
Get in touch with Kitech Company
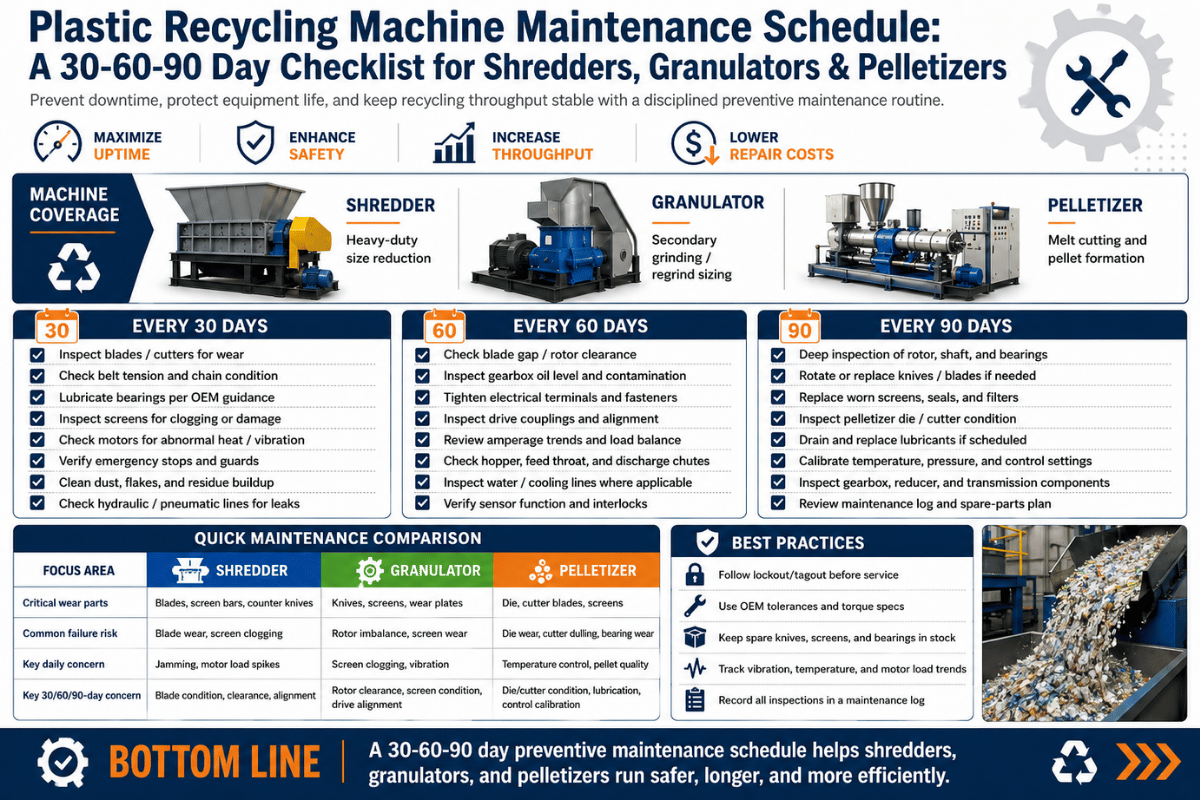
Plastic Recycling Machine Maintenance Schedule: A 30-60-90 Day Checklist for Shredders, Granulators & Pelletizers
A plastic recycling machine maintenance schedule is the difference between having an extruder last 30,000 hours and having it break down after only 8,000. This 30-60-90 day checklist applies to shredders, granulators, pelletizers, extruders, and washing lines and includes daily, weekly, monthly, and quarterly tasks that actual plastic recycling operations need to perform.
Most maintenance content on the web delivers operators a common preventive maintenance schedule, then leaves it untouched. This piece condenses the calendar to 3 blocks of time (Days 1-30, 31-60, and 61-90), then over lays the five most common machines on a plastics recycling line on each cadence, so no matter how you run your operation, you can find the schedule on one page.
