstock | 2 screens per common aperture size |
| Pillow-block bearings | 8,000–15,000 hrs with proper lubrication | 1 spare set per shredder; 2 for production-critical lines |
| Drive belts / couplings | 3,000–5,000 hrs | 1 spare per type |
| Hydraulic seals + filters | Filters monthly; seal kit annually | Full seal kit + 6 months of filters |
Almost all plastics recycling shredder operators are under-stocked on blades and screens, and over-stocked on motors. So say industry best practices. While motors and gearboxes are well documented as extremely dependable when properly tended, the blades and the screen pack in most materials handling operations are responsible for 70-80% of the downtime hours. Know where to defer spend on the spare-parts budget, and where to favor when selecting a small plastics recycling operation. For typical spare parts categories that are shared by equipment in a neighboring system, see KITECH’s plastic-pelletizer/plastic-granulator-machine“>plastic granulator machines.
8. Single-Shaft vs Twin-Shaft (vs Granulator): How Maintenance Differs
The maintenance schedules are not the same for all three archetypes of machinery at the heart of plastic recycling. Dumping a single-shaft program onto a twin-shaft shredder – or, even worse, onto an ultra-high-speed granulator – leaves some gaps that result in a line that doesn’t succeed. The following table is primarily drawn from KITECH equipment specs, but also takes into account from the larger set of parts common to all of the industrial plastic shredders class:
| Maintenance Dimension | Single-Shaft Shredder | Twin-Shaft Shredder | Granulator |
|---|---|---|---|
| Rotor RPM | 60–120 (high torque) | 15–60 (very high torque) | 400–600 (high speed) |
| Screen present? | Yes — daily/weekly screen care | No — output is irregular fragments | Yes — tight tolerance, weekly attention |
| Blade clearance | 0.3–0.8 mm | 1.0–2.0 mm (looser, tear-shear) | 0.05–0.20 mm (precision shear) |
| Dominant wear point | Blades + screen + hydraulic pusher | Inter-shaft bearings + cutters | Rotor knives + bed knives + screen |
| Daily-PM time | 10–15 min | 15–20 min (fewer wear parts) | 15–20 min (high-RPM bearings) |
What Is the Difference Between a Plastic Shredder and a Granulator?
A plastic shredder machine is a low-speed, high-torque machine that breaks down plastic into 20-100 mm chips. It uses a hydraulic pusher and perforated screen to control the largest output size. A granulator is a high RPM (400-600 RPM) machine, which accepts the input from the shredder in predetermined size, and output a 3-12 mm regrind, suitable for either pelletizing, or direct injection molding.
In most recycling lines, the shredder is the primary size reduction stage, then the wet processing line, then the dry processing line, then the granulator — sequential equipment, not substitutes. The maintenance follows the same track: to keep the shredder running, maintenance must keep the pusher and screen clear of debris; for the granulator, small clearances in the knife blades and frequent high-RPM bearing maintenance is necessary. For a complete snapshot of equipment function and specs: see KITECH’s single-shaft shredder and granulator equipment page.
9. Industry Outlook 2026: Predictive Maintenance & Smart Sensors
Plastic recycling machinery market is around USD 2.9 billion in 2024 and expected to attain USD 4.5 billion by 2034, due to regulatory push & packaging recycled-content mandates. According to APR’s 2025 US/Canada capacity report, rigid plastic recycling capacity has become the bottleneck for PCR pellet availability- implying just one hour of shredder hour uptime translates to competitive edge, and not merely operational cost reduction.
The biggest 2026 shift for maintenance is affordable low-cost IIoT sensor packs — these directly attack the performance and longevity ceiling of mechanical wear parts by giving operators visibility into how the shredder operates that they previously lacked, replacing intuition with smooth-operation telemetry. A recent peer-reviewed publication in MDPI Sensors (2025, vol 25, no 21, art 6610) demonstrates a vibration-based predictive maintenance system using an ESP32 microcontroller and a MEMS accelerometer with a bill of materials under USD 50 per machine point monitored. similar research can be found on ResearchGate regarding IoT-equipped mobile plastic shredders as of 2025. Industry is getting double digit reductions in maintenance costs, on IoT-instrumented recycling lines.
Why Calendar-Based PM Falls Short
And this solid foundation for a shredder PM schedule is based on the calendar – sharpen blades every six months, change gearbox oil every year. That logical 2-hour rotation significantly under-serves high-throughput plants and over-serves low-throughput lines. Take a PET line processing 1,500 kg/hr and chop away at D2 blades 2-3 times as fast as a low-volume, 500kg/hr grade conversion or compounding of HDPE rigid begins and ends more slowly – but at every hour and dust one blade over every blade.
Even better: two trigger system – hourly and ton data. Hour-meters can be a $30 retro; besides PLC’s send round TON counts to control system. But a rule-based “600 service hours OR 600 tonnes of throughput” blade rotation schedule correlates the PM round to the blade load – regardless of the calendar’s mind.
As predictive sensors disk current, vibration spectrum and bearing temperature in every shift support – not replace – our estimates.
Guideline for planning 2026 capital-equipment investment: for a typical KITECH line, the scheduled entry-point for a single ESP32-class vibration sensor monitoring the rotor bearing pillow block and a single clampon ammeter on the primary motor lead is less than USD 200; Payback for averted unplanned shutdowns often occurs during any period of a-line (>1,000kg/hr) operation of fewer than one tabular quarter. KITECH’s design engineers can help scope your plastic shredder sensor plan versus the details of your plastics and control architecture.
