
Póngase en contacto con Kitech Company
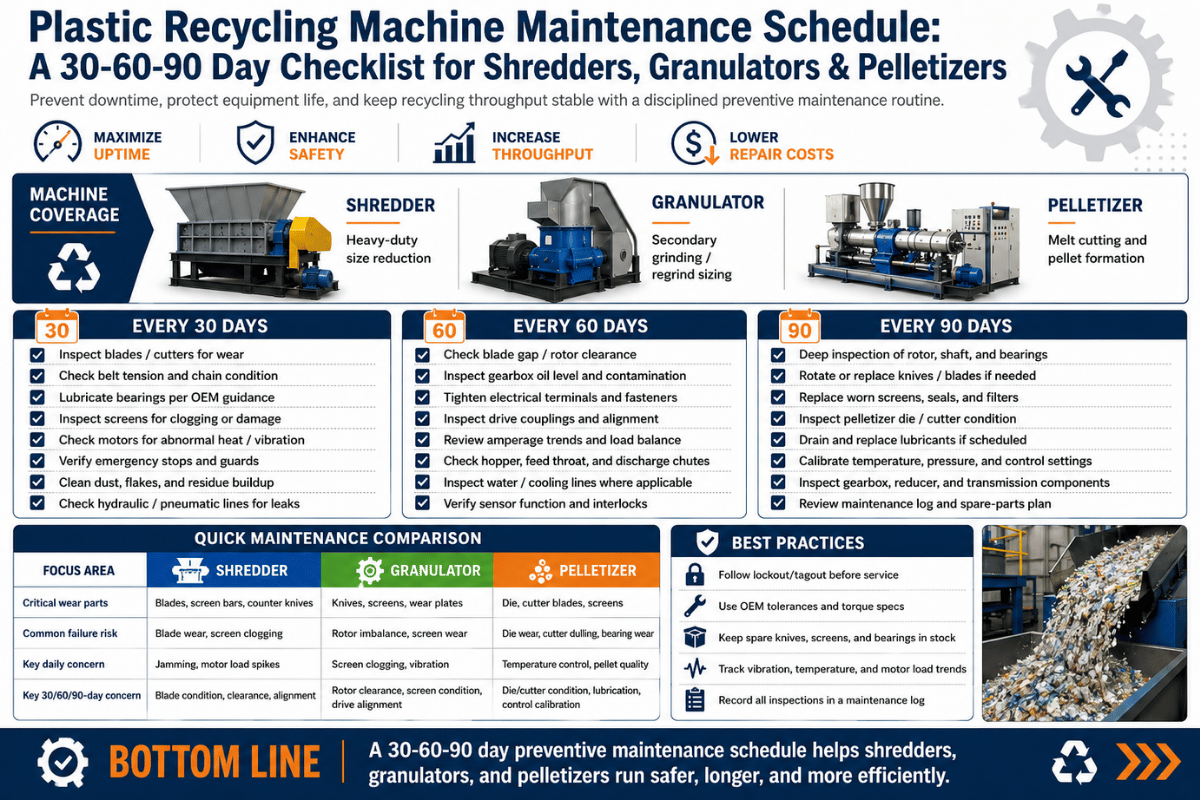
Programa de mantenimiento de máquinas de reciclaje de plástico: una lista de verificación de 30-60-90 días para trituradoras, granuladores y peletizadores
El programa de mantenimiento de una máquina de reciclaje de plástico es la diferencia entre tener una extrusora las últimas 30.000 horas y descomponerla después de sólo 8.000. Esta lista de verificación de 30-60-90 días se aplica a trituradoras, granuladores, peletizadores, extrusoras y líneas de lavado e incluye tareas diarias, semanales, mensuales y trimestrales que deben realizar las operaciones reales de reciclaje de plástico.
La mayor parte del contenido de mantenimiento en la web ofrece a los operadores un programa de mantenimiento preventivo común y luego lo deja intacto. Esta pieza condensa el calendario en 3 bloques de tiempo (días 1-30, 31-60 y 61-90), luego coloca las cinco máquinas más comunes en una línea de reciclaje de plásticos en cada cadencia, por lo que no importa cómo ejecute su operación, puede encontrar el cronograma en una página.