Quick Specs: 30-60-90 Day Maintenance Cadence
| Cadence Layer | Sample Tasks | Time per Pass | Core Tools |
| Daily | Pre-startup inspection, oil level, residual material removal | 10–15 min | IR thermometer, flashlight, brush |
| Weekly | Screen / breaker plate cleaning, vibration log, belt check | 45–60 min | Brass brush, clamp meter |
| Monthly | Bearing inspection, vibration measurement, sensor calibration | 60–90 min | Vibration analyzer, dial indicator, multimeter |
| Quarterly | Cooling system flush, electrical panel thermal scan | 90–120 min | TDS meter, thermal camera, torque wrench |
| Annual | Screw-barrel wear measurement, gearbox oil change | 4–6 hrs | Bore gauge, micrometer (0.01 mm) |
| Cross-cutting | Safety interlock & LOTO test, maintenance log review | 15–30 min | Test log, multimeter |
What a Plastic Recycling Machine Maintenance Schedule Should Cover
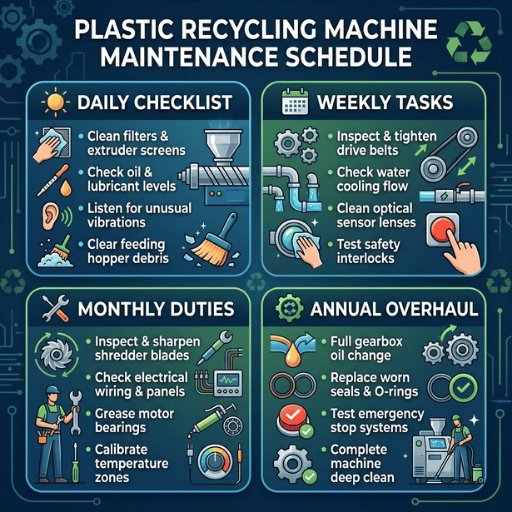
A maintenance schedule for plastic recycling equipment is a pre approved time-line that coalesces four cadences – daily, weekly, monthly, and quarterly – into a single calender so operators, shift leads, and engineers know exactly which jobs need to happen when. A dependable maintenance schedule includes cleaning, part replacement, calibration, lubrication, inspection of wear parts, and other tasks designed to keep the plugs flowing. Regular maintenance done on this cadence directly drives operational efficiency, giving you more uptime for your dollars and increased throughput per shift.
The cost of unplanned machine downtime is steep. Market metrics suggest that can be several hundred dollars per minute on any given extruder, and many cited figures around the $260 per-minute mark, citing production scale. Cost effective plastics recycling means carving minutes out of the calendar, not adding them. For a 24/7 operation, one 4-hour breakdown in an entire quarter would equal the expense of the entire scheduled maintenance plan for three months.
Nearly all extrusion operations employ one of three approaches, and their cost implications correlate highly with the level of discipline reinforcing each variation:
- Reactive (run-to-fail): lowest in scheduled spend, highest in unplanned downtime and crashing equipment.
- Preventative (calendar based): the 30/60/90 day cadence used in this article, generally considered 4-5 times cheaper than reactive maintenance.
- Predictive (condition/sensor based): original calendar tasks flanked by sensor alignments that anticipate bearing failures hundreds of hours in advance.
The following maintenance schedule for plastic recycling equipment should be used only after mastering the maintenance sequence within the upstream parts of the plant. If you need an introduction to the movement of plastics material, view how plastic recycling machines work, and then pick up the rest of this article:
💡 Key takeaway
Make the maintenance schedule your live document. Operators that approve each shift have an added benefit: spot wear and tear or a clog early enough for the next operator to fix them in the scheduled downtime before the breakdown drives cost.
Days 1–30: Daily and Weekly Maintenance Tasks
The initial 30 days on any maintenance schedule are intended to establish stability. Tasks required on a daily or weekly basis are short, uncomplicated, and fallen on the operator (not a maintenance tech), with the goal of identifying fasteners worked loose, residual build-up, small parts broken, before they cause the downstream delay.
Daily Checklist (10–15 minutes per shift)
- Pre-startup walk-around – check for abnormal noise, residual plastic on flange joints, safety guards in place.
- Check gearbox oil level with sight glass (only top up if below the lower mark – going over the mark will promote seal leakage).
