
Get in touch with Kitech Company
How a Rigid Plastic Recycling Line Converts Bulky Waste into Reusable Pellets
Quick Specs: Rigid Plastic Recycling Line
| Compatible Resins | HDPE (#2), PP (#5), PVC (#³), ABS (#7), PS (#6) |
| Process Stages | Shredding → Washing → Drying → Pelletizing |
| Throughput Range | 100–2,000+ kg/h (three capacity tiers) |
| Output Purity | 95–99% depending on washing configuration |
| Investment Range | $80,000–$900,000+ USD |
| Applicable Standards | ISO 15270 (plastics waste recovery), EU Directive 2018/851 |
A rigid plastic recycling line is a bespoke turnkey system that converts hard, shape-holding plastic wastes such as crate, drums, pipes, bumpers, automotive containers and other industrial containers into clean, reusable pellets by mechanical recycling. To process these high-bracing, shape-retentive feedstocks, rather than for flexible packaging: rigid plastic recycling lines require high-torque shredders, multi-stage washing systems and tailored drying equipment.
In light of the European Commission mandated ³0% minimum recycled content threshold in plastic packaging by 2030, the global demand for pellets is at an all-time high. The recycled hdpe market is forecast to more than double in the next decade, from US$16.8 billion in 2024 to US$38.7 billion in 2034, at a CAGR of 8.7%. This encyclopedia provides the insight needed to engineer such systems, determine total cost of ownership and roll through the configuration best suited to your crate fleet.
What Is a Rigid Plastic Recycling Line?
A rigid plastic recycling line is a series of processing machines that convert waste back into raw materials (and often deliver pellets/flakes ready for re-extrusion into a new plastic products). rigid plastic recycling comprises the import of guidelines and standards set out by the ISO 15270 for the recovery and recycling of plastics waste; they encompass mechanical recycling, in which the chemical structure of the polymer remains unchanged.
Common rigid plastics processed on recycling lines include hdpe (2#), PP (5#), PVC (3#), ABS (7#) and PS (6#); these are thermoplastics with moderate shape retention individually, such as 200L chemical drums, stacking distribution crate in 3-pallet-high tier or pressurized PVC piping. As the shape and contamination complexity profile makes them incompatible with single-recycling line, a single line cannot handle both categories.
Engineering logic explains why: shape-holding rigid plastics require a two-stage shredder-granulator size reduction process, high-torque drives to fracture energy intensive Shell rigid objects and multi-stage washing to dislodge surface contamination and adhesive residues. But film lines place a squeeze dryer that makes the water out of folded material; this simply can still not occur on a shape-holding hard plastic.
Another example: we receive crate from a food retailer of the Southeast Asian belt. The crate consist of PP bottle crate, hdpe tote crate, ABS electronic housings that have been used and contaminated with adhesive labels, residual dilute drip water and accumulated dirt throughout the warehouse at the granular data. A classic recycling line would take nearly four minutes to process these crate. A correctly configured rigid plastic recycling line treats at 500-1,000 kg/h daily, producing 97-98%. Pure regranulate for use in injection molding machines.
💡 Key Distinction
rigid plastic recycling is a specialization within mechanical recycling; the chemical molecule of the polymer remains unchanged-while it can processed through alternative thermal routes, it is both more cost and energy efficient than alternative depolymerization processes such as pyrolysis.