Especificaciones rápidas: Cadencia de mantenimiento de 30-60-90 días
| Capa de cadencia | Tareas de muestra | Tiempo por pase | Herramientas principales |
| Diario | Inspección previa al arranque, nivel de aceite, eliminación de material residual | 10-15 min | Termómetro IR, linterna, cepillo |
| Semanal | Limpieza de pantalla/placa de disyuntor, registro de vibraciones, revisión de correa | 45-60 min | Cepillo de latón, pinza amperimétrica |
| Mensual | Inspección de rodamientos, medición de vibraciones, calibración de sensores | 60-90 min | Analizador de vibraciones, indicador de esfera, multímetro |
| Trimestral | Lavado del sistema de refrigeración, escaneo térmico del panel eléctrico | 90-120 min | Medidor TDS, cámara térmica, llave dinamométrica |
| Anual | Medición del desgaste del cañón de tornillo, cambio de aceite de la caja de cambios | 4-6 hrs | Calibre de diámetro, micrómetro (0,01 mm) |
| Transversal | Interbloqueo de seguridad y prueba LOTO, revisión del registro de mantenimiento | 15-30 min | Registro de prueba, multímetro |
Qué debería cubrir el programa de mantenimiento de una máquina de reciclaje de plástico
Un programa de mantenimiento para equipos de reciclaje de plástico es un cronograma previamente aprobado que combina cuatro cadencias 'd diaria, semanal, mensual y trimestral' en un solo calendario para que los operadores, conductores de turnos e ingenieros sepan exactamente qué trabajos deben realizarse y cuándo. Un programa de mantenimiento confiable incluye limpieza, reemplazo de piezas, calibración, lubricación, inspección de piezas de desgaste y otras tareas diseñadas para mantener los enchufes fluyendo. El mantenimiento regular realizado en esta cadencia impulsa directamente la eficiencia operativa, brindándole más tiempo de actividad por su dinero y mayor rendimiento por turno.
El costo del tiempo de inactividad no planificado de la máquina es elevado. Las métricas del mercado sugieren que puede ser de varios cientos de dólares por minuto en cualquier extrusora determinada, y muchos citaron cifras alrededor de la marca de $260 por minuto, citando la escala de producción. El reciclaje rentable de plásticos significa eliminar minutos del calendario, no agregarlos. Para una operación 24 horas al día, 7 días a la semana, un desglose de 4 horas en un trimestre completo equivaldría al gasto de todo el plan de mantenimiento programado durante tres meses.
Casi todas las operaciones de extrusión emplean uno de tres enfoques, y sus implicaciones de costos se correlacionan altamente con el nivel de disciplina que refuerza cada variación:
- Reactivo (corrido hasta el fallo): el más bajo en gasto programado, el más alto en tiempo de inactividad no planificado y equipos fallidos.
- Preventivo (basado en calendario): la cadencia de 30/60/90 días utilizada en este artículo, generalmente considerada de 4 a 5 veces más barata que el mantenimiento reactivo.
- Predictivo (basado en condición/sensor): tareas de calendario originales flanqueadas por alineaciones de sensores que anticipan fallas en los rodamientos con cientos de horas de anticipación.
El siguiente programa de mantenimiento para equipos de reciclaje de plástico debe usarse únicamente después de dominar la secuencia de mantenimiento dentro de las partes aguas arriba de la planta. Si necesita una introducción al movimiento de material plástico, consulte cómo funcionan las máquinas de reciclaje de plástico, y luego retomar el resto de este artículo:
💡 Conclusión clave
Haga del programa de mantenimiento su documento en vivo. Los operadores que aprueban cada turno tienen un beneficio adicional: detectan el desgaste o una obstrucción con suficiente antelación para que el siguiente operador los repare en el tiempo de inactividad programado antes de que cueste la avería.
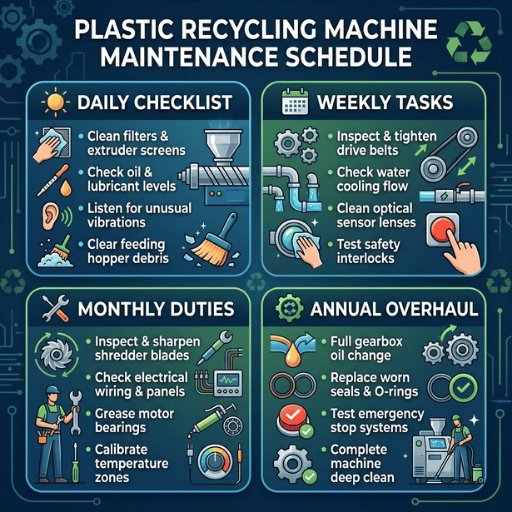
Días 1-30: Tareas de Mantenimiento Diarias y Semanales
Los 30 días iniciales de cualquier programa de mantenimiento tienen como objetivo establecer la estabilidad. Las tareas requeridas diaria o semanalmente son breves, sencillas y recaen en el operador (no en un técnico de mantenimiento), con el objetivo de identificar sujetadores que funcionan sueltos, acumulación residual y piezas pequeñas rotas, antes de que causen el retraso aguas abajo.
Lista de verificación diaria (10-15 minutos por turno)
- Caminata previa al arranque para comprobar si hay ruidos anormales, plástico residual en las juntas de las bridas y protectores de seguridad colocados.
- Verifique el nivel de aceite de la caja de cambios con una mirilla (solo rellénelo si está por debajo de la marca inferior 'pasar la marca promoverá fugas en el sello).