- Check all emergency stop buttons work – should deactivate drive in less than 1 second, log any delay.
- Check feed throat for bridging, brush out with brass tools (never compressed air on hot surfaces).
- Check water flow on cooling water gauges – bridging in a cold feed throat occurs within 20 minutes of flow stoppage on a 75 mm extruder.
- Check separator magnet and ensure clean – metal contamination damages blades in 4 hours.
- Operator signs off maintenance log for shift change – no signature, no startup.
Weekly Checklist (45–60 minutes)
Weekly checks adds deeper system examination without removing major covers. Moved from “verify level” to “top up grease points” on moving parts, and the screen changer and breaker plate receive their first scheduled clean – under 200 C of heat, brass brushes only, never steel on chrome.
- Clean screen changer and breaker plate, note start up melt pressure for trend log.
- Grease top up at thrust bearing zerks – only 2 shots, not 10. Overlubrication will blow the lip seal out and pollute the gearbox sump.
- Check drive belts for cracking, glazing and tension – replace any belt with visible cord damage.
- Take a walk around with a clamp meter; each heater zone should draw within 10% of the nameplate amps.
- Shut vent and check decompression on twin-screw lines working with post-consumer recyclate.
💡 Pro Tip — Lubricant grade
ISO VG 220 gear oils are standards on normal single screw extruder under 75 kw, above 110 kw twin screw or high torque recycling lines use ISO VG 320. Mixing zinc-based and ashless additives over refill creates residues that over time block solenoid valves used on screen changers – drain fully and do not combine.
Days 31–60: Monthly Inspection and Service
Monthly tasks move the operator level checks for deeper system sub-system monitoring. Based on measured data, for bearings, gearboxes, sensors, and cooling systems the averages are not just plotted and charted in trends but actually measured from a numerical baseline. Over time, parts mercilessly degrade in failure patterns invisible to the walk-around: drive amperage increases, vibration signatures alter, heater bands reliably draw outside their amps for no apparent reason.
Vibration Measurement Against ISO 10816-3
Vibration is the most common monthly number to take action on. ISO 10816-3 classifies industrial equipment into severity bands – for Class II equipment (the size range covering most plastic recycling extruders, granulators and pelletizer drives) the published ISO 10816-3 vibration severity chart gives 4.5mm/sec rms (0.25in/sec peak) as the point at which damage begins on motor and pump assemblies. The normal unconstrained operation level tends to be closer to 1.4mm/sec rms.
Set alarm thresholds in your condition-monitoring system at 4.5 mm /s rms on gearbox and thrust bearing housings. The mechanical signature of a failed bearing hits the spectrum hundreds of hours before audible noise—a time window ample enough to preemptively replace the unit on a scheduled downtime rather than in an emergency.
📐 Engineering Note
When metering vibration on a recycling line, always procure three-axis (horizontal/vertical/axial) readings of the bearing housing, with the machine at full operating temperature and steady-state load. Cold readings under-represent by 20–30%and will conceal nascent failure.
Monthly Tasks Across the Recycling Line
- Bearing inspection—temperature scan, vibration reading, audible noise log, replace at first instance of unevenly distributed wear.
- Sensor calibration—temperature thermocouples, pressure transducers, melt flow sensors; cross-reference against calibrated standard.
- Cooling-system performance check—pH and conductivity of cooling water, scale buildup on heat exchanging surfaces.
- Hydraulic-system pressure check on twin-screw screen changers; replace seals exhibiting residual fluid weep.
- Maintenance log review—trend logs for clog frequency, baseline drive amps, and clean-start pressure.
Cooling water chemistry is the unheralded force underpinning monthly performance. A 1 mm scale layer on a barrel cooling channel cuts heat transfer by roughly 15%, forces the cooling system to work harder, accelerates corrosion on heat-transfer surfaces, and shortens pump life. Maintain pH between 7 and 8, conductivity below 500 µS/cm.
