Get in touch with Kitech Company
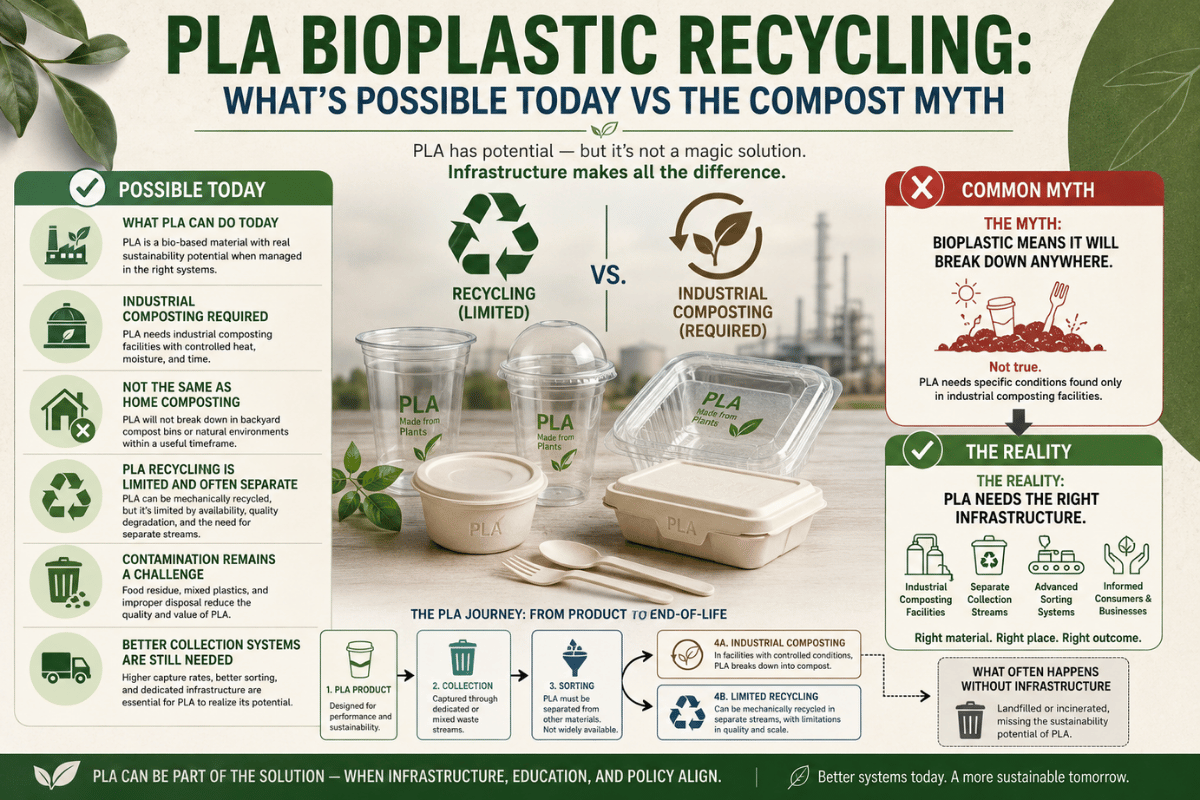
PLA Bioplastic Recycling: What’s Possible Today vs the Compost Myth
Contents
show
PLA at a Glance — Key Material Properties
| Parameter | Value | Source |
|---|---|---|
| Melting Temperature (Tm) | 130–180°C | NCBI PMC8199738 |
| Glass Transition Temperature (Tg) | 60–65°C | NCBI PMC8199738 |
| Density | 1.21–1.30 g/cm³ | NCBI PMC8199738 |
| Tensile Strength | 15.5–150 MPa | NCBI PMC8199738 |
| Resin Identification Code | #7 (Other) | Industry standard |
| Industrial Composting Standard | EN 13432 (6–12 weeks at 55–60°C) | European standard |
What Is PLA and Why It Can’t Go in Your Recycling Bin
Polylactic acid (PLA) is a thermoplastic polyester derived from fermented plant sugars – typically corn starch or sugarcane. Unlike polyethylene, polypropylene, or PET, PLA’s carbon backbone comes from biological rather than petroleum feedstocks. That origin makes it genuinely different from conventional plastic in terms of energy and emission profiles during production. In downstream processing and recycling, however, it behaves as a thermoplastic – which means it melts, it extrudes, and it creates problems when it ends up in the wrong stream.