- Verifique que todos los botones de parada de emergencia funcionen. «Debería desactivar la unidad en menos de 1 segundo, registre cualquier retraso.
- Compruebe si hay puentes en la garganta de alimentación y cepille con herramientas de latón (nunca aire comprimido en superficies calientes).
- Verifique el flujo de agua en medidores de agua de refrigeración. El puente en una garganta de alimentación fría ocurre dentro de los 20 minutos posteriores a la interrupción del flujo en una extrusora de 75 mm.
- Verifique el imán del separador y asegúrese de que la contaminación del metal limpio dañe las hojas en 4 horas.
- El operador cierra el registro de mantenimiento para cambio de turno --sin firma, sin inicio.
Lista de verificación semanal (45-60 minutos)
Los controles semanales añaden un examen más profundo del sistema sin quitar las cubiertas principales. Se movió del “nivel de verificación” a “recargar puntos de grasa” en las piezas móviles, y el cambiador de pantalla y la placa del disyuntor reciben su primera limpieza programada -bajo 200 C de calor, solo cepillos de latón, nunca acero sobre cromo.
- Limpie el cambiador de pantalla y la placa del disyuntor, tenga en cuenta la presión de fusión de inicio para el registro de tendencias.
- Recarga con grasa al presionar el cojinete de empuje 'solo 2 disparos, no 10. La sobrelubricación expulsará el sello del labio y contaminará el sumidero de la caja de cambios.
- Revise las correas de transmisión en busca de grietas, acristalamiento y tensión. Reemplace cualquier correa con daños visibles en el cable.
- Dé un paseo con una pinza amperimétrica; cada zona del calentador debe estar dentro de 10% de los amperios de la placa de identificación.
- Cierre la ventilación y verifique la descompresión en líneas de doble tornillo que funcionan con reciclaje posconsumo.
💡 Pro Tip « Grado lubricante
Los aceites para engranajes ISO VG 220 son estándares en extrusoras normales de un solo tornillo de menos de 75 kw, más de 110 kw de doble tornillo o líneas de reciclaje de alto torque usan ISO VG 320. La mezcla de aditivos a base de zinc y sin cenizas durante el llenado crea residuos que con el tiempo bloquean las válvulas solenoides utilizadas. en los cambiadores de pantalla ñan completamente y no se combinan.
Días 31-60: Inspección y Servicio Mensual
Las tareas mensuales mueven las comprobaciones a nivel del operador para un monitoreo más profundo del subsistema del sistema. Según los datos medidos, para rodamientos, cajas de cambios, sensores y sistemas de enfriamiento, los promedios no solo se trazan y trazan en tendencias, sino que en realidad se miden desde una base numérica. Con el tiempo, las piezas se degradan sin piedad en patrones de falla invisibles para el recorrido: el amperaje de la transmisión aumenta, las firmas de vibración se alteran y las bandas del calentador se dibujan de manera confiable fuera de sus amplificadores sin razón aparente.
Medición de vibraciones contra ISO 10816-3
La vibración es el número mensual más común sobre el que tomar medidas. ISO 10816-3 clasifica los equipos industriales en bandas de gravedad ñoneras para equipos de Clase II (el rango de tamaño que cubre la mayoría de las extrusoras, granuladores y unidades peletizadoras de reciclaje de plástico), según lo publicado Tabla de gravedad de vibraciones ISO 10816-3 da 4,5 mm/seg rms (pico de 0,25 pulgadas/seg) como punto en el que comienzan los daños en los conjuntos de motor y bomba. El nivel normal de funcionamiento sin restricciones tiende a estar más cerca de 1,4 mm/seg rms.
Establezca umbrales de alarma en su sistema de control de estado a 4,5 mm/s rms en la caja de cambios y en las carcasas de los cojinetes de empuje. La firma mecánica de un cojinete averiado alcanza el espectro cientos de horas antes del ruido audible, una ventana de tiempo lo suficientemente amplia como para reemplazar preventivamente la unidad en un tiempo de inactividad programado en lugar de en caso de emergencia.
📐 Nota de ingeniería
Al medir la vibración en una línea de reciclaje, siempre obtenga lecturas de tres ejes (horizontal/vertical/axial) de la carcasa del rodamiento, con la máquina a temperatura de funcionamiento total y carga en estado estacionario. Las lecturas en frío están subrepresentadas por 20-30% y ocultarán fallas incipientes.
Tareas mensuales en toda la línea de reciclaje
- Inspección de rodamientos: escaneo de temperatura, lectura de vibraciones, registro de ruido audible, reemplazo en primera instancia de desgaste distribuido de manera desigual.
- Calibración de sensores: termopares de temperatura, transductores de presión, sensores de flujo de fusión; referencia cruzada con estándar calibrado.
- Control del rendimiento del sistema de refrigeración: pH y conductividad del agua de refrigeración, acumulación de incrustaciones en superficies de intercambio de calor.