Days 61–90: Quarterly Overhaul and Annual Service

Quarterly maintenance is the most expansive the planned outage gets—and the most tactical. At 90-day intervals, shafts and sheaths return to be inspected and put back together: cooling circuits back flush, and descaled, electrical panels opened and thermal imaged, vacuum vent oil drained on twin-screw recycled PET presses, screw-barrel clearances measured.
Quarterly Task List (every 3 months)
- Flush and descale all cooling circuits; verify TDS reading drops back below 500 S/cm after flush.
- Open the electrical panel—vacuum dust with dry nitrogen (shop air carries moisture and oil), torque check main contactors, thermal image the bus bar under full load.
- Measure screw flight outer diameter and barrel inner diameter on extruder lines; note any single-flight zone with more than 0.2 mm wear relative to original specs.
- Changing vent twin screw extruder vacuum pump oil when processing washed PET above 0.1% residual moisture.
- Replace heater bands with amp draw by more than 10%from nameplate—when a band draws 30%high, its windings have already fried, and you’ll need a new one before long.
Annual Service (every 12 months or 4,000 operating hours)
A once-yearly structural maintenance blitz in preparation for any line upscale: gearbox oil change once engine hits 4,000 hours (or first 2,000 post-wear-in), check thrust bearing pre-loads, full inspection of pressure relief device, and change out any belts, seals, or parts exhibited in the prior three quarterly checks.
⚠️ Important — Don’t skip quarterly cooling flush
Field operators report recycling lines that delay quarterly cooling flushes routinely experience a 15-20% reduction in heat-transfer capacity by the end of year one, with downstream throughput losses compounding until the cycle is refreshed with fresh oil.
Equipment-Specific Schedules: Shredder, Granulator, Pelletizer, Extruder, Washing Line
The 30-60-90 calendar above can be applied to virtually every machine on a recycling line. The main difference is which sub-systems tigers are chasing—the shredder is most concerned with blade wear and rotor balance; the washing system is keyed in on pump seals and water-side fouling; an extruder focuses its inspection budget on screw, barrel, and screen changer.
| Equipment | Daily Focus | Monthly Focus | Quarterly Focus |
|---|---|---|---|
| Shredder | Blade visual, hopper magnet, hydraulic pressure | Rotor balance, bearing temp, blade gap | Blade rotation or replacement, gearbox oil sample |
| Granulator | Knife edge inspection, screen condition, residual | Knife clearance gauge, drive amp baseline | Knife regrind or replacement, screen swap |
| Pelletizer | Die face cleanliness, water flow, melt temp | Die hole inspection (loupe), cutter wear | Die rebuild or replace, water filtration overhaul |
| Extruder | Heater amp scan, thermocouple drift, idle torque | Vibration on gearbox, screen-changer pressure log | Screw and barrel wear measurement, vacuum vent oil |
| Washing Line | Pump seal weep, conveyor belt tracking, water level | Wash tank deep-clean, agitator paddle wear | Pump rebuild, filtration mesh replacement |
How Often Should Plastic Shredder Blades Be Sharpened?
The sharpening interval for shredder blades is driven by three primary factors—the abrasiveness of the plastic feedstock, the processed volume per shift, and the rod of origin for the original blade hardening. Field operators note that a typical tool-steel shredder blade on a medium-loaded line benefits from a re-sharpening every 200-500 hours of operation, and a complete replacement every 2-6 months of a continuous process.
Reinforced PVC, glass-filled compounds, and metal-contaminated post-consumer streams will double or triple blade abrasion compared to virgin HDPE or LDPE film. Track blade wear monthly using a feeler gauge rather than the calendar—once the cutting edge has eroded more than 0.5 mm from the original profile, downstream particle size distribution shifts and growing contamination is present in the recycled plastic flake. For more information on shredder selection and sizing, refer to single shaft plastic shredder and single shaft versus twin shaft shredder guides.
Each machine class is also supported by its own dedicated guide: plastic granulator basics, plastic pelletizer guide, and plastic washing line guide walk through the specifics that the maintenance plan rests on.