PLA’s melting temperature runs from 130-180C depending on grade and crystallinity, and its glass transition temperature sits at 60-65C. PET, by comparison, has a Tg of around 80C and a Tm of 250-260C. This gap is not just academic. It defines why PLA cannot share an extrusion line with PET – and why it contaminates PET batches when it slips through sorting. PLA’s density (1.21-1.30 g/cm) is close enough to PET’s (1.29-1.40 g/cm) to create misidentification errors in most sorting systems.
Three properties drive rejection at conventional materials recovery facilities:
- PLA carries resin identification code #7 (Other) – a category that most municipal programmes do not collect or process.
- The Tg of 60-65C means PLA softens before reaching the processing temperatures of commodity plastics. A mixed-stream extruder running at temperatures optimised for HDPE or PP will degrade PLA, not process it.
- NIR spectroscopy – the dominant automated sorting technology – struggles to distinguish PLA from PET at production belt speeds, causing systematic misrouting.
Engineering Note — NIR Sorting and PLA Misidentification
Using a combination of NIR spectroscopy for plastic type (identifying the unique absorptions due to molecule’s bonds and chemistry), PLA and PET have nearly indistinguishable C-O and C=O bonds signature between 1600-1800 nm (Figure 1). Even at typical MRF speed of 2-3 m/s, with the identification window being less than 100ms per object, this causes PLA to end up in the PET and mixed rigid streams of those MRF facility’s lacking specific PLA identification calibration. This goes beyond just a lost opportunity to recycle; it is what initiates the contaminate cascade below.
The real-world consequence: When PLA gets into the wrong stream it’s not simply that the item itself cannot be recycled there. It actively ruin anything else in the batch. That’s why the recyclers at intake kick it out as a problem.
That’s why dedicated sorting systems and facilities are necessary.
The PLA Contamination Crisis: Why Recyclers Reject Entire Batches
Industry Status: APR Formal Rejection Policy
PLA packaging is officially included in the Association of Plastic Recyclers (APR) rigid plastics design guidance as “Packaging That Does Not Meet Access Requirements. This is not a casual suggestion–it is the rule used by the North American MRFs’ intake policies and by procurement personnel developing material acceptance criteria.
Where PLA enters a normal plastic recycling flow – HDPE, PET or PP – this places material with an inherent, in-compatible thermal performance profile. At melt extrusion, optimum for the dominant material, PLA starts to degrade at temperature releasing lactic acid by-products that stain, create foul odours and lead to a decrease in both molecular weight and integrity of the extruded pellets. This is an upstream ‘blunder’.
The whole batch output is affected.
The 10% Rule: How One Part PLA in Ten Destroys an Entire Batch
In March, the University of Florida’s “Impact of bioplastic contamination on the mechanical recycling of conventional plastics,” a peer-reviewed paper for Waste Management Journal (Staplevana et al., DOI: 10.1016/j.wasman.2024.05.028) that was recently peer-reviewed and accepted for publication in 2024, provided metrics on what MRF operators have already been seeing for years. The researchers evaluated contamination with PLA (a type of bioplastic) at concentrations in the high-density polyethylene (HDPE) recycling streams. They saw three “tipping points”:
- It was determined that as little as 1% PLA contamination would dramatically reduce the quality of the recycled output, which was insufficient for commercial grades already.
- 10% contamination of PLA Results in a reduction of 50% of ultimate tensile strength of recycled HDPE sheet.