- Control de presión del sistema hidráulico en cambiadores de criba de doble tornillo; reemplace los sellos que muestren un llanto de fluido residual.
- Revisión del registro de mantenimiento: registros de tendencia para la frecuencia de obstrucción, amplificadores de accionamiento de referencia y presión de arranque limpio.
La química del agua de refrigeración es la fuerza no anunciada que sustenta el rendimiento mensual. Una capa a escala de 1 mm en un canal de enfriamiento cilíndrico corta la transferencia de calor en aproximadamente 15%, obliga al sistema de enfriamiento a trabajar más duro, acelera la corrosión en las superficies de transferencia de calor y acorta la vida útil de la bomba. Mantenga el pH entre 7 y 8, conductividad inferior a 500 µS/cm.
Días 61-90: Revisión Trimestral y Servicio Anual

El mantenimiento trimestral es el más amplio que recibe el corte planificado y el más táctico. A intervalos de 90 días, los ejes y las fundas vuelven a ser inspeccionados y ensamblados: los circuitos de refrigeración retrolavan y desincrustan, los paneles eléctricos se abren y se obtienen imágenes térmicas, el aceite de ventilación al vacío se drena en prensas de PET recicladas de doble tornillo, se miden las holguras del cilindro de tornillo.
Lista de tareas trimestral (cada 3 meses)
- Lave y descalcifique todos los circuitos de enfriamiento; Verifique que la lectura de TDS vuelva a caer por debajo de 500 S/cm después del lavado.
- Abra el panel eléctrico: aspire el polvo con nitrógeno seco (el aire del taller transporta humedad y aceite), controle el par de los contactores principales, imagine térmicamente la barra colectora a plena carga.
- Mida el diámetro exterior del tramo del tornillo y el diámetro interior del cilindro en las líneas de extrusora; observe cualquier zona de vuelo único con más de 0,2 mm de desgaste en relación con las especificaciones originales.
- Cambio de aceite de la bomba de vacío de la extrusora de doble tornillo de ventilación al procesar PET lavado por encima de 0,1% de humedad residual.
- Reemplace las bandas calefactoras con amp draw por más de 10% de la placa de identificación: cuando una banda dibuja 30%high, sus devanados ya se han frito y necesitará una nueva en poco tiempo.
Servicio Anual (cada 12 meses o 4.000 horas de funcionamiento)
Un bombardeo de mantenimiento estructural una vez al año en preparación para cualquier línea exclusiva: cambio de aceite de la caja de cambios una vez que el motor cumple 4000 horas (o las primeras 2000 después del desgaste), verificación de las precargas de los cojinetes de empuje, inspección completa del dispositivo de alivio de presión y cambio. cualquier correa, sello o pieza exhibida en las tres revisiones trimestrales anteriores.
⚠¦ Importante « No te saltes la descarga de enfriamiento trimestral
Los operadores de campo informan que las líneas de reciclaje que retrasan los lavados de enfriamiento trimestrales experimentan rutinariamente una reducción del 15-20% en la capacidad de transferencia de calor para finales del primer año, con pérdidas de rendimiento aguas abajo que se agravan hasta que el ciclo se actualiza con aceite fresco.
Horarios específicos del equipo: trituradora, granuladora, peletizadora, extrusora, lavadora
El calendario 30-60-90 anterior se puede aplicar a prácticamente todas las máquinas en una línea de reciclaje. La principal diferencia es qué subsistemas persiguen los tigres: la trituradora se ocupa más del desgaste de las palas y del equilibrio del rotor; el sistema de lavado se adapta a los sellos de las bombas y a la contaminación del lado del agua; una extrusora centra su presupuesto de inspección en tornillos, cilindros y cambiadores de pantalla.
| Equipo | Enfoque diario | Enfoque mensual | Enfoque trimestral |
|---|---|---|---|
| Trituradora | Hoja visual, imán de tolva, presión hidráulica | Equilibrio del rotor, temperatura del rodamiento, espacio entre palas | Rotación o sustitución de cuchillas, muestra de aceite de caja de cambios |
| Granulador | Inspección del borde del cuchillo, estado de la pantalla, residual | Medidor de espacio libre de la cuchilla, línea base del amplificador de transmisión | Recorte o reemplazo de cuchillos, cambio de pantalla |
| Pelletizador | Limpieza de la cara del troquel, flujo de agua, temperatura del derretimiento | Inspección de orificios de troquel (loupe), desgaste de cortadores | Reconstrucción o reemplazo de troqueles, revisión de filtración de agua |
| Extrusora | Escaneo del amplificador del calentador, deriva del termopar, par en ralentí | Vibración en caja de cambios, registro de presión del cambiador de pantalla | Medición del desgaste de tornillos y cilindros, aceite de ventilación al vacío |
| Línea de lavado | Lloro de sello de bomba, seguimiento de cinta transportadora, nivel de agua | Desgaste de la paleta agitadora y limpieza profunda del tanque de lavado | Reconstrucción de bomba, reemplazo de malla de filtración |
¿con qué frecuencia se deben afilar las cuchillas trituradoras de plástico?
