
Get in touch with Kitech Company
WEEE Plastic Recycling Lines: From Mixed E-Waste to Pellet-Grade Polymer Output
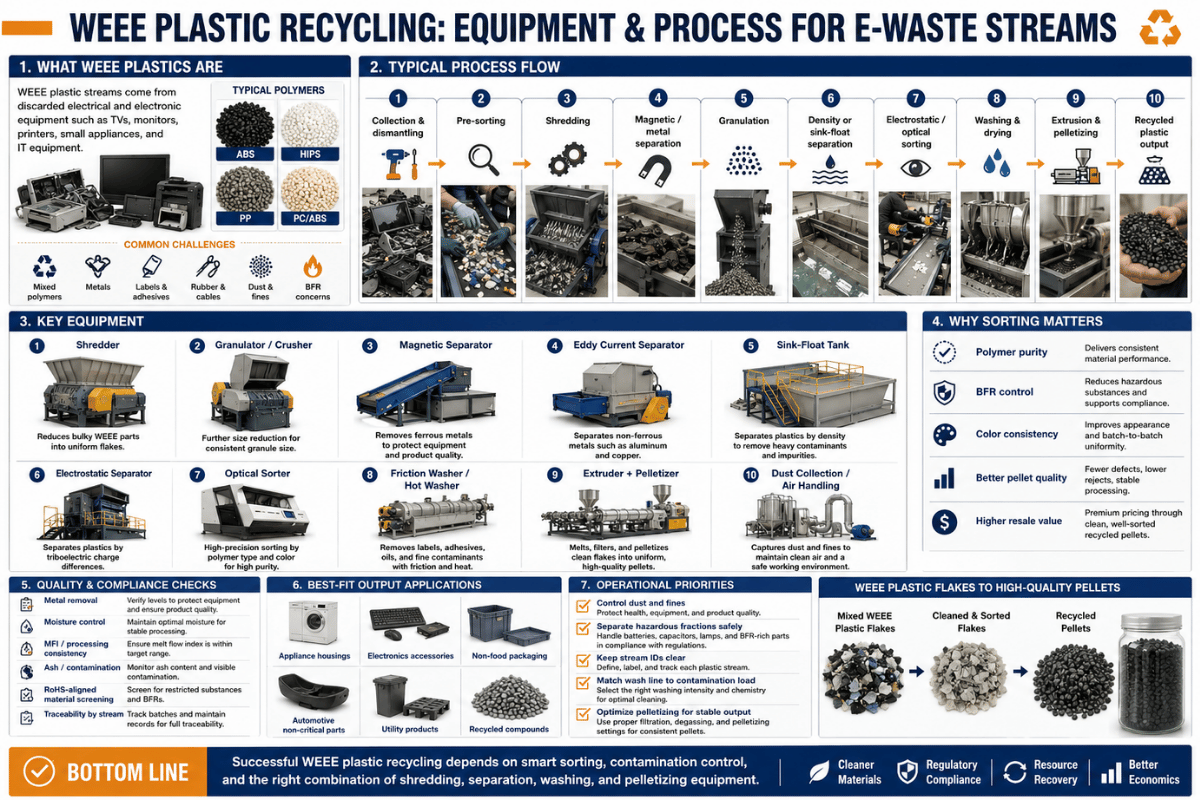
A weee plastic recycling line deals with the messiest plastic stream in the recycling industry — flame-retardant ABS shells, mixed-density HIPS housings, BFR-loaded LCD TV bezels, refrigerator door liners — and extracts clean pellet-grade flakes that downstream pelletising lines will take. Sorting is the hard part, not throughput.
According to a 2022 review published in the International Journal of Environmental Research and Public Health, between 40 and 50 percent of the plastic collected from waste electrical and electronic equipment still remain unrecycled. WEEE plastic waste differs from the PET, HDPE, or film streams a standard washing line was designed for in three key aspects—and these differences influence every equipment decision made in this guide.
Quick Specs — WEEE Plastic Recycling Line
| Capacity range | 850 – 10,000 kg/h |
| Typical polymer mix | ABS, HIPS, PC, PC-ABS, PP, PE, PVC + flame-retardant fractions |
| Final flake size target | 10 – 20 mm (Maisel 2020) |
| Output moisture target | < 3 % |
| Energy at 10,000 kg/h | 423 kWh (Kitech WES10000) |
| Mandatory legal frame (EU) | EU WEEE Directive 2012/19/EU (current consolidated version 08/04/2024) |
What Is WEEE Plastic Recycling?