- 2.5% PLA with UV weathering 51% reduction in tensile strength meaning the low concentration contaminants deteriorates in the product’s lifetime in an outdoor exposure application.
The commercial cost is brutally straightforward. A rHDPE or rPET trial batch with testing issues will fall from a fully sellable pellet at around €800/tonne to mixed material for landfill/refuse at approx €40/tonne – a write-down of 95%/run. A MRF handling 500t/day will be facing five figures from just one spoiled batch.
Unsurprisingly, operators will react to reject any input which they believe might contain PLA before sorting has begun.
Can PLA Be Recycled with PET?
No PLA cannot be processed together with PET by way of mechanical recycling. Since PLA has a lower glass transition temperature (60-65°C vs. PET’s ~80°C) it acts as contaminant in the PET melt creating phase separation, surface streaking and causing the end product to be embrittled. The APR’s rejected list explicitly defines this impossibility in formal terms. An exception can be made for chemical recycling under conditions approaching full depolymerization whereby PET and PLA could be individually treated based on their monomer chemistry (see section chemical recycling, below, or mechanical vs chemical plastic recycling for a full comparison of procedures).
In practical terms for all PET bottle-recycling operations the established method of operation dictates all PLA-identified items must be excluded from accepting all incoming items, prior to items reaching the sortation equipment. An added spectrum analysis to identify and eject bioplastics may only be necessary on a plant’s tipping floor and should add but a small fraction to the cost of one contaminated batch!
Mechanical Recycling of PLA: Equipment Chain and Process Parameters
(Note: Kitech produces plastic pelletizing and plastic recycling equipment; material and performance recommendations given herein align with equipment stated specs as to the material and required throughput. )
When operating with a dedicated stream for PLA post-industrial, i.e. off-cuts from preforms or sheeting, food service wares, or sorted food service film, mechanical recycling brings these PLA materials back into usable, sell-able plastic pellet form without breaking the molecular structure. This depends upon the precision with which impurities (primarily non-PLA plastics, moisture, etc.) are eliminated by sorting, washing, and drying steps as well as temperature regulation by the extruder to be below PLA’s melting/degradation temperature, thus avoiding degradation. There is a standard 5-step approach to mechanically process rigid or film waste material for PLA:
PLA Mechanical Recycling — Process Chain
- Pre-screening, sorting and ejection. To ensure maximum output quality as per Staplesvan et al., all known or suspected foreign resin (PET, HDPE, PP etc.) should be removed at intake, preferably by means of automatic sorted. Even a 1% non-PLA contamination may lead to notable loss of material quality and property. Sorting is not negotiable when targeting high quality pellet.
- Size reduction. Grinders, shredders, or granulators break rigid and film materials (including containers, caps, etc.) to flake form with nominal dimension between 10-20mm. For low viscosity, deformable materials like films or even non-woven cloths, low speed, high torque shredders avoid undesirable generation of fines, that could feed trouble (Bridging).
- Washing. To remove residues of food or adhesive materials, washing using warm (60-70°C) water takes place. Washing time should ideally be short and temperature just enough, as excessive time and temperature at above Tg might contribute to sticking or slumping issues.
- Drying. As with most natural or bio polymers, PLA is hygroscopic and requires an extremely low moisture content of < 0.02% in pellets if their quality, melt flow and surface appearance are to be maintained. Above this moisture content, Steam bubbles are generated in the extrusion barrel. A drying stage (typically centrifuging and hot air, 70-80°C inlet temperature with 2-4 hours residence time to avoid reaching Tg) ensures proper pellets production.
- Extrusion. Dried PLA flakes feed into a single-screw extruder running at barrel temperatures of 130–180°C, matching PLA’s processing range. A pelletizer (strand, water ring, or underwater type) cuts the melt extrudate into uniform pellets.
