
Get in touch with Kitech Company
High density polyethylene recycling has shifted from an eco-friendly sustainability buzzword to a real industrial supply chain for recycling plastics at scale. As of 2025, US recycled HDPE prices are at parity with virgin in some grades, the world mechanical recycling market has hit USD 41.4 billion, and California’s SB 54 packaging law has published its enforcement rules. For a 2026 capex decision, a recycler, brand owner, or sustainability lead is no longer asking whether HDPE recycling works — the live questions are which feedstocks, which line configuration, and which offtake markets are economical. What follows is a step-by-step look at the mechanical process, the equipment that runs it, the prices buyers see for HDPE plastic products, and the line failure modes that quietly kill profitability.
Quick Specs — HDPE at a Glance
| Resin identification code | 2 (HDPE / PE-HD), per ASTM D7611 |
| Density | 0.9³–0.97 g/cm³ (floats in water — used in float-sink separation) |
| Melt range | 1³0–1³7 °C; extrusion processing window 180–220 °C |
| Recyclability | Up to ~10 cycles before notable mechanical degradation |
| US 2018 post-consumer bottle recycling rate | 29.3% for natural HDPE bottles (US EPA) |
| Typical line throughput | 300–3,500 kg/h (small to high-capacity systems) |
| Recycled HDPE pellet price (April 2026) | USD 0.45–0.95/lb depending on color and grade; mixed color pellets jumped 15¢/lb in a single month |
What Is HDPE, and Why Recycle It?

HDPE — a commonly used type of plastic — is a thermoplastic polymer made from petroleum-derived ethylene with a strong, linear molecular backbone. That structure gives the milk jug its rigidity at room temperature and lets the corrugated drainage pipe survive 50 years buried in soil. According to the US EPA, HDPE falls under resin identification code 2 (also written as #2 plastic or “2 plastic”) — the small triangle emblem (chasing arrows) stamped on the bottom of plastic bottles, shampoo bottles, detergent containers, HDPE containers, and 5-gallon pails. ASTM D7611 governs that symbol, so it is a regulatory marker, not packaging decoration. Compared to low-density polyethylene (LDPE) and polypropylene (PP), HDPE has the highest crystallinity of the three polyolefins — which is also why HDPE recycling is more straightforward than LDPE film recycling or mixed-PP regrind processing.
Why recycle HDPE? Three reasons matter for an industrial buyer. First, plastic waste from HDPE materials is non-biodegradable and persists in landfills for hundreds of years — which is why HDPE waste keeps pressure on municipal waste management systems. Second, HDPE is petroleum-derived, so recycled HDPE displaces fossil fuels on a roughly kilogram-for-kilogram basis. Third — the reason that drives most B2B economics — recycled HDPE has a real market price. In March 2025, post-consumer natural HDPE from US curbside programs crossed USD 1.00 per pound for the first time. No longer a charity-recycling number, it is now a manufacturing input.