10. Frequently Asked Questions
Q: Can a plastic shredder handle hard plastics?
View Answer
Yes, with the correct blade steel choice. The most common plastics in rigid set recyclate (HDPE, PP, PVC) are crushed on single-shaft shredders powered by either D2/SKD-11 or H13 tool-steel blades. Such tool-steels tend to last twice as long as standard hot-rolled cold-rolled mild steel when processing unfilled resins; use additional blade rotation on glass-filled engineering plastics PA-GF30.
Q: Can plastic shredders be part of a full recycling line?
View Answer
A plastic shredder forms the first processing stage in nearly all modern plastics recycling lines, sized to feed downstream dryers, granulators, and pelletizers. Particle size of the emanating regrind (sieve size 20-50 mm for washing line applicants or 20-30 mm if the next stage is a granulator) must suit the inlet of the downstream plant; KITECH’s full-range plastics line includes proprietary sizedesign keyed in this manner.
Q: Do I need both a shredder and a granulator?
View Answer
For most plastics recycling lines, in most circumstances yes. The hopper-feed shredder disintegrates large, unsupported film, drums, crates into chips 30-50 mm diameter, which are then processed through the granulation stage down to 3-12 mm diameter powder for direct injection or pelletizing. Fully-specified direct-feed lines using this methodology can only handle already-too-small input material, or else downstream equipment can strain on incoming chip size.
Q: How long should a plastic shredder last with proper maintenance?
View Answer
A documented protective-maintenance schedule applied to a plastic-shredder normally yields 8-15 years service life before complete capital rebuild; where it isn’t applied, premature failure occurs within 3 years.
Q: What plastics can be shredded by an industrial shredder?
View Answer
Common procured feeds of a plastic recycling line are capable of being handled by single-shaft and twin-shaft industrial shredders inclusive of: most rigid plastics (PVC pipe, HDPE pallets, PET flake, rigid PC remelt) as well as densified post-consumer waste in the form of mixed bales of film or PET bottles, and flexible packaging in the form of LDPE stretch film or woven PP sacks. Glass, metal bearings, and other tramps should be precluded wherever practicable, preferably with an input attrition magnet, especially when grinding some post-consumer recyclates. Online screens are recommended to sort out any residual contamination.
Q: How much does it cost to maintain a plastic shredder per year?
View Answer
Maintenance on a typical mid-market size (45-75 kW, 500-1500 kgs/hr throughput) industrial plastic-shredder averages in the USD 2,000-5,000 annual range, neglecting replacement of the motor, belts, and inverter. Typical outlier/year includes more frequent blade rotation on glass-filled plastics. Largest outliers are hydraulic-driven is strong (> 80 kW) for a heavily-glass filled feedstock, or else if the line feeds comparable volume glass filled and PVC.
Need a Plastic Shredder Built for Your Plant’s PM Discipline and Maintenance Tips?
KITECH designs, manufactures, supplies over 80 national markets with single-shaft and twin-shaft regrind-shredders, integrated plastics recycling lines, and mineral line shredders according to OEM machining and assembly documentation (Magnet drives and controls, if applicable); all are supplied with a customized preventative maintenance checklist and the OEM recommended lube specifications for your application.
About This Plastic Shredder Maintenance Guide
KITECH’s accumulative experience operating single-shaft and twin-shaft plastics recycling-shredder production-records from 80+ world markets (500+ cases) is now gathered in this guide, referenced against OSHA 29 CFR 1910.147 lockout/tagout practices, NFPA 654 combustibility standards, and latest academic investigations (2024-2025) into shredder blade ability to retain sharpness over time in various steels for the dose of production filter feedstock. These numeric parts selections (blade lifespan by steel choice, gearbox-oil drain frequency, bearing temperature ceiling at 70 °C) originated by the OEM in this equipment line; team-reviewed competitor practices are identified where applicable.
References & Sources
- 29 CFR 1910.147 – The Control of Hazardous Energy (Lockout/Tagout) – U.S. Occupational Safety and Health Administration
- OSHA – Control of Hazardous Energy Overview – U.S. Department of Labor
- NFPA 654 – Standard for the Prevention of Fire and Dust Explosions from the Manufacturing, Processing, and Handling of Combustible Particulate Solids – National Fire Protection Association
- Low-Cost IoT-Based Predictive Maintenance Using Vibration (Sensors 2025, 25(21):6610) – MDPI peer-reviewed
- Development of an IoT-Based Mobile Plastic Shredder for Optimized Waste Management in Batam (2025) – ResearchGate academic record
- 2025 Plastic Recycling Capacity in the US and Canada – Data Report – Association of Plastic Recyclers (APR)
- Gear Oil ISO VG 680, 460, 320, 220, 150, 100 – Mobilgear 600 XP Series – ExxonMobil Lubricants
- Down and Out – Shredding System Downtime Field Study – Recycling Today (2012, metal shredder data; failure-mode analog)
Related Articles
- PET Recycling Complete Guide – process steps, equipment lineup, and quality benchmarks
- CE Marking for Plastic Recycling Equipment – 2026 compliance roadmap
- Single Shaft Plastic Shredder – how it works, what it shreds, how to choose
- HDPE Pelletizing Machine – downstream pelletizing for shredded HDPE feedstock