Engineering Note — PLA Extrusion Parameters
A tight processing window for PLA is therefore required with the appropriate temperature progression through the barrel: 130C (feed) 155C (transition) 175C (metering) with a die temperature 170-180C. Temperatures in excess of 200C lead to degradation, which releases acidic gas (giving a yellow discolouration) and results in chain scission, with molecular weight fall off. An L/D ratio in excess of 25:1 is needed on the screw to achieve sufficient plastication. Kitech’s KSP runs range from L/D 25 to 35 across KSP model sizes (L/D 25 to 35), and the 5G KCP Plus line reaches up to 50:1 for the deep homogenisation required for film applications. The addition of 80-120 mesh screen to the melt filtration will help remove unmelted gels which cause surface defects in downstream injection molding parts. For post-consumer PLA with existing printing inks or adhesives it is advisable to include a vacuum degassing vent.
Equipment Selection by PLA Throughput and Form
| Input Volume | PLA Form | Recommended System | Pelletizer Type |
|---|---|---|---|
| <50 kg/month | 3D print waste only | Desktop filament extruder | Nozzle extrusion |
| 150–1,300 kg/h | PLA film, fibre, rigid | Kitech KCP Series | Water ring or strand |
| 300–1,200 kg/h | Rigid PLA flakes or regrind | Kitech KSP Series | Strand or water ring |
| 600–2,000 kg/h | High-volume PLA film, mixed contamination | Kitech 5G KCP Plus (self-cleaning filter) | Underwater |
According to Kitech product specifications, PLA is a supported resin type on the KCP, 5G KCP Plus and KSP series. A table comparing pelletizer types can be found in the ‘Strand vs water ring vs underwater pelletizer’ guide.
Can PLA Be Recycled Multiple Times?
Yes, within limits. The PLA molecule is progressively broken down with each mechanical processing cycle, i.e. with each pass it degrades, with resulting fall in tensile properties over a period of 2-3 cycles before the properties drop below product specifications. Blending with virgin resin at approximately 20-30% recycled content brings the properties back into specification, similar to TotalEnergies Corbion’s commercially produced r-PLA pellet. Chemical recycling processes, described below, break this cycle of degradation and recover all the lactic acid at virgin quality, irrespective of processing history.
Chemical Recycling of PLA: Recovering Lactic Acid at Commercial Scale
Chemical recycling breaks the polymer down into its lactic acid building blocks. These monomeric lactic acids can be repolymerised into a virgin-equivalent PLA product. Chemical processes also bypass the molecular weight reduction experienced during mechanical recycling and, unlike mechanical processes, are not limited to uncontaminated or single-layer materials — they can process multilayer and contaminated PLA waste streams.
Most industrial-scale chemical recycling processes are based on acid- or base-catalyzed hydrolysis at high temperatures. In the presence of water and a catalyst, theester bond in the PLA molecule is hydrolyzed to release L-lactic acid monomers. These are isolated, purified, and converted to lactide, the cyclic dimer of lactic acid, which can then be re-polymerised to form new PLA polymer. (Alternatively, the enzymaticdepolymerization process, the basis of the EU-funded ReBioCycle project which is now in the demonstration stage, is detailed in the market Outlooksection.)
Fact: chemical recycling is less energy-intensive than virgin PLA production
TotalEnergies Corbion’s operational experience with its first commercial-scale PLA chemical recycling facility has demonstrated that the energy required for the chemical depolymerization process is lower than that needed to manufacture virgin PLA from primary lactic acid starting materials. This contravenes the conventional wisdom that chemical routes are generally more energy-intensive than mechanical processes. In this case, the reduced energy consumption derives from the omission of the fermentation stage of the virgin PLA production process, the largest energy consuming step.
The Total Corbion/Sansu project – highlighted by Plastics Europe – is the world’s first commercially available chemical recycled bioplastics product. Post-consumer PLA is shredded and dust-screened to produce r-PLA flakes. These are then depolymerized to lactic acid and repolymerized with virgin lactic acid to achieve 20% recycled content (mass balance).