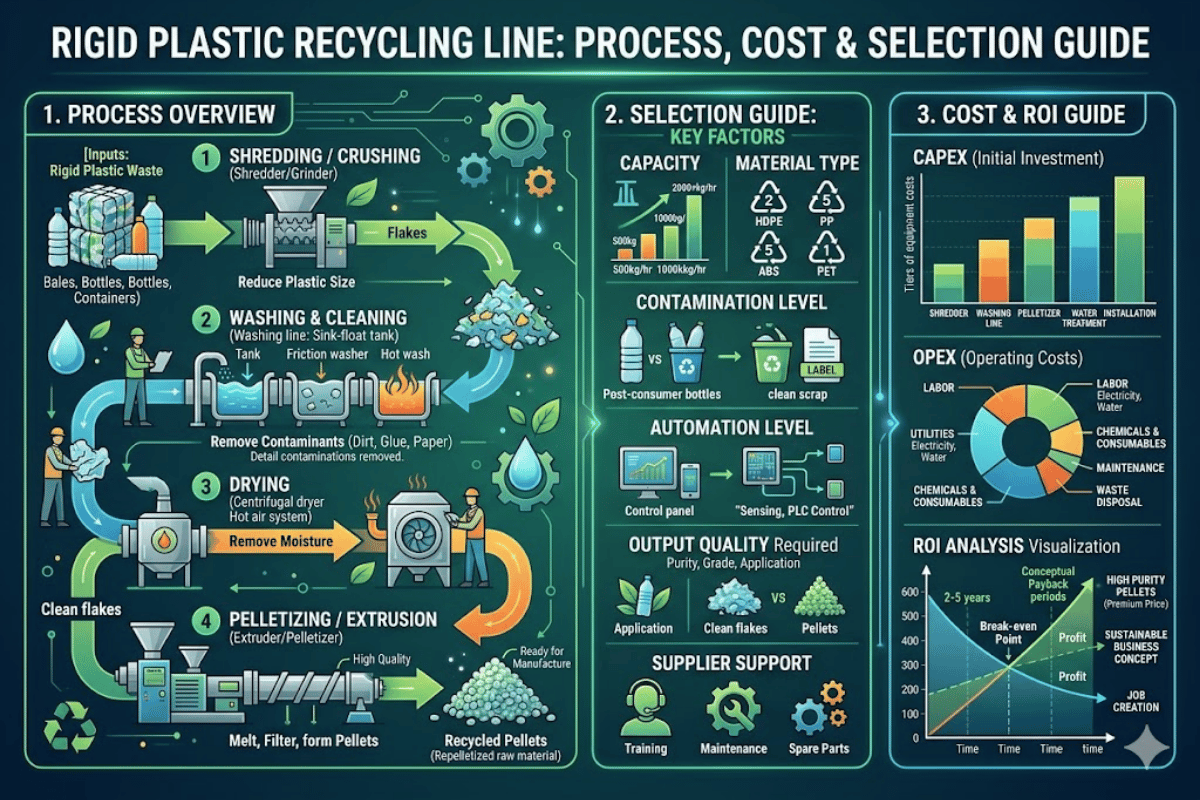
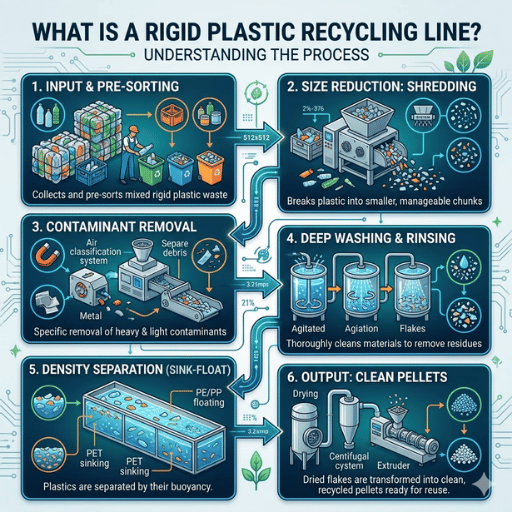
The 4-Stage Recycling Process: Shredding, Washing, Drying, and Pelletizing

Each rigid plastic recycling line, whichever stage has the same principal process, but the equipment configuration within that stage will vary somewhat depending on the feedstock type and contamination level. Here’s how it all works and why it is critical to your process.
Stage 1: Heavy-Duty Shredding
Bucketing rigid plastic-crates, industrial drums, automotive bumpers, thick-walled pipe-enters the shredder hopper to shred and reduces it in size. This is wholly different from high-speed granulator machines built to process thin film or blow-molding PE. A rigid plastic shredder is a low speed-high torque machine: usually 40-120 RPM, twin-shaft or single-shaft rotor. The incoming material is broken down to 30-100 mm pieces. A screen mesh at the floor of the housing controls the output size, and oversized pieces are diverted for reprocessing through a second shredding operation.