Critical Wear Parts and Replacement Intervals
The data below are drawn from multiple recycling industry resources and OEM service guides. Your actual outcomes will vary based on machine configuration, tool design, feedstock contamination level, and shift patterns—use as a starting point then adapt based on the trend data your maintenance log provides over the initial three months.
| Wear Part | Typical Service Interval | Replacement Signal |
|---|---|---|
| Shredder blades (single shaft) | 200–500 operating hrs (re-sharpen); 2–6 months (replace) | >0.5 mm wear, particle size drift |
| Granulator knives | 300–800 hrs between regrinds | Increased fines, drive amp creep |
| Extruder screen pack (post-consumer) | 2–12 hrs (PE film) to weekly (virgin PP) | Melt pressure rises >15% above clean baseline |
| Heater bands | Replace at ±10% amp drift | Amp reading 0 (open) or 30% high (shorted) |
| Gearbox oil (single-screw under 75 kW) | 2,000 hrs (break-in), 4,000 hrs thereafter | Color amber-to-brown, particle count rises |
| Thrust bearing grease (lithium-complex NLGI 2) | 15 g per zerk every 250 hrs | Audible bearing noise, temperature rise |
| Cooling system seals and pump impellers | Annually or at flow drop >10% | Visible weep, pressure loss |
What Type of Lubricant Is Recommended for Plastic Recycling Machine Moving Parts?
Lubrication for gearboxes on conventional single screw extruders less than 75k W consists of ISO VG 220 industrial gear oils utilizing extreme-pressure (EP) agents. High torque or twin screw recycling extruders over 110k W should be upgraded to ISO VG 320. For thrust bearings and servicing points, lithium-complex NLGI 2 grease is common usage on plastic recycling equipment—high drop point, solid load shear stability, and compatible with the corresponding OEM gearbox lip seals.
Automative grease (standard general purpose lithium based greases, GL-5 gear oils) are not appropriate for use on a recycling line. Automotive multi-purpose products will contain sulfur and phosphorus additives in amounts that deman the use of bronze thrust washers in industrial gearboxes, and they don’t offer the right viscosity targets for the temperature operating window typical to a functioning extruder. Always cross verify the lubricant against the OEM service manual before refill—introducing different additives on top of each other causes sludge that appears in and clogs the solenoid valves on screen changers.
💡 Pro Tip — Stocking spare parts
Keep a basic spare kit on-site: 2 heater bands / zone, 4-10 type-K thermocouples (sized for your line), one full screen pack rotation, a gearbox seal kit, a breaker plate. Trip experience indicates that a facility maintaining this spare kit reduces the average repair-time for common failures by 50%.
Troubleshooting and Maintenance Log Best Practices
A maintenance schedule lives or dies by the maintenance log. ISO 9001:2015 clause 7.5 demands documented evidence of routine maintenance procedures for any quality-managed facility, and warranty claims on recycling machinery may rest on whether the operator can demonstrate a continuous record of inspections.
Common Symptoms and First-Pass Causes
| Symptom | Likely Cause | First-Pass Action |
|---|---|---|
| Drive amp creep (3–5% over 2 weeks) | Screw-barrel contact or bearing drag | Schedule wear measurement, sample gearbox oil |
| Surging or pressure spikes | Clogged breaker plate, worn feed throat cooling | Pull screen pack, verify cooling water flow |
| Vibration alarm above 4.5 mm/s rms | Bearing wear, misalignment, or unbalanced rotor | Pull bearing, dial-indicator alignment check |
| Heater band reading 0 A | Open coil, blown fuse, or broken connection | Multimeter continuity check, replace band |
| Vacuum pump oil amber-to-brown in <200 hrs | High residual moisture in PET feedstock | Verify drying upstream, change pump oil |
Should the Maintenance Schedule Be Updated Regularly?
Yes – and the timetable itself is part of the schedule. Monthly review of the maintenance log, quarterly recalibration of task frequencies based on what actually fails, and yearly refresh of the calendar. A maintenance schedule that is unchanged after 12 months of production data is either a perfect plan (rare) or one that no-one reads.