At this stage, the throughput is 5 tonnes a month-more a demonstration of commercial viability than mass production, but it marks the first certified-for-sale product in this category.
Critically, the end product has the same certifications as virgin PLA: EN 13432 compostability compliant and food-grade approved. This is important for producers of packaging, as they require product certified compostability claims for their final goods while incorporating recycled content.
“We have now made a closed loop for PLA a commercial reality rather than just a R&D aspiration. We achieve the same certifications for chemical recycled PLA as for the virgin one – including food grade certification – and even our internal R&D was surprised about the energy performance”.
Chemical Recycling Advantages
- No molecular weight degradation — output matches virgin grade
- Processes contaminated and multi-layer PLA that mechanical lines reject
- Energy consumption lower than virgin PLA production
- Output retains food contact and EN 13432 compostability certification
Current Limitations
- Capital and operational cost substantially higher than mechanical recycling
- Requires dedicated, sorted PLA feedstock — not mixed bioplastics
- Commercial scale currently limited to 5 t/month globally
- Access to facilities processing PLA by geographical area is still geographically very concentrated in West Europe & South Korea
Industrial Composting vs. Mechanical Recycling: Choosing the Right PLA End-of-Life Path
Most PLA Waste is Not Ideal for Mechanical Recycling Most of PLA Waste-from used coffee capsules and food containers with residual food waste, or packaging with multiple material layers, or certified-compostable food-ware-is often considered better suitable for composting rather than the plastic processing of PLA to a granulated plastic product. this is determined by factors such as amount, content, contamination of material streams and by your company specific processing capacities.
According to the conditions specified by standard EN 13432 (with a consistent temperature between 55-60C, active microbial flora and humidity control), PLA biodegrades fully in under 6 to 12 weeks. TotalEnergies Corbion reported at a certified industrial composting facility in The Netherlands, how PLA-containing tea-bags had fully degraded within 22 days of receiving, thereby decomposing significantly quicker than their food waste equivalents (like orange peel or paper). Of course, to meet these specific requirements, certified industrial compost infrastructure must be used (home composting facilities, generally running below 40°C, are insufficient).
Fact Check: Does PLA Biodegrade in Landfill?
No. Research published by the NCBI (PMC8199738) has shown that, under normal landfill conditions (ambient temperatures), PLA degradation levels of less than 1% were registered over 100 years. The “biodegradable” designation strictly refers to the decomposition of PLA under managed industrial conditions, NOT to disposal at landfills or in the open air.
In landfill, PLA is as persistent as any conventional plastic.
This brings the issue to the wider picture: in a landmark study from Geyer et al. in Science Advances (2017), it has been concluded that only 9% of total plastics produced since the advent of plastic has ever been recycled. This number is even lower for PLA itself: the vast majority of PLA waste produced in Municipalities around the world today does not has a clear formal end-of-life option as specific PLA dedicated recycling lines do not exist in general, and in comparison to the total volume produced in The Netherlands the infrastructure does not yet have the capacity to collect all discarded PLA waste and bring it to facilities.
But, as previously argued, if Composting infrastructure is available it’s a huge improvement for PLA waste over Landfill.
Which PLA End-of-Life Path Fits Your Facility?
| Scenario | Recommended Path | Key Condition |
|---|---|---|
| Clean, sorted PLA packaging stream >1 tonne/month | Mechanical recycling + pelletizing | Requires dedicated sort and wash line |
| PLA mixed with food waste or organic contamination | Industrial composting (EN 13432) | Facility must hold EN 13432 certification |
| High-purity PLA where food-contact grade recycled output is required | Chemical recycling (depolymerisation) | Requires access to specialist processor |
| PLA is <1% of incoming stream | Reject at intake / energy recovery | Do not allow entry into conventional plastic streams |
| 3D printing waste only (<50 kg/month) | Desktop filament extruder | See 3D printing section below |
Those who would like to have an estimate and advice of their waste streams (by estimating material quantities) have an option by using a Recycling Line Selector.