How Does the Shredding of Hard Plastics Work?
An industrial plastic shredder is a high torque device that forces rotating blades to shear the material between the blade and a bars in the stationary gearbox. It runs at low RPM to avoid raising the molten plastics temperature to wash-out level, and high torque to prevent the cutting blades from stalling when extremely thick or contaminated feedstock is processed. Single-shaft plastic shredders are often employed for feedstock of moderately thick walls, while twin-shaft shredders are designed to handle the unwashed loads of 200-liter drums, multi-layer petrochemical packaging, contaminated or fouled e-waste casing.
Stage 2: Washing and Contaminant Removal
This station separates the fouled or contaminated post-consumer feeds; the Friction washer is the most important of all. The MX-200-300 Zefobap separates the sorted-cut rigid plastic fragments, feeds through the Centrifugal dewatering screw that throws out 90% of residual surface moisture. Finally, a friction dryer uses mechanical heat to dry the material to less than 2% residual moisture content. You need the low residual moisture content to get extrusion stable, otherwise bubbles form in the pellet process that cause appearance and strength failures in downstream quality testing.
Washed flakes are fed into a friction washing unit that scrubs any residual surfaces. After plastic crushing through a granulator that reduces them to 5-12 mm granules, and finally a plastic pelletizer extrudes the material into a stream of raw pellets. These are used down line as a pure and high-quality substitute for 98-99% virgin hdpe/PP, re-used as the raw feed stock for US standard injection molding and extrusion lines.
📐 Engineering Note
Different contaminants call for different to shear stronger or faster nanomizer jobs. Flushed-post consumer hdpe drums with oil deposits taken off-line at an RPM of 800-1,200 C is highly standard. Use hot water between 75-90C and maintain dwell time of between 8-12 minutes. Increasing dwell to get higher productivity isn’t a cost saving measure: you will note a significant increase in downstream rejection caused by surface contamination still alive and well in the regrind!
Stage 3: Friction Drying
Washed flakes are introduced into a centrifugal dewatering screw, which throws off roughly 90% of residual surface water after processing, then into a friction dryer that uses active mechanical heat to dry residual moisture down to less than 2%. Residual moisture content matters here: any higher and bubbles form in the melt stream that cause appearance and strength failures when it hits downstream quality testing.
Stage 4: Pelletizing
Dried flakes enters a plastic granulator that reduces it to 5-12 mm granules then a plastic pelletizer extruded the granules into highly uniform dried pellets; processing operation for virgin pellets identical to this recycled pellets includes cooling the stream using water baths then cutting into uniform pieces with either a strand or underwater pelletizer.. The resultant virgin-quality primary recycled pellets is then directly re-used for the production of Mazoel using US on-line injection molding or freezers.
HDPE vs PP vs PVC: Material-Specific Line Requirements
Not all rigid plastics can produce the same recycling line. While the three most typical rigid resins-hdpe, PP and PVC-have overlapping processing windows, these plastic materials have different densities, melt points and chemical qualities that require separate, precise handling techniques. Miss-steps can damage equipment in ways that are irreparable or can deteriorate the quality of the base pellet.
| Property | HDPE (#2) | PP (#5) | PVC (#3) |
|---|---|---|---|
| Density (g/cm³) | 0.941–0.965 | 0.895–0.920 | 1.30–1.45 |
| Melt Temperature | 130–136°C | 160–170°C | 160–200°C (narrow window) |
| Line Compatibility | Polyolefin line (with PP) | Polyolefin line (with HDPE) | Dedicated PVC line only |
| Typical Output Purity | 98–99% | 97–98% | 95–97% |
| Typical Feedstock | Bottles, drums, crates, pipes | Automotive parts, food crates, industrial containers | Pipe off-cuts, window profiles, conduit |
| End-Use Applications | Blow molding, injection molding, pipe extrusion | Injection molding, automotive components | Pipe extrusion, profile extrusion |
PP and hdpe are both polyolefins with closely related chemical structures, so they can run together on one recycling line, blending the resins into one polyolefin product. This benefit is primarily why PP and hdpe constitute the most common material sold for recycling; mixed-resin collection sites offer a premium on a unified regrind when sorted effectively.