Maintenance Log — 14 Fields per Entry
- Date / shift / operator ID / machine serial
- Task code / task description / time spent (min)
- Measured value / expected tolerance / pass-fail flag
- Parts replaced (P/N + lot) / next-due date / supervisor sign-off
Export the log monthly to CSV. Auditors and warranty assessors prefer trend lines, not paper binders – a well-structured maintenance log feeds directly into predictive maintenance analytics and reduces diagnostic time when a failure occurs. For lines with self-cleaning laser filter systems, the log enables condition-based screen change planning rather than calendar-based.
Safety Protocols During Maintenance

All servicing and maintenance requires controls to mitigate the risk of hazardous energy. In the United States OSHA 29 CFR 1910.147 (“The Control of Hazardous Energy / Lockout-Tagout Standard”) defines procedures when the risk presents itself at the service point (uncovers machine, removes a screen pack or touches a screw). Adherence is not an option – standards apply when a safety guard is lifted, when the machine is in-service, or when someone’s hand is in the system.
Pre-Maintenance Safety Checklist
- Lockout / tagout applied to main disconnect, hydraulic supply, and pneumatic supply (per OSHA 1910.147).
- Confirm zero-energy state at the work station using a meter – assumptions kill.
- Allow residual heat to vent below 60 C before opening barrels or hot zones.
- Confirm safety guards, interlocks, and emergency stop buttons remain functional after each replacement task.
- PPE: safety glasses, cut-resistant gloves (Kevlar while hot work is underway), hearing protection in granulator/shredder zones.
- Two-man rule for any internal maintenance requiring hydraulic disassembly.
- Maintenance log entry signed before energy is restored.
Emergency Stop Performance
Test all emergency stop controls every month. Per ISO 13849-1 Category 3 functional safety requirements, the safety function must stop the screw drive within the validated response time of the safety system – that’s typically well under one second for correctly maintained recycling machinery. Any delay indicates a decommitted shear coupling, a failing brake resistor, or a relay moving past end-of-life. Replace, do not fiddle.
⚠️ Common Mistake
Operators check safety gates visually but bypass electrical interlock tests. A gate that appears latched but has a failed interlock contact provides little protection—multimeter the interlock circuit at every quarterly safety pass.
Industry Outlook: From Calendar-Based to Predictive Maintenance
The plastics recycling industry is on a clear trajectory toward condition-based and predictive maintenance, driven by two forces. First, the global plastics recycling market is projected to grow from roughly $47.9 billion in 2025 to $67.6 billion by 2030 — a roughly 7% CAGR that puts pressure on uptime targets. Second, the predictive maintenance market itself is forecast by Fortune Business Insights to grow from $13.65 billion in 2025 to $97.37 billion by 2034 — a roughly 28% CAGR, with manufacturing and recycling among the fastest-growing verticals.
Calendar vs Predictive — A Decision Framework
| Approach | Best Suited For | Typical Setup Cost |
|---|---|---|
| Calendar-based (this guide) | Single-shift lines, <12 hrs/day, mature operators | Tooling and log only |
| Hybrid (calendar + vibration sensors) | Two-shift or 24/7 lines, mixed feedstock | $400–800 per critical motor |
| Predictive (condition-based + AI) | Multi-line plants, downtime cost >$500/hr | $5,000–15,000 setup + monthly software |
Industry sustainability reports increasingly emphasize sensor-based sorting and AI-driven condition monitoring—TOMRA, for example, frames sensor-based sorting and deep-learning-driven monitoring as the dominant growth vectors for recycling technology this year in its 2026 circular economy technology trends report.
Assuming you want condition-based maintenance in 2026, start where most plant managers wish they could: implement a calendar-based plan first, accumulate six months of formatted maintenance log data, then install vibration sensors on the suspect bearings. Without a baseline, you’ll get alarms but be at a loss for comparison. For lines weighing this kind of investment, our plastic recycling plant cost guide for 2026 and plant profitability analysis walk through the ROI math.
Ready to build your line’s 30-60-90 plan?
The Kitech engineering team builds custom maintenance schedules around throughput, screw geometry, and contamination profile — particularly for 24/7 multi-line plants running mixed PE/PP/PET feedstock.
Frequently Asked Questions
Q: How frequently should the filters in a plastic recycling machine be cleaned or replaced?