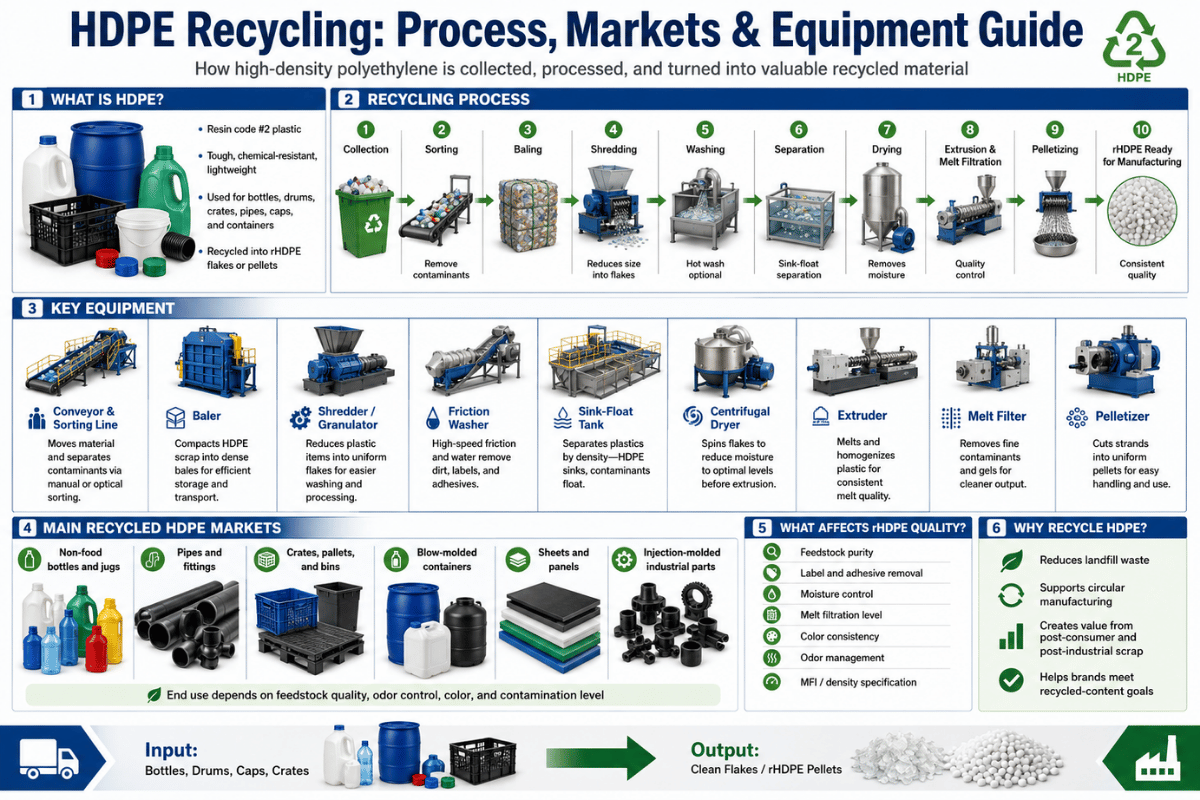
How HDPE Is Recycled: The Mechanical Recycling Process Step-by-Step

Today, mechanical recycling represents a majority (>95% by volume in North America) of the total recycled HDPE market–chemical recycling remains nascent in 2025. The flow of Mechanical Recycling is a six-part stream that transforms a baled milk jug into a 25 kg bag of pellets conducive to injection molding.
How is HDPE plastic recycled?
High-density polyethylene can be recycled through the following sequential steps collecting/baling, codified by resin code 2.Through NIR separation of resin code 2 from PET, PP, PVC.Through manual quality control to remove glaring contaminants.Through float-sink separation of foreign resins and sorting of pigments and colorants.Through granulation, friction, and heat; through melt-filtration, the line then feeds pellets that meet the color and MFI specifications for a given buyer with a target value, or it produces regrind to be used as a virgin extender.
- Collection and baling sit at the head of the process, sourcing from curbside MRFs, drop-off facilities, and scraps from molders and bottlers. Bale quality in terms of density and contaminant levels translate to line operation and pricing.
- Once sorted, near-infrared (NIR) spectroscopy can visually differentiate resin code 2 HDPE from other bottles (PET, PP, PVC, and other plastics). Quality control cutout sampling in the recombine step can screen and remove any evident contaminants. Pigmentation sorting removes the natural, high-premium HDPE stream from the pigmented feedstock, resulting in a distinct readying of high-value natural resin.
- Shredding. About 30-80mm size chunks are produced using a single-shaft shredder. Single-shaft tend to allow more contamination than Knife granulators, hence most latest lines tend to have it prior to washing even if in the past the process was the other way round.
- Washing. Loosening dirt is best achieved in a cold pre-wash flush. The removal of adhesive labels, oily residues, and breakdown of carry-over dirt is achieved in a hot caustic wash (80 to 95 °C, NaOH dosing at 1 to 3%) coupled with mechanical friction, in a series of bath tanks.Float-sink tanks sort the recovered high-density polyethylene ( 0.95) and any sinking polyethylene terephthalate or polyvinyl chloride aerosols or other contaminants.