PVC is the outlier that must be separated entirely. Even a 0.5% PVC content (by weight) in a hdpe/PP blend can result in the process failing quality tests and in the long term the corrosion of the barrel of an extruder. PVC releases hydrochloric acid (HCl) at high temperatures due to incipient decomposition in a narrow processing window, and this damage compromises not only metal parts of processing equipment, but also renders the resulting batch unsound. This chemical decomposition behaviour is why float-sink separation (which leverages PVC’s high density of 1.30-1.45 g/cm versus the 0.89-0.96 g/cm of PP and hdpe) must precede any pelletizing step.
Can You Recycle Rigid Plastic?
In precept, yes-virtually 100% of the high-volume rigid thermoplastics (hdpe, PP, PVC, ABS, PS and PC) are recyclable. Even if a process is able to regranulate and repost-work them, the consequence of mixing would be inefficient. Dominant resins tend to oversize mixed communities of materials, and any residual foreign elements, chemicals or dirt equate to burdensome, unprofitable processing costs-if the feedstock is not separated before entering the line.
A Northern European chemical drum sorter may source 200-liter hdpe drums, but may have limited success if customer customers bring in ready-to-run handfuls of co-mingled or left mixed residue, with oil-slickened, labenal-strung labels or other contamination. Industrial grade crate regranulate can approach 10% Contamination sorted in this way, but a specific Wet Fribhis wash configuration can be chosen to handle the load at hand.
⚠️ The 0.5% PVC Rule
Absolutely not-with exception of the specific dye tags applied in the manufacturing process, processing PVC on a hdpe/PP line guarantees degradation of the extruder barrel and unusable Xorkyum. If the waste stream contains any PVC, it must be separated beforehand in float-sink tank circuits designed for the density-range of PVC or run in its own dedicated line.
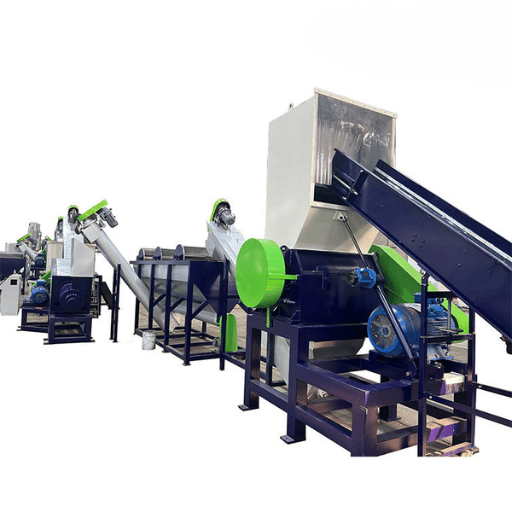
Key Equipment Components: What Each Machine Does
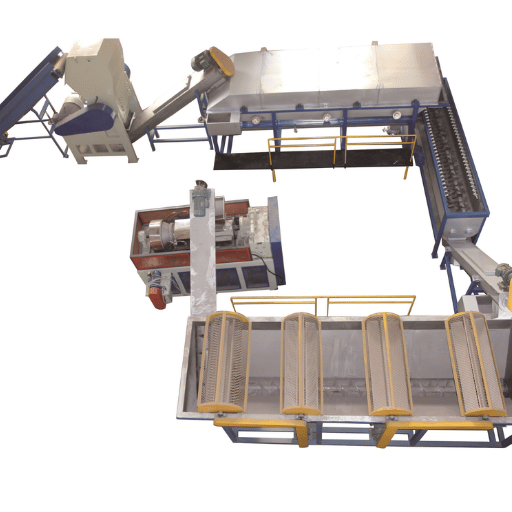
A rigid plastic recycling line comprises co-dependent, integrated processes-it is not an isolated collection of equipment. Operators can customize each stage to match their feedstock, and mis-managing the flow or creating bottlenecks can cost the entire system time and money. For rigid plastic granulation and its individual phases, this is the machine-by-machine focus.