El intervalo de afilado de las cuchillas de la trituradora depende de tres factores principales: la abrasividad de la materia prima de plástico, el volumen procesado por turno y la varilla de origen para el endurecimiento original de la cuchilla. Los operadores de campo señalan que una cuchilla trituradora de acero para herramientas típica en una línea de carga media se beneficia de un nuevo afilado cada 200 a 500 horas de operación y un reemplazo completo cada 2 a 6 meses de un proceso continuo.
El PVC reforzado, los compuestos rellenos de vidrio y las corrientes posconsumo contaminadas con metales duplicarán o triplicarán la abrasión de las palas en comparación con las películas vírgenes de HDPE o LDPE. Seguimiento del desgaste mensual de las palas utilizando una galga de espesores en lugar del calendario. Una vez que el filo se ha erosionado más de 0,5 mm del perfil original, la distribución del tamaño de las partículas aguas abajo cambia y hay una contaminación creciente en las escamas de plástico reciclado. Para obtener más información sobre la selección y el tamaño de la trituradora, consulte trituradora de plástico de un solo eje y trituradora de un solo eje versus trituradora de dos ejes guías.
Cada clase de máquina también está respaldada por su propia guía dedicada: conceptos básicos del granulador de plástico, guía peletizadora de plástico, y guía de línea de lavado de plástico recorra los detalles en los que se basa el plan de mantenimiento.
Piezas de desgaste crítico e intervalos de reemplazo
Los datos a continuación se extraen de múltiples recursos de la industria del reciclaje y guías de servicio OEM. Sus resultados reales variarán según la configuración de la máquina, el diseño de la herramienta, el nivel de contaminación de la materia prima y los patrones de cambio. Úselo como punto de partida y luego adáptelo según los datos de tendencia que proporcione su registro de mantenimiento durante los primeros tres meses.
| Pieza de desgaste | Intervalo de servicio típico | Señal de repuesto |
|---|---|---|
| Cuchillas trituradoras (de un solo eje) | 200-500 horas de funcionamiento (reafilar); 2-6 meses (reemplazar) | >0,5 mm de desgaste, deriva del tamaño de las partículas |
| Cuchillos granuladores | 300-800 hrs entre regrinds | Aumento de multas, aumento de avance |
| Paquete de criba extrusora (posconsumo) | 2-12 hrs (película de PE) a semanal (PP virgen) | La presión de fusión aumenta >15% por encima del valor inicial limpio |
| Bandas calefactoras | Reemplace a una deriva de ±10% amp | Lectura de amplificador 0 (abierto) o 30% alto (acortado) |
| Aceite para caja de cambios (de un solo tornillo de menos de 75 kW) | 2.000 horas (asentamiento), 4.000 horas después | Color de ámbar a marrón, aumenta el número de partículas |
| Grasa para cojinetes de empuje (complejo de litio NLGI 2) | 15 g por zerk cada 250 hrs | Ruido audible del rodamiento, aumento de temperatura |
| Sellos del sistema de refrigeración e impulsores de bombas | Anualmente o en caída de flujo >10% | Lloro visible, pérdida de presión |
¿qué tipo de lubricante se recomienda para piezas móviles de máquinas de reciclaje de plástico?
La lubricación para cajas de cambios en extrusoras convencionales de un solo tornillo de menos de 75k W consiste en aceites para engranajes industriales ISO VG 220 que utilizan agentes de presión extrema (EP). Las extrusoras de reciclaje de alto torque o de doble tornillo de más de 110k W deben actualizarse a ISO VG 320. Para cojinetes de empuje y puntos de servicio, la grasa NLGI 2 compleja de litio es un uso común en equipos de reciclaje de plástico: alto punto de caída, estabilidad al corte de carga sólida y compatible con los correspondientes sellos de labio de la caja de cambios OEM.
Las grasas automáticas (grasas estándar a base de litio de uso general, aceites para engranajes GL-5) no son apropiadas para su uso en una línea de reciclaje. Los productos multiusos para automóviles contendrán aditivos de azufre y fósforo en cantidades que exigen el uso de arandelas de empuje de bronce en cajas de cambios industriales, y no ofrecen los objetivos de viscosidad adecuados para la ventana de temperatura de funcionamiento típica de una extrusora en funcionamiento. Siempre verifique el lubricante con el manual de servicio OEM antes de rellenarlo. La introducción de diferentes aditivos uno encima del otro provoca lodos que aparecen y obstruyen las válvulas de solenoide en los cambiadores de pantalla.