- Dewatering and drying. Mechanical squeezer dryers takes the residual from about 18%wet to between 1 and 4 percent. Thermal dryer with hot air completes the job.Lack of proper drying is the single leading cause cited for silver streaks in molded parts downstream—which operators on a plastics forum say is virtually a default early-line failure mode.
- Extrusion. The flake is melted at 180 to 220 °C in a single- or twin-screw extruder. Any abrasive particles and runs of resin are filtrated out by means of self-cleaning melt filters/ screen changers.The molten resin is then pelletized by strand-cut (for most of the demanding grades) or underwater (for bottle grade resin) method.
📐 Engineering Note
Wash water temperature ≥85 °C is the point where adhesive labels can be effectivelyremoved with bottle-grade HDPE. Runs with a wash water temperature below 80 °C has a significant amount of label carrythrough onto the flake. This causes filter blinding events at the melt screen that necessitate a screen change every 4 hrs, instead of the usual 24 hrs.
The additional stoppage cost ofdoing this results in higher costs than the 630 MCf of energy saved by running the wash water cooler on a performance basis in less than 3 weeks.
How many times can HDPE be recycled?
HDPE, such as milk jugs, can typically be recycled mechanically 10 times before the mechanical properties decline to a point where the resin is unlikely to meet the specifications for most injection-molding processes. Plastics Today states; “Controlled experimental research back-up 10 cycles of the above scenario. Additionally, a 2024 polymer review of HDPE2 used in gravity sewer pipe validates this band.” In practice, each recycled cycle slightly increases the MFI and drops tensile strength by a few %.
That leads most to blend the recycled material with virgin virgin at 20-50% loads, instead of running 100% recycled. Once a polymer has been through 10 or more passes, enough chain scission has occurred that any further recycling produces a resin only suitable to be diverted to plastic lumber, decking, or other non-structural molded products where tolerance for MFI variation is broad.
Process flow decision shortcut. If you Feedstock is bottles, then run the full wash and float-sink. If your feedstock is post-industrial pipe scrap or clean injection-molding regrind, then you can bypass the wet wash and feed the material through a single-shaft plastic shredder. granulator and dry pelletizer.
Capex savings on the wash line pays back in 6-9 months on clean industrial feed stocks.
Equipment in a Modern HDPE Recycling Line

The list of equipment is not very long- less than ten larger machines; but the selection and arrangement of these machines determine whether the line is operating 24 hours a day, unattended, or halts every couple of hours, for a period, to clear the jams. And this is where many consumer oriented articles on HDPE recycling finish up, with the blanket statement- “shred and melt”..
| Stage | Machine | Throughput band | When to specify |
|---|---|---|---|
| Reduction | Single-shaft shredder | 300–3,500 kg/h | First-pass on contaminated bales; output 30–80 mm |
| Reduction | Wet/dry granulator | 200–2,000 kg/h | Output 8–12 mm; needs cleaner feedstock |
| Cleaning | Friction washer + float-sink | 500–3,500 kg/h | HDPE floats, PET sinks — natural separation |
| Drying | Mechanical squeezer dryer | Match washer | 1–4% residual moisture; preferred for bottle-grade output |
| Drying | Centrifugal dryer | Match washer | Lower capex, higher residual moisture (4–8%) |
| Melt | Single- or twin-screw extruder | 300–3,500 kg/h | Twin-screw for highly contaminated regrind, vented melt for moisture-prone feed |
| Filtration | Self-cleaning melt filter | Match extruder | Critical above ~1% fines or labels in feed |
| Pellet | Strand or underwater pelletizer | Match extruder | Underwater for pellet uniformity on bottle-grade output |
Complete bottle and rigid container line:
KITECH integrates washing with pelletizing into a single rigid plastic recycling line at throughputs of 500 to 2,000 kg/h, sized to bale composition and target pellet grade. Smaller stand-alone subsystems — for example, a dedicated HDPE pelletizing machine matched to an existing washing line, or an HDPE/PP barrel-crate-basket washing system for industrial scrap — make sense when capex is staged across multiple budget cycles.