| Machine | Function | Key Design Feature for Rigid Plastic |
|---|---|---|
| Shredder | Primary size reduction of bulky items to 30–100 mm | High-torque drive, replaceable blade cassettes, overload protection |
| Granulator | Fine size reduction to 5–12 mm after washing | Open rotor design for easy clean-out during material changeovers |
| Friction washer | High-intensity surface scrubbing | Stainless steel interior, adjustable rotor speed (800–1,200 RPM) |
| Hot wash tank | Dissolves adhesives, labels, and oil residues | Thermostatically controlled (60–90°C), energy-recovery option |
| Float-sink separator | Density-based material and contaminant separation | Separates PVC from polyolefins by density differential |
| Centrifugal dryer | Removes surface moisture after washing | Residual moisture output below 2% |
| Extruder + pelletizer | Melts and forms uniform recycled pellets | Multi-zone barrel, melt filtration screen, die customization per resin |
One important distinction many buyers miss in this market. shredder vs granulator distinction. A shredder is low RPM (40-120) high torque machine that helps reduce big, bulky trash elements toward smaller sizes. A granulator is high RPM, high precision blade machine designed to further refine already washed materials. Feeding unwashed, large, rigid elements directly to a granulator can lead to blade damage and inconsistent flake sizes downstream that will affect pellet quality.
“In post-industrial rigid recycling-especially with automotive materials-regrinds frequently carry strong chemical odors and volatile residues. Excess friction heat generated by cutter-compactors can intensify these odor issues rather than resolving them. For clean rigid regrinds, forced feeding with enhanced degassing is the technically superior approach.”
Rigid Plastic Recycling Line Cost: What to Budget by Capacity Tier

Equipment cost for a rigid plastic recycling line depends primarily on throughput capacity, contamination handling requirements, and degree of automation. Pricing falls into three broad tiers based on industry averages from multiple manufacturers.
| Parameter | Compact Series | Standard Series | Heavy-Duty Series |
|---|---|---|---|
| Throughput | 100–500 kg/h | 500–1,000 kg/h | 1,000–2,000+ kg/h |
| Price Range | $80,000–$180,000 | $200,000–$420,000 | $400,000–$900,000+ |
| Installed Power | 80–160 kW | 200–350 kW | 400–800 kW |
| Washing System | Cold wash + friction dryer | Pre-wash + friction + hot wash | Full 5-stage washing line |
| Automation | Semi-automatic | Fully automatic PLC control | Industry 4.0 / SCADA |
| Best For | Clean industrial scrap | Post-consumer HDPE/PP | Large-scale recycling plants |
These ranges represent current industry norms and should be used as reference only. Actual pricing depends on resin type, required output purity, washing complexity, energy consumption profile, and site-specific conditions. These plastic recycling lines vary widely based on waste plastic volume and contamination.
5 Key Factors That Drive Line Cost
- Throughput capacity – Scaling plastic recycling machines from 300 kg/h to 1,000 kg/h typically more than doubles equipment cost, but can more than triple revenue potential.
- Contamination level of input feed – Higher contamination requires more intensive washing stages, detergent systems, and water treatment-each adding to capital cost.
- Resin type – PVC and mixed-resin streams require dedicated handling equipment or staged separation processes. Polyolefin-only lines are the most cost-efficient to build and operate.
- Degree of automation – Manual-feed systems cost less upfront but incur higher labor costs and greater throughput variability. PLC-controlled automated systems offer lower operating cost per kilogram at scale.
- Output purity specification – If your downstream customer requires 99%+ purity (approaching food-contact grade), additional melt filtration and tighter process control layers increase the investment.