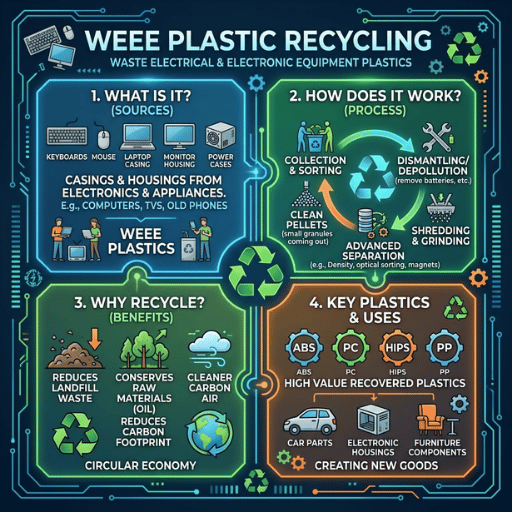
WEEE plastic recycling involves the recovery and reprocessing of plastic fractions from waste electrical and electronic equipment—appliances such as refrigerators, televisions, air conditioning units, computers, and household gadgets, as well as the small electronics discarded each year. Legislative scope emerges from the EU WEEE Directive 2012/19/EU, which designates these plastics as a distinct waste stream requiring collection, treatment, and recovery through specialized facilities. This directive is the prevailing legal framework, with the current consolidated version dated 8 April 2024.
Three practical facts shape every recycling decision downstream:
- Mixed polymers, not isolated resin. A single feedstock bag can contain ABS, HIPS, PC, PC-ABS, PP, PE, and PVC—each in varying proportions.
- Brominated flame retardants (BFRs). Approximately 9% of the volume of WEEE plastic—about 234 kilotonnes worldwide annually—contains BFRs (Chaine et al., 2022).These substances are persistent organic pollutants and necessitate special handling procedures.
- Low recovery rate today.As per the same study, an estimated 40-50% of the WEEE plastic captured still is not properly recycled—indicating that a weee plastic recycling line provides stiff competition to landfill, not to ideal recovery.
What follows in this guide delineates the equipment employed in a WEEE recycling line, the process flow from baled intake to pellet-ready output, how to size the line according to your daily throughput, the anticipated output specifications, and how regulations are evolving in 2026.
What Plastics Are in WEEE? Polymer Composition and the BFR Reality

The vast majority of the plastic in any given WEEE stream comprises just four polymers. Industry composition research from the BFR Threshold Discussion 2022 fact sheet and the PREVENT Waste Alliance training notes indicates that ABS, polypropylene, HIPS, and polycarbonate / PC-ABS blends collectively constitute approximately 75% of the weight.
| Polymer | Share of WEEE plastic stream | Density (g/cm³) | Common e-waste source |
|---|---|---|---|
| ABS | ~17 % | 1.04 | Computer housings, kitchen-appliance shells, large household appliances |
| HIPS | ~14 % | 1.05 | Refrigerator liners, TV cabinets |
| PC & PC-ABS | ~12 % | 1.20 | Monitors, laptop bezels, charger casings |
| PP | ~12 % | 0.90 | Capacitor casings, internal trays |
| PE | ~1 % | 0.91 – 0.96 | Wire insulation, packaging films |
| PVC, PET, mixed | ~25 % (rest) | 1.20 – 1.40+ | Cables, films, structural parts |
Composition is significant because each resin has its own specific density range— and a sink-float tank cannot distinguish ABS at 1.04 from HIPS at 1.05. That density issue has its own dedicated discussion in the next chapter.
What is WEEE plastic?
WEEE plastic, is the fraction of polymer material recovered during treatment of end-of-life electrical and electronic equipment after removal of metals and hazardous components. As a heterogeneous mixture, WEEE plastic contains a multitude of different (sometimes incompatible) polymers, often including a range of additives, fillers and flame retardants. Unlike post-consumer PET or HDPE-based milk bottles – both of which provide single-russian-resin streams – WEEE plastics output is mechanically and chemically heterogeneous: containing thermoplastics (ABS, HIPS, PP, PE, PC), engineering plastics (PC-ABS mixtures, modified PPE), mineral and antimony oxide fillers, and Flame retardants based on brominated substances. In fact, the halogenated content of general WEEE plastics, just in LCD TVs, can vary significantly by model and production year—spanning 47% to 72%. Several truckloads of WEEE can therefore produce quite different chemical contents.
⚠️ Common Misconception
“Black plastic in WEEE is unsortable.” Naked eye sorting