💡 Consejo profesional « Almacenamiento de repuestos
Mantenga un kit de repuesto básico en el sitio: 2 bandas/zona de calentador, 4-10 termopares tipo K (tamaño para su línea), una rotación de paquete de pantalla completa, un kit de sello de caja de cambios, una placa rompedora. La experiencia de viaje indica que el mantenimiento de este kit de repuesto en una instalación reduce el tiempo promedio de reparación de fallas comunes en 50%.
Mejores prácticas de registro de mantenimiento y solución de problemas
Un programa de mantenimiento vive o muere según el registro de mantenimiento. La cláusula 7.5 de ISO 9001:2015 exige evidencia documentada de los procedimientos de mantenimiento de rutina para cualquier instalación administrada por calidad, y los reclamos de garantía sobre maquinaria de reciclaje pueden depender de si el operador puede demostrar un registro continuo de las inspecciones.
Síntomas comunes y causas del primer paso
| Síntoma | Causa probable | Acción de primer paso |
|---|---|---|
| Creep del amplificador de accionamiento (3-5% durante 2 semanas) | Contacto del cañón de tornillo o arrastre del rodamiento | Programe la medición del desgaste, muestre el aceite de la caja de cambios |
| Picos de aumento o presión | Placa rompedora obstruida, enfriamiento de garganta de alimentación desgastado | Tire del paquete de criba, verifique el flujo de agua de refrigeración |
| Alarma de vibración superior a 4,5 mm/s rms | Desgaste del rodamiento, desalineación o rotor desequilibrado | Cojín de tracción, verificación de alineación del indicador de dial |
| Banda del calentador leyendo 0 A | Bobina abierta, fusible quemado o conexión rota | Verificación de continuidad del multímetro, reemplazar banda |
| Aceite de bomba de vacío de color ámbar a marrón en <200 hrs | Alta humedad residual en materia prima de PET | Verifique el secado aguas arriba, cambie el aceite de la bomba |
¿debería actualizarse periódicamente el programa de mantenimiento?
Sí -ñan y el calendario en sí forma parte del cronograma. Revisión mensual del registro de mantenimiento, recalibración trimestral de las frecuencias de las tareas en función de lo que realmente falla y actualización anual del calendario. Un programa de mantenimiento que no cambia después de 12 meses de datos de producción es un plan perfecto (raro) o uno que nadie lee.
Registro de mantenimiento « 14 campos por entrada
- Fecha / turno / ID del operador / serie de la máquina
- Código de tarea / descripción de la tarea / tiempo empleado (min)
- Valor medido / tolerancia esperada / indicador de paso-fallo
- Piezas reemplazadas (P/N + lote) / próxima fecha de vencimiento / aprobación del supervisor
Exporte el registro mensualmente a CSV. Los auditores y evaluadores de garantías prefieren líneas de tendencia, no carpetas de papel. Un registro de mantenimiento bien estructurado alimenta directamente los análisis de mantenimiento predictivo y reduce el tiempo de diagnóstico cuando ocurre una falla. Para líneas con sistemas de filtrado láser autolimpiantes, el registro permite la planificación del cambio de pantalla basada en condiciones en lugar de basada en calendario.
Protocolos de seguridad durante el mantenimiento

Todo servicio y mantenimiento requiere controles para mitigar el riesgo de energía peligrosa. En los Estados Unidos OSHA 29 CFR 1910.147 (“El Control de Energía Peligrosa / Estándar de Bloqueo-Etiquetado”) define procedimientos cuando el riesgo se presenta en el punto de servicio (descubre la máquina, retira una pantalla o toca un tornillo). El cumplimiento no es una opción (las normas se aplican cuando se levanta un protector de seguridad, cuando la máquina está en servicio o cuando la mano de alguien está en el sistema).
Lista de verificación de seguridad previa al mantenimiento
- Bloqueo/etiquetado aplicado a la desconexión principal, suministro hidráulico y suministro neumático (según OSHA 1910.147).
- Confirme el estado de energía cero en la estación de trabajo utilizando un medidor -suposiciones de muerte.
- Deje que el calor residual se ventile por debajo de 60 C antes de abrir barriles o zonas calientes.
- Confirme que los protectores de seguridad, los enclavamientos y los botones de parada de emergencia sigan funcionando después de cada tarea de reemplazo.
- EPI: gafas de seguridad, guantes resistentes a cortes (Kevlar mientras se realiza trabajo en caliente), protección auditiva en zonas de granuladores/trituradoras.
- Regla de dos personas para cualquier mantenimiento interno que requiera desmontaje hidráulico.
- Entrada del registro de mantenimiento firmada antes de que se restablezca la energía.
Rendimiento de parada de emergencia
Pruebe todos los controles de parada de emergencia todos los meses. Por ISO 13849-1 Requisitos de seguridad funcional de categoría 3, la función de seguridad debe detener el accionamiento del tornillo dentro del tiempo de respuesta validado del sistema de seguridad -ñona que normalmente es muy inferior a un segundo para maquinaria de reciclaje con el mantenimiento correcto. Cualquier retraso indica un acoplamiento de corte liberado, una resistencia de freno defectuosa o un relé que pasa del final de su vida útil. Reemplazar, no jugar.