PLA in 3D Printing: Recycling Filament Waste at the Source
In desktop and professional additive manufacturing environments, PLA (Polylactic Acid) is the dominant 3D printing material. It has a low melting temperature, remains relatively dimensionally accurate, and is bio-sourced. A consequence of any busy 3D printing operation is failed prints, scrap supports, purged filament, and remnants of spent spools — waste that carries both an environmental impact and a direct material cost. The real question is not whether it is possible to get PLA waste into the circular economy, but at what volume it becomes viable.
Recycling 3D printing PLA scrap typically follows the same basic process stages as their industrial bioplastic peers: granulate/shred, dry, then extrude. The difference is simply scale – scale of equipment and scale of output volume. An industrial bioplastics packaging recycler might aim for r-PLA pellets and scale it to tonnes/month with kilogram per unit/batch cost – value is in the scale of product you move, and revenue generated at that scale. A 3D printing lab might be targeting recycled filament with a scale of kilograms/month, where value is in avoiding the cost of purchasing new filament, which the team would have otherwise put into the printer or supported prints with.
3D Printing vs Industrial PLA Recycling – Scale and Equipment Comparison
| Parameter | 3D Printing (Desktop) | Industrial PLA Recycling |
|---|---|---|
| Typical volume | 0.5–30 kg/month | 1–500+ tonnes/month |
| Input form | Failed prints, supports, pla filament offcuts, empty spools | Film, rigid packaging, fibre, regrind |
| Primary equipment | Desktop plastic shredder + filament extruder + spooler | Industrial shredder + wash system + pelletizer |
| Output | Recycled filament (1.75 mm or 2.85 mm) on spool | r-PLA pellets (2–5 mm, sale-ready) |
| Extrusion temperature | 180–200°C | 130–180°C (zone-profiled) |
| 3D printing materials compatibility | PLA only — do not mix with ABS, PETG, or TPU scrap | Dedicated PLA stream only |
| Approximate capital cost | €500–€3,000 | €50,000–€800,000+ |
The desktop recycling process for failed prints and end-of-spool scrap runs as follows: collect clean PLA scraps, shred to fine flakes using a desktop plastic shredder, dry at 50–60°C for 1–2 hours to remove absorbed moisture, then feed into a filament extruder at 180–200°C to produce new 3D printer filament wound onto a spool. Diameter consistency — target ±0.05 mm — is the key quality variable. Inconsistent diameter causes the 3D printer extruder to slip, producing under-extrusion and failed prints.
PLA’s low processing temperature makes it well-suited for desktop filament extrusion — most desktop filament extruders handle the 180–200°C range safely. ABS, by contrast, requires 220–250°C and generates potentially harmful fumes during reprocessing. There is a practical limit for PLA: after 2–3 recycling passes, molecular weight degradation makes the filament more brittle. Blending recycled PLA with approximately 30–40% new filament maintains acceptable results for non-critical prints.
When to Move from Desktop to Industrial Scale
Beyond 50 kg per month, desktop filament extruders simply are no longer efficient and the diameters of the printed filament will suffer. At this volume, consider an industrial granulator to produce pellets instead of filament – the output can be used as input for compounders, or can even be bartered with filament suppliers as store credit. The benefit of this method over filament is that diameter control, and the subsequent issue it presents to high-precision printing, is entirely eliminated.
PLA Recycling Market Outlook: EU Regulations Driving Industrial Demand [2025–2030]
Three concurrent forces are strengthening the structural case for PLA recycling investment: a fast-growing bioplastic market, mandatory EU regulation active from 2025, and commercial-scale projects now proving the technology works. Operators with corporate waste reduction targets and zero waste manufacturing commitments face a market growing at 12.4% CAGR while regulatory obligations harden. Those who move on infrastructure, equipment, or partnerships now have a clear timing advantage.