Chemical Recycling of HDPE: When It Makes Sense

Sizing rule of thumb: operators are convinced that the correct size for shredder rotor power is based on yard speed: KITECH’s engineering analysis shows that the rotor power on the shredder should be based on worst-case bale density, not normal feed rate. A bale of compacted milk jugs at 380kg/m stalls a shredder rated for the nominal loose-fill of 220kg/m, with the additional hours lost in manual-clear-out costing more three months after than the more expensive motor would have cost in capex.
Why don’t we do pyrolysis at scale?
Chemical recycling — pyrolysis, depolymerization, and dissolution-precipitation — covers a different set of recycling methods than mechanical recycling and applies to a narrower window of HDPE products than promotional literature suggests. A 2024 review in Polymer (Li et al.) covers the three main chemical-recycling pathways for HDPE; most published work targets the production of “HDPE-like” materials rather than virgin-equivalent reproduction. Cornell University researchers reported a catalytic process in 2023 that improves the recyclability of waste polyethylene, but commercial deployment is still at pilot scale.
Pyrolysis economics are scaledependent in a manner different from mechanical recycling. The practical rule of thumb, from APChemi, for estimating capex is: USD3,500-7,500/t/yr annual capacity, based on a 40,000 t/yr base case – used for most techno-economic models- and below that scale, the amortization overper-ton cost in addition to the value of output in oil (pyrolysis oil gets priced against oil, not virgin polymer) offsets the profit margin. Moreover, regulation must be considered: only some U.S. states include pyrolysis output in “recycled content” in EPR calculations, and that directly affects offtake pricing.
Recycled HDPE Quality and Specifications

For a 2026 capex plan: here is the common-sense decision matrix: amixed-polymer film, multilayer barrier pack, and pipe scrap for which sanitation is impossible to achieve bottle-grade or- any feed below 50,000 t/yr, the clear mechanical recycling winner on every cost-based performance metric. Chemical recycling makes sense on the afore-mentioned high-value packaging and pipe scrap, and garbage quantities of other materials, at facility sizes above ~50,000 t/yr. Every one of the leading Google hits for HDPE recycling mentions none of this, which is one of the largest gaps in the available literature for consumer-facing analysis.
| Property | Virgin HDPE | Recycled HDPE (PCR) | Recycled HDPE (post-industrial) |
|---|---|---|---|
| MFI (g/10 min, 190 °C/2.16 kg) | 0.3–8.0 (grade-spec) | 0.4–6.0 typical | 0.3–8.0 (matches virgin) |
| Density (g/cm³) | 0.940–0.970 | 0.945–0.965 | 0.940–0.970 |
| Color | Natural / spec | Mixed / black / dyed | Often clean natural |
| PVC contamination | 0 ppm | <50 ppm typical | <10 ppm |
| Odor | None | Slight residual | None to slight |
| Price (April 2026 spot, USA) | USD 0.95–1.30/lb | USD 0.45–0.85/lb | USD 0.65–0.95/lb |
Two patterns can be identified. First, post-industrial recycled HDPE—the specifically-sorted regrind from molders that never has a chance to blow off-into the world—often can be identical in MF I and density to virgin, because the properties have only been through a single heat cycle. Its price discount is otherwise a market structure artifact, not a property gap.
Second, post-consumer (PCR) HDPE has been through any number of cumulative heats and each one incrementally raises MF I incrementally through chain scission. Processors specializing in food-contact grade HDPE, for example, often post on industry forums that, practically speaking, the (constitutive) MF I shift over five reprocessing cycles is some where in the range of 10 to 25%, which is certainly enough of a recipe change to throw off the tight control limits of high-end injection molding, but irrelevant for plastic lumber and non-pressure duct. KITECH publishes a dedicated plastic material recycling comparison tool that compares these property shifts alongside PET and PP.