⚠¦ Error común
Los operadores comprueban visualmente las puertas de seguridad pero evitan las pruebas de bloqueo eléctrico. Una puerta que parece cerrada pero tiene un contacto de bloqueo fallido proporciona poca protección: multimeter el circuito de bloqueo en cada pase de seguridad trimestral.
Perspectivas de la industria: del mantenimiento basado en calendario al mantenimiento predictivo
La industria del reciclaje de plásticos está en una trayectoria clara hacia el mantenimiento predictivo y basado en la condición, impulsada por dos fuerzas. En primer lugar, se prevé que el mercado mundial del reciclaje de plásticos crezca de aproximadamente $47,9 mil millones en 2025 a $67,6 mil millones en 2030 (una tasa compuesta anual de aproximadamente 7% que ejerce presión sobre los objetivos de tiempo de actividad). En segundo lugar, el propio mercado del mantenimiento predictivo está previsto por Perspectivas del negocio de la fortuna crecerá de $13,65 mil millones en 2025 a $97,37 mil millones en 2034 « una CAGR de aproximadamente 28%, con la fabricación y el reciclaje entre las verticales de más rápido crecimiento.
Calendario vs Predictivo « Un Marco de Decisión
| Enfoque | Mejor adecuado para | Costo típico de configuración |
|---|---|---|
| Basado en calendario (esta guía) | Líneas de turno único, <12 h/día, operadores maduros | Solo herramientas y registro |
| Híbrido (calendario + sensores de vibración) | Dos turnos o líneas 24/7, materia prima mixta | $400-800 por motor crítico |
| Predictivo (basado en condiciones + IA) | Plantas multilínea, costo de tiempo de inactividad >$500/h | $5.000-15.000 configuración + software mensual |
Los informes de sostenibilidad de la industria enfatizan cada vez más la clasificación basada en sensores y el monitoreo de condiciones impulsado por IA. TOMRA, por ejemplo, considera la clasificación basada en sensores y el monitoreo basado en aprendizaje profundo como los vectores de crecimiento dominantes para la tecnología de reciclaje este año en su informe de tendencias tecnológicas de economía circular de 2026.
Suponiendo que desee un mantenimiento basado en la condición en 2026, comience donde la mayoría de los gerentes de planta desearían poder: primero implementar un plan basado en calendario, acumular seis meses de datos de registro de mantenimiento formateados y luego instalar sensores de vibración en los rodamientos sospechosos. Sin una línea de base, obtendrá alarmas pero no podrá compararse. Para líneas que sopesen este tipo de inversión, nuestra guía de costes de plantas de reciclaje de plástico para 2026 y análisis de rentabilidad de la planta recorra las matemáticas del retorno de la inversión.
¿Listo para construir el plan 30-60-90 de su línea?
El equipo de ingeniería de Kitech crea programas de mantenimiento personalizados en torno al rendimiento, la geometría de los tornillos y el perfil de contaminación, especialmente para plantas multilínea 24 horas al día, 7 días a la semana que ejecutan materia prima mixta de PE/PP/PET.
Preguntas frecuentes
P: ¿Con qué frecuencia se deben limpiar o reemplazar los filtros de una máquina de reciclaje de plástico?
Ver respuesta
La filtración de agua de proceso y los filtros de aire entrantes se limpian semanalmente y se cambian cada 200 a 500 horas dependiendo de los niveles de contaminación. Aunque, en las líneas de reciclaje de plásticos, los paquetes de cribas extrusoras cambian con mucha más frecuencia; cada 2 a 12 horas en líneas de reciclaje de películas de PE, semanalmente para PP virgen. Utilice la presión de fusión de inicio limpio como disparador: cuando las lecturas suban 15% por encima de su nivel de referencia, reemplace las pantallas sin importar cuánto tiempo hayan estado dentro.
P: ¿Cómo se deben mantener los componentes eléctricos de una máquina de reciclaje de plástico?
Ver respuesta
Abra el panel eléctrico trimestralmente. Limpie la acumulación de polvo con nitrógeno seco. Nunca compre aire comprimido, que transporta humedad y aceite. Contactores de motor de control de par; imagine térmicamente la barra colectora cuando esté completamente cargada; vuelva a apretar cualquier unión cuya temperatura exceda la ambiental en más de 20 C. El consumo promedio de amplificadores en las bandas del calentador debe estar dentro de los 101 TP3T de las clasificaciones de la placa de identificación, nuevas o usadas; fuera de ese rango, las bandas son sospechosas.
P: ¿Puedo usar grasa automotriz en cajas de cambios de extrusora?