$35.2B
Bioplastic Recycling Market to Grow 12.4% by 2034
€1.2B
PPWR 2025/40 to boost EU circularity with target of triple industrial composting capacity by 2027
10,000 t/yr
Goal of the ReBioCycle EU enzymatic recycling project for PLA
On 11 February 2025 the Packaging and Packaging Waste Regulation (PPWR 2025/40) entered into force – much of it will be in effect from 12 August 2025 – and it covers all packaging regardless of its material or where it comes from. The legislation mandates, among other things, that all packaging placed on the market be ‘reusable or recyclable in practice’ – and requires compostability markings on packaging to be evidenced by assured access to a recognised industrial composting facility. The new rules plug a long-standing information discrepancy between what packaging says it can become – what is ‘printed on the box’ – and the reality for an end-of-use product, at least for compostable applications like PLA.
Brands currently carrying a “compostable” claim without proof of access to an industrial composting solution need to move quickly.
The ReBioCycle project, which kicked off in October 2024 with demonstration plants in the Netherlands, Italy, and Spain, utilizes enzymatic depolymerisation to break down PLA at significantly lower temperatures than acidic hydrolysis would require. Upon successful demonstrations at the pilot capacity (10,000 tonnes/year) the approach would be 2,000 times larger than commercial chemical recycling, potentially making enzymatic PLA recycling an attractive alternative to mechanical PET recycling.
The trajectory of the market corroborates the timing. The bioplastics recycling market is on an unstoppable high reaching $12.64 billion in 2025 with an ever-increasing trajectory of a 12.4% CAGR toward 2034. However, regulatory compliance isn’t the sole reason for demand from end-market, rather food and beverage giants are actively demanding food-contact-grade recycled PLA to meet their ambitious, consumer-facing circular packaging requirements, backed with a viable sustainability profile.
Given both the pull factors and the demand driver, PLA may rank higher for total plastic recycling solutions as an investment as than the existing infrastructure indicates.
How to Find PLA Recycling Infrastructure or Partners
3. If you don’t have your own PLA processing – (1) reach out to PLA material producers, which offer take-back and tolling options for their own grade materials – NatureWorks, TotalEnergies Corbion, Novamont also act as a source for processing partners, (2) check the EU Bioplastics member directory to locate EU Certified Industrial Composting Operaters in your country or region that accept EN 13432- certified PLA material, and (3) with a minimum processing volume of 5 tonnes/month, a custom dedicated Mechanical Recycling Line is a cost effective and economic investment with a 12-18 months Payback, depending on current r-PLA pellet price. Our pelletizer specification page on Kitech features a handy Online System Size Calculator & Enquiry Form so you can engineer the ideal solution for your unique requirements.
Planning a PLA Recycling Line?
Your kitech engineer can deliver to your doorstep a customized capacity analysis and system specification within 24 hours-free of charge.
FAQ — Common Questions About Recycling PLA Bioplastics
Can PLA be put in curbside recycling?
No. PLA carries resin code #7 (Other) and is excluded from virtually all curbside recycling schemes. The Association of Plastic Recyclers (APR) formally lists PLA packaging as failing conventional recycling access requirements. Unless your local authority explicitly states it accepts EN 13432-certified PLA, it belongs in residual waste.
How do industrial facilities dispose of PLA waste?
There are 3 paths for PLA from an facility with its own stream. High quantity, clean, well-separated pure PLA sheet film, or any other rigid packaging should be mechanically recycled to become pellets (if total volume greater than 1 tonne / month). PLA streams containing food or organics can be directed to an industrial compost plant compliant with EN 13432 (at 55-60C over 6-12 weeks).
Where high purity PLA is processed, an on-site solution for food contact compliant recycled plastic or certified compostable products require chemically depolymerising their input stream. Where PLA comprises less than 1% of input, the stream should not be accepted to avoid contaminating better quality virgin plastics, and can be sent for incineration.
Is PLA recyclable with PET plastic?