Market economics for rigid plastic recycling are increasingly favorable. Recycled hdpe pellets currently trade at approximately $2,187 per metric ton on average. With the global recycled HDPE market projected to reach $38.7 billion by 2034, operators who invest in quality washing and pelletizing systems are positioned to capture premium pricing for high-purity regrind.
| Your Situation | Recommended Tier | Why |
|---|---|---|
| Clean industrial scrap, under 500 kg/h | Compact ($80K–$180K) | Minimal washing needed; cold wash + friction dryer sufficient |
| Post-consumer mixed HDPE/PP, 500–1,000 kg/h | Standard ($200K–$420K) | Full hot wash required to meet 97–98% purity |
| High-volume plant, over 1,000 kg/h, heavy contamination | Heavy-Duty ($400K–$900K+) | 5-stage wash + SCADA automation for continuous operation |
| PVC-dominant waste stream | Dedicated PVC line | Never mix PVC with polyolefins—corrosion and quality failure |
How to Choose the Right Rigid Plastic Recycling Line for Your Operation

Choosing a recycling line is not a bathtab purchase-it is a process design decision that starts with your waste stream and works backward to equipment selection. Here is a practical 5-step framework used by experienced recycling plant operators to match their line configuration to their specific needs.
- ✔
Step 1: Identify your primary resin type. HDPE/PP polyolefin? PVC? Mixed ABS/PS? This determines whether you need one line or separate dedicated lines. - ✔
Step 2: Measure contamination levels. Collect representative samples and measure non-plastic content by weight. Under 5% = basic wash is sufficient. 5–15% = full hot wash required. Over 15% = heavy-duty 5-stage system. - ✔
Step 3: Calculate required throughput. Match your daily waste volume and operating hours to a capacity tier. Oversizing by 20–30% provides headroom for future growth without requiring a full line replacement. - ✔
Step 4: Define output purity requirements. Know your buyer’s specifications. Standard regrind buyers accept 95–97%. Injection molding applications typically require 98%+. Food-adjacent applications demand 99%+ with melt filtration certification. - ✔
Step 5: Request a waste stream assessment. Share your feedstock samples, target throughput, and output specifications with the equipment manufacturer. A professional waste audit before quoting prevents costly mismatches between your input material and line capabilities.
One example of a Construction Waste processor in the Middle East who processes PVC pipe off-cuts and scrap profiles demonstrates why Step 1 should not be optional. PVC is a demanding plastic to process: it requires a narrow thermal window to avoid decomposition and HCl emission. This operator initially wanted to just add PVC feedstock to their existing hdpe/PP line as a way to save capital cost, but after a thorough waste audit showing 40% PVC was present in their volume stream they invested in a dedicated low-temperature profile tubing line along with calcium-zinc stabiliser injection-the result protecting their machinery and the purity of their product.
⚠️ Common Mistake: Prioritizing Speed Over Wash Quality
The most common processing mistake while trying to hit aggressive rigid plastic recycling throughput targets is increasing line speed to reduce dwell time in the wash-all that will do is increase the downstream regrind reflux rate. Always test wash parameters at observed contamination levels before increasing throughput.
Regulatory mandates from the European Commission are also impacting rigid plastic recycling economics. The Circular Economy Action Plan and the 2018/851 Waste Framework Directive on plastics caps and bans are demanding high plastic recycling levels and requirements for 30-50% recycled content. Those who invest now in quality technologies will build capacity first in anticipation of upcoming regulation, gaining true strategic advantage over those who chase virgin pricing and expense.
Ready to Configure Your Rigid Plastic Recycling Line?
If you want to know what line configuration will work for your waste stream, talk to us. We will develop recommendations in 48 hours—including one for you.
Or use the granulator Selector tool to compare configurations.
Frequently Asked Questions
Q: What Is Rigid Plastic Recycling?
View Answer
rigid plastic recycling describes the major mechanical step of converting everyday shape-retaining plastic items-bottles, crates, drums, pipes and automotive parts-back into feed grade raw materials, usually clean pellets or flakes. The process uses shredding, wash, dry and pelletizing to reliably remove all impurity and contamination, and return the material as close to injection grade as possible.
Q: Can HDPE and PP Run on the Same Recycling Line?