Ver respuesta
Las cajas de cambios industriales en extrusoras de reciclaje de plástico siempre utilizan aceite para engranajes ISO VG 220 o ISO VG 320 con aditivos EP, no grasa multiuso. Los aditivos de azufre-fósforo en el GL-5 automotriz dañan las arandelas de empuje de bronce en las cajas de cambios industriales. ¡Nunca lo uses!
P: ¿Con qué frecuencia se debe reemplazar un tornillo extrusor de plástico?
Ver respuesta
Debe reemplazarse si el desgaste del diámetro exterior del vuelo es superior a 0,2 mm (lo que equivale a un ciclo de desgaste) por debajo o por encima del valor original, y la salida es superior a 8% por debajo de la clasificación cuando las RPM se mantienen constantes. Al procesar PET abrasivo posconsumo en una línea de reciclaje, esto ocurre aproximadamente entre 18.000 y 25.000 horas de funcionamiento en una línea típica. Las líneas vírgenes de PP alcanzan rápidamente más de 40.000 horas. Hacer funcionar PVC a través de un sistema acelera el desgaste en un factor de dos a tres
P: ¿Vale la pena el mantenimiento predictivo para los pequeños recicladores?
Ver respuesta
Para transmisiones de menos de 75 kW (100 HP), los sensores de vibración simples que cuestan $400-800 instalados por motor se amortizan en 12 a 18 meses cuando se usan en una línea de un solo turno. Utilice un cuidadoso plan de reemplazo basado en calendario con un registro manual de patrones de vibración si hay menos. Planee cambiar a un horario específico para cada máquina una vez que la producción cruce tres líneas o tres turnos por día.
P: ¿Por qué establecer un sistema de mantenimiento preventivo?
Ver respuesta
Realizar mantenimiento preventivo reduce el tiempo de inactividad no planificado, extiende la vida útil de los bienes de capital, mantiene los productos según el estándar de calidad ISO 9001 y mantiene activas las garantías del fabricante. La evaluación comparativa de la industria generalmente muestra una relación de ahorro de costos de 4 a 5 entre los programas de mantenimiento preventivo reactivos y estructurados después de que se suman los costos de piezas, mano de obra y tiempo de inactividad.
P: ¿Existe una plantilla de programa de mantenimiento descargable?
Ver respuesta
Una hoja de cálculo de cinco minutos que contiene 14 campos para rastrear la tabla de gravedad de vibraciones ISO 10816-3, las regulaciones de bloqueo y etiquetado de bloqueo de OSHA 29 CFR 1910.147 y el requisito de seguridad de la maquinaria funcional ISO 13849-1 es suficiente para identificar las fallas cronometradas en su proceso después de establecer el cronograma basado en el tiempo. Ahorre como exportación mensual de CSV para análisis de tendencias de primera línea. El software del sistema de gestión de mantenimiento informático puede acelerar este proceso, pero no es esencial para el lanzamiento del programa.
Acerca de esta guía de mantenimiento
Este programa de mantenimiento de 30-60-90 días para maquinaria de reciclaje de plástico sintetiza los umbrales de vibración ISO 10816-3 publicados, los requisitos de bloqueo y etiquetado OSHA 29 CFR 1910.147 y los estándares de seguridad funcional ISO 13849-1 con el tipo de detalle que proviene del funcionamiento de trituradoras, granuladores, peletizadores y sistemas de lavado para PET, PE, PP y plásticos rígidos. Revisado por el equipo de ingeniería de Kitech. Los intervalos de servicio mostrados son líneas de base iniciales «ajustadas en función de sus propios datos de registro de mantenimiento después de los primeros tres meses de producción.
Referencias y fuentes
- OSHA 29 CFR 1910.147 « Control de energía peligrosa (bloqueo/etiquetado) « Administración de Salud y Seguridad Ocupacional de EE. UU
- ISO 13849-1:2023 « Seguridad de la maquinaria “Partes de sistemas de control relacionadas con la seguridad « Organizare internațională pentru standardizare
- Comprensión de la tabla de gravedad de vibraciones ISO 10816-3 « Acoem USA (análisis industrial)
- Mantenimiento predictivo Tamaño, participación y pronóstico del mercado 2026-2034 « Perspectivas del negocio de la fortuna
- Tamaño, participación y pronóstico del mercado de reciclaje de plásticos hasta 2030 « Investigación y Mercados (editor de investigación industrial)
- Tendencias de la economía circular 2026: de la preparación a la acción « TOMRA
Artículos relacionados
- Guía de trituradoras de plástico: selección, dimensionamiento y funcionamiento
- Trituradora de plástico vs granuladora « cuándo usar cada una
- Planificación de costos de máquinas peletizadoras de plástico « por tamaño de línea
- Guía completa de reciclaje de PET « proceso, equipo, calidad
- Filtro láser autolimpiante « que reduce el tiempo de inactividad por cambio de pantalla