Recycled HDPE Markets: Pricing, Buyers, and End Products

The buyer side of recycled HDPE is a more compelling story than most realize. Metastat Insight 2025 puts the worldwide market for recycled HDPE pellets at USD 2.45 billion with a CAGR of 9.2% through 2032. In the US, recycled HDPE prices hit USD 1,631 per metric ton in June 2025 (IMARC), and Plastics News reported in April 2026 that post-consumer mixed-color HDPE pellets jumped 15 cents per pound in a single month as the market tightened. That is not a gradual increase.
That is a step change.
What can high density polyethylene be recycled into?
Recycled HDPE feeds five categories of new products and recycled materials with roughly these shares of demand: plastic lumber and decking takes about 25% (Trex and AZEK are the largest US offtake brands); bottles and containers using PCR resin to meet brand sustainability commitments take about 20%; pipe — including the corrugated and sustainable HDPE streams that the Plastics Pipe Institute reports at 600 million pounds per year — takes about 15%; sheets and molded parts including bathroom partitions and dunnage trays take about 10%; and compounding/virgin-replacement masterbatches take the remaining 30%.
For a recycling operation selecting markets, the price-volume balance is constrained. Plastic lumber and dunnage markets accept the widest contamination range but have the lowest value – around USD 0.40-0.60/lb for mixed-color flake. Bottle grade PCR-natural color, low contamination, full traceability – in March 2025 broke USD 1.00/lb and is still holding a premium price through 2026.
Pipe is the better profit margin sits in-between. KITECH’s HDPE/PP washing line ROI payback calculator lets a buyer plug in regional offtake prices and feedstock cost to estimate where the facility breaks even — usually within 18 to 28 months for a well-specified line at current 2026 prices.
PCR HDPE and Brand Sustainability Commitments

Post-consumer recycled HDPE — PCR HDPE — sits between two demand drivers: voluntary brand commitments toward closed-loop recycling and a circular economy, and binding regulation. On the voluntary side, HDPE 2 recycling commitments run through frameworks like the US Plastics Pact, whose 2023-24 impact report puts national plastic packaging recycling at 13.3%, with only 11% average post-consumer or biobased content among activator brands. Those numbers reflect what is actually reaching the market, not what the pledges target.
Regulation is ahead of the game. California’s SB 54 – the Plastic Pollution Prevention and Packaging Producer Responsibility Act – required 100% of single-use packaging in California to be recyclable, reusable, refillable, or compostable by 1 January 2032, with phased-in recycled-content mandates for plastics. CalRecycle published the implementing regulations in May 2026, and producer registration was mandatory by 1 June 2026. These have become a de facto minimum reaging threshold for a hdpe recycler asking a 2026 capex decision for a single site or a facility looking for a long-term off-take customer in California: as things are moving so fast, treat SB 54 as a structural demand signal, not a seasonal one.
Common Failure Modes in HDPE Recycling Lines (and How to Avoid Them)

Every operational issue in a hdpe recycling line begins upstream and shows up downstream. By the time the operator can see it – on the screen changer, the pelletizer, or the bale – the cause occurred two steps back. Plastics engineers, posting on internet industry forums, describe the same five failure modes over and over; cheap solutions to each mode are exclusively prevention-based.
- PVC contamination. Symptom: black specks in pellets, melt filter blinding, and an acrid smell at the extruder vent. PVC degrades exothermically at typical extruder processing temperature. Prevention: NIR sortation optimized for resin code 3 rejection, and human quality picking before the shredder.
- Residual moisture over 4%. Symptom: silver streaks in molded parts, blowholes at the die, voids in extruded profiles. reddit operator threads each consistently report bubbles in an HDPE melt at 130 °C as an early symptom. Prevention: a mechanical squeezer dryer upstream of the thermal dryer, and an IR moisture sensor at the extruder hopper.
- Color cross-contamination. Symptom: the “natural” batch turning grey because the previous campaign left residual blue or red paint in the screw flights. Prevention: dedicated color campaigns with a documented purge procedure, e.g. 1.2 line volume of virgin hdpe between color campaigns.