View Answer
Process water filtration and incoming air filters are cleaned weekly and changed over every 200-500 hours depending on contamination levels. Though, in plastics recycling lines, extruder screen packs change far more frequently; every 2 to 12 hours on PE film recycling lines, weekly for virgin PP. Use clean-start melt pressure as the trigger: when readings climb 15% above your baseline, replace screens no matter how long they’ve been in.
Q: How should the electrical components of a plastic recycling machine be maintained?
View Answer
Open the electrical panel quarterly. Clean dust buildup with dry nitrogen—never shop compressed air, which carries moisture and oil. Torque-check motor contactors; thermal-image the busbar when fully loaded; re-tighten any junctions whose temperature exceeds the ambient by more than 20 C. Average amp draws on heater bands should be within 10% of nameplate ratings, new or used; outside that range, the bands are suspect.
Q: Can I use automotive grease on extruder gearboxes?
View Answer
Industrial gearboxes on plastic recycling extruders always use ISO VG 220 or ISO VG 320 gear oil with EP additives, not multi-purpose grease. The sulfur-phosphorus additives in automotive GL-5 damages the bronze thrust washers in industrial gearboxes. Never use it!
Q: How often should a plastic extruder screw be replaced?
View Answer
Must be replaced if flight outer-diameter wear is more than 0.2 mm (which equals one Wear Cycle) below or above original value, and output is more than 8% below rated when RPM is held constant. When processing abrasive post consumer PET on a recycling line, this occurs at roughly 18,000-25,000 hours of run time on a typical line. Virgin PP lines rapidly reach 40,000+ hours. Running PVC through a system accelerates wear by a factor of two to three
Q: Is predictive maintenance worth it for small recyclers?
View Answer
For drives less than 75 kW (100 HP), simple vibration sensors costing $400-800 installed per motor pay for themselves in 12 to 18 months when used on a single-shift line. Use a careful calendar-based replacement plan with a hand log of vibration patterns if there are fewer than that. Plan to switch to a machine-specific schedule once production crosses three lines or three shifts a day.
Q: Why establish a preventive maintenance system?
View Answer
Performing preventive maintenance cuts down on un-planned downtime, extends the lifespan of capital equipment, maintains products to the ISO 9001 quality standard, and keeps manufacturer warranties active. Industry benchmarking typically shows a 4 to 5 time cost savings ratio between reactive and structured preventive maintenance programs after costs of parts, labor, and downtime are totaled.
Q: Is there a downloadable maintenance schedule template?
View Answer
A five-minute spreadsheet containing 14 fields to track ISO 10816-3 Vibration Severity Chart, OSHA 29 CFR 1910.147 lock out tag out regulations, and ISO 13849-1 Functional Machinery Safety requirement is sufficient to identify the timed failures in your process after establishing the time-based schedule. Save as monthly CSV export for top-line trending analysis. Computer Maintenance Management System software can speed up this process but is not essential for program launch.
About This Maintenance Guide
This 30-60-90 day maintenance schedule for plastic recycling machinery synthesizes published ISO 10816-3 vibration thresholds, OSHA 29 CFR 1910.147 lockout-tagout requirements, and ISO 13849-1 functional safety standards with the kind of detail that comes from running shredders, granulators, pelletizers, and washing systems for PET, PE, PP and rigid plastics. Reviewed by the Kitech engineering team. Service intervals shown are starting baselines — adjust based on your own maintenance log data after the first three months of production.
References & Sources
- OSHA 29 CFR 1910.147 — Control of Hazardous Energy (Lockout/Tagout) — U.S. Occupational Safety and Health Administration
- ISO 13849-1:2023 — Safety of Machinery — Safety-related Parts of Control Systems — International Organization for Standardization
- Understanding the ISO 10816-3 Vibration Severity Chart — Acoem USA (industry analytics)
- Predictive Maintenance Market Size, Share & Forecast 2026–2034 — Fortune Business Insights
- Plastics Recycling Market Size, Share & Forecast to 2030 — Research and Markets (industry research publisher)
- Circular Economy Trends 2026: From Preparation to Action — TOMRA