No – and there’s significant reason why. Studies have shown that even small amounts of PLA – even 1% in a recycled HDPE stream as highlighted in Waste Management (2024, Staplevana et al.) – result in significantly degraded properties of the recycled output, down by 50% in tensile strength at 10% PLA contamination. Its lower melting point leads to phase separation and brittle results when co-extruded with PET, HDPE or PP.
APR’s stringent rejection policy was the result of such incompatibility issues.
What can I do with old PLA filament?
Degraded PLA filament and failed prints can be processed through a shredder-extruder workflow: shred to fine flakes, dry at 50–60°C for 1–2 hours, then extrude at 180–200°C through a calibrated nozzle and wind onto a fresh spool. Quality declines with each pass — blend recycled filament with approximately 30–40% new filament after two or three cycles to maintain print performance. If home recycling equipment is unavailable, some filament manufacturers run take-back schemes. Check the brand’s website for current programme availability, and store old PLA separately so it’s ready when an option opens up.
Is PLA 100% biodegradable?
PLA is biodegradable only under specific controlled conditions. At ambient landfill temperatures, NCBI research (PMC8199738) confirms PLA degrades less than 1% over 100 years — as persistent as any conventional plastic in that environment. Under EN 13432 industrial composting conditions (55–60°C, controlled humidity and microbial activity), PLA breaks down within 6–12 weeks. Home composting, which rarely exceeds 40°C, does not provide adequate conditions within a practical timeframe. The accurate description is industrially compostable rather than simply biodegradable. Any packaging label claiming biodegradability without specifying the required conditions is misleading.
How many times can PLA be mechanically recycled?
Typically two to three processing cycles before tensile strength falls outside usable specification. Each melt-extrusion pass causes thermal chain scission, progressively reducing molecular weight and mechanical performance. TotalEnergies Corbion addresses this directly by blending recycled PLA with virgin-equivalent resin, producing a consistent r-PLA product that meets the same food-contact and compostability standards as virgin material.
Several strategies extend the effective cycle count. Drying PLA thoroughly before each pass (4–6 hours at 50–60°C) minimises hydrolytic degradation. Processing at the lower end of the melt window (170–180°C rather than 200°C+) slows chain scission. Blending recycled PLA with 30–40% virgin resin after the second cycle preserves properties within specification for a third or even fourth pass. For material that has exhausted its mechanical recycling potential, chemical depolymerisation recovers lactic acid monomer at virgin-equivalent quality — effectively resetting the lifecycle regardless of prior processing history.
References
- A life cycle assessment and material characterisation of poly-lactic acid. NCBI PMC8199738 – Life cycle assessment and material characterisation of poly-lactic acid. pmc.ncbi.nlm.nih.gov/articles/PMC8199738
- Geyer R, Jambeck JR, Law KL (2017). Production, use, and fate of all plastics ever made. Science Advances, 3(7).DOI: 10.1126/sciadv.1700782
- Staplevana MJ, Ansari AJ, Ahmed A, Hai FI (2024). Impact of bioplastic contamination on the mechanical recycling of conventional plastics. Waste Management, 185, 1-9.DOI: 10.1016/j.wasman.2024.05.028.
- PlasticsEurope (2024).Total Corbion PLA: world’s first commercially available chemically recycled bioplastics. plasticseurope.org
- TotalEnergies Corbion / European Bioplastics (2023). PLA compostable bioplastics: towards a circular economy. european-bioplastics.org
- APR (2024). Packaging That Does Not Meet Access Requirements. plastics recycling.org
- European Commission (2025).Packaging and Packaging Waste Regulation 2025/40. environment.ec.europa.eu
Related Articles
- Mechanical vs. Chemical Plastic Recycling – Which Process Wins Where?
- PET Bottle Recycling: A Complete Guide for Facilities
- Strand vs.Water Ring vs. Underwater Pelletizer: How to Choose
- CE Marking for Plastic Recycling Equipment: 2026 Compliance Guide