- Adhesive label carryover. Symptom: filter screen changes every 4 hours instead of 24, and visible specks in every pellet. Operators frequently say that carryover of label adhesive accounts for at least half of any unscheduled extruder downtime. Prevention: a hot caustic wash above 85 °C with adequate residence time (8 to 12 minutes, on average, in the friction washer) and a self-cleaning melt filter rated for a minimum of 30% above the contamination level.
- Metal. Symptom: extruder screw and barrel wear, occasional catastrophic damage caused by a small section of steel falling inside. Metal caps with steel liners, broken fragments from baling machines, even staples from collection begins all have participated in process failures. Prevention: magnetic separator on input conveyor and metal detector immediately before the shredder, with a chute divert. Investment is low compared to an extruder barrel change.
Given a bottle line that is washed and rinsed correctly, we would anticipate a screen change occuring about once per 24 hour shift. Presenting us with a 4 hour portion appearing in the shift logs is usually an upstream problem, where the wash temperature drifted below 85 °C or where the friction wash hold time was reduced to increase throughput. Correcting that one issue has the filter intervals returning to design within a turn.
Industry Outlook 2025–2026: Capacity, Policy, and Market Shifts

There are three forces currently changing the economics of HDPE recycling—and they are tugging in opposite directions. For a recycler with capex decisions to be made in 2026, the important thing is to consider all three forces, not just focus on one.
Capacity is up – and capacity is down. Industry data: Association of Plastic Recyclers’ 2025 Plastic Recycling Capacity reports cites, in addition to existing capacity, some 2 billion pounds of new capacity for the US and Canada. Meanwhile, Argus Media estimates that around 250,000 metric tons of per-annum mechanical PET and polyolefin recycling capacity would leave the market at line closures and bankruptcies by 2025.
Both those estimates are correct. They show a market where uncompetitive lines exit and more defined lines come in to replace them. The binding constraint has just moved from total capacity to feedstock quality.
Policy tightening. California SB 54 implementing regulations (eb 2026) and producer registration deadlines (eb 2026). Other US states – Maine, Oregon, Colorado, Minnesota, Washington (with weaker policies) – either enacted or working on similar EPR legislation.
EU’s Packaging and Packaging Waste Regulation (PPWR) mandates similar content rules. Culmulative effect: Structural PCR HDPE demand taper starting a multiple-year build up.
Pricing is somewhat volatile. April 2026 plastics news cites a jump of USD 0.15 per lb from diverse color post-consumer HDPE pellets in one month. Significant variations like that alter line economics outright, no just margin.
Recycling HDPE pellets market size is estimated at USD 2.45 billion in 2025 globally with 9.2% CAGR forecast through 2032 ( Metastat Insight). Mechanical plastics recycling overall is expressed at USD 41.4 billion in 2025 with sustained growth.
Action suggested for 2026 capex. If you are sizing a new HDPE recycling line in late 2026 or early 2027, do not dwell on raw throughput increases—index on sortation upgrades, melt filtration capacity, and process control instrumentation. Quality will define markets for clean output with upward pricing, not throughput.
But throughput minus quality discipline means the same throughput restrictions arrive to meet the 2025 capacity-loss number.
Frequently Asked Questions about HDPE Recycling
Q: Can HDPE be put in any recycling bin?
View Answer
In the US, most curbside recycling programs accept rigid HDPE bottles and jugs (resin code 2). Many will not accept HDPE 2 plastic recycling bags or thin film, which usually go to retail store drop-off bins. Check with your local government for availability of curbside programs.
Q: What does the number 2 inside the recycling triangle mean?
View Answer
The 2 in the (green) chasing-arrows triangle is the Resin Identification Code (by ASTM D7611) for high-density Polyethylene. This is a code for the material, not a codification of whether the local recycles this particular item – those are two different things, although consumers frequently confuse them.
Q: Is recycled HDPE as strong as virgin HDPE?