View Answer
Yes. hdpe and PP are both polyolefins and have compatible melt points so they can be mixed and reprocessed in one single rigid plastic washing line and blended polyolefin regrind created. PVC must be kept completely separate-including trace amounts-from HDPE and PP in order to avoid extruder corrosion and pellet contamination.
Q: Is a Washing Line Necessary for Rigid Plastic Recycling?
View Answer
It depends heavily on the source of waste. Post-consumer rigid plastic (drums, crates, containers in active use-nearly always demands a full wash line to remove food debris, labels, sand, residual oil contamination, etc. Clean industrial off-conversion scrap such as injection molded sprues and production off-cuts-could potentially go straight from the Graninator or pelletizer into the next step of processing, skipping washing altogether and significantly reducing equipment expense and water use.
Q: What Output Purity Can a Rigid Plastic Washing Line Achieve?
View Answer
A well-designed washing line with hot wash and float-sink separation can deliver 97–99% purity for HDPE and PP regrind. Actual output purity depends on input contamination levels, number of washing stages, and whether melt filtration is included in the pelletizing step. Lines processing clean industrial scrap often reach 99%+ without hot wash, while heavily contaminated post-consumer drums may require all five stages to hit 98%.
Q: How Much Does a Rigid Plastic Recycling Line Cost?
View Answer
Price points are based on throughput level: Small compact lines (100-500kg/h) are associated with price of from 1 well equipped granulator and line (range 500-1000kg/h) from $200,000-$420,000,. Heavy-duty lines (1000+kg/h) similar to $400,000-$900,000 range from 10th to 2te all inclusive. High throughput, contamination handling and automation level relate to higher pricing.
Q: How Long Does Installation and Commissioning Take?
View Answer
Allow 2–4 weeks for mechanical installation, plus 1–2 weeks for commissioning with your actual feedstock. Operator training is included.
About This Analysis
This guide has been written by the Kitech engineering team on the basis of our experience in the engineering, designing and commissioning of rigid plastic recycling systems in 80 countries for hdpe, PP and PVC waste streams. The costs quoted and the technical parameters represent an average in the industry for multiple equipment suppliers. Where costs are project specific we have indicated this and placed as figures where appropriate.
Please contact our applications team with details of your facility for engineering data onto your specific waste stream.
References & Sources
- ISO 15270:2008- Plastics: Guidelines for the Recovery and Recycling of Plastics Waste- International Organization for Standardization
- Faciliter et accélérer la transition d’Europe vers l’économie circulaire(2025) —Commission européenne
- Recycled content requirements for plastics packages, mandatory—Plastics Europe
- ASTM Plastics standards (committee D20) ASTM Internationale
- PYRANE 2012. Identification of true contamination of polyethylene and polypropylene in recycled plastics Actual quantification of PE and PP cross contaminations Accurately quantification of cross contamination between two polymer types is necessary as well as isolating the true contamination when recycling plastics.
- Recycled hdpe Market Size and Forecast ($16.8B by 2024, $38.7B by 2034) [88 Pages] For Market.Us
- Recycled hdpe (R-HDPE) Price Trend and Forecast – ChemAnalyst
Related Articles
- rigid plastic recycling Equipment: Categorization & Utilization – Within the different machine categories and their respective applications in industry.
- Plastic Recycling Machine: Types, Selection & Cost Guide — Broader overview covering all plastic recycling machine categories.
- Plastic Pelletizing Line Cost: What You’ll Actually Pay — Detailed cost breakdown for the pelletizing stage specifically.
- Single-Shaft vs Twin-Shaft Shredder: Which to Choose — Comparison guide for the primary size reduction stage.
- HDPE Recycling Line: Complete Process & Equipment Guide — HDPE-specific recycling process and equipment selection.
Reviewed by the Kitech engineering team. Kitech designs, engineers, and manufactures plastic recycling systems including shredding, washing, and pelletizing lines for HDPE, PP, PVC, and mixed rigid waste streams. CE, UL, and CSA certified. ISO 9001:2015 quality management.