View Answer
Post-industrial recycled HDPE (free scrap that has been melted once) is frequently comparable to virgin HDPE with respect to tensile and MFI at usual grade variation. Post-consumer recycled HDPE can demonstrate property drift between cycles – generally about a 5 to 10% MFI increase per cycle in controlled laboratory studies, with a several% decrease in tensile strength. After the tenth cycle, resin is best around to wide property margin products like plastic lumber.
Q: What’s the difference between PCR HDPE and post-industrial recycled HDPE?
View Answer
PCR from consumer items (milk jugs from curbside collection, detergent bottles from drop-off bins, etc.) has a cumulative thermal history, and contamination level. Post-industrial recycled HDPE from manufacturing reject, trim, runners has been exposed only once, to form processing. It is cleaner, has a longer wait until spec re-version, and prices 20 to 30 cents per pound over PCR for natural.
Q: Can HDPE plastic bags be recycled?
View Answer
Yes – but not in most curbside containers. Thin HDPE film tends to entangle in the spinning disc screens at material recovery facilities, hence its rejection from many curbside programs. Common place on the industrial side: dedicated film washing and pelletizing lines managing HDPE recycling at proper capital scale.
Q: What does an HDPE recycling line cost?
View Answer
A complete bottle/rigid HDPE line sized in the 500 to 1,000 kg/h range for North American or European feedstock range from USD 600,000 to 1,400,000 in equipment costs, additional process-engineering, utilities, and installation at 20- 35%. What capacity, degree of automation, sophistication of melt filter, or other ROI calculator requirements you highlight can push that number – just ask for a configured quote, not brochure in hand.
Q: Why is HDPE more recyclable than other plastics?
View Answer
Three factors. First, HDPE’s thermal process window is fairly narrow (~180 to 220 °C) and it handles thermal cycling significantly better than many other commodity resins. Second, with a density of ~0.95g/cm3, it separates easily from heavier resins like PET or PVC with simple float-sink. Third, the demand for recycled HDPE is spread across pipe, plastic lumber, bottles, sheet, and dunnage – the offtake side has market liquidity.
Why We Wrote This Guide
Most of the price points, process engineering detail, and recycling rate assumptions in this guide come from specifications and line-by-line process engineering review on HDPE bottles and rigid container applications. All of the policy citations and market data in this report is from public Tier 1-3 sources linked inline. When we did not have first-principle property, cost, or equipment cost modeling data, for example in respect to property comparisons for used-up HDPE, we opted to cite peer-reviewed literature.
References & Sources
- Plastics: Material-Specific Data — US Environmental Protection Agency
- SB 54: Plastic Pollution Prevention and Packaging Producer Responsibility Act — California Department of Resources Recycling and Recovery (CalRecycle)
- Cornell Researchers Improve Recyclability of Waste Plastic — Cornell Chronicle (2023)
- Sustainable High-Density Polyethylene via Chemical Recycling — Polymer journal review by X. Li et al. (2024)
- 2025 Plastic Recycling Capacity in the US and Canada — Association of Plastic Recyclers (APR)
- 2023-24 Impact Report — US Plastics Pact
- HDPE Pipe Recycling — Plastics Pipe Institute (PPI)
- HDPE Plastic Can Be Recycled Multiple Times, Study Shows — Plastics Today
- Recycled High Density Polyethylene Pricing Report — Q2 2025 — IMARC Group
- Natural HDPE Average Rises Above $1 per Pound — Resource Recycling (March 2025)
- HDPE Recycled Prices Spike as Market Tightens — Plastics News (April 2026)
- Mechanical Recycling of Plastics Market Size 2025 — Towards Packaging research / Yahoo Finance
Related Articles
- PET recycling complete guide – how the bottle-to-flake-to-pellet flow differs from HDPE.
- CE marking for plastic recycling equipment – what shippers and importers need to verify.
- Plastic recycling line selector tool – match feedstock and throughput to a configured line.
- HDPE pelletizing energy calculator – estimate kWh per ton at your throughput target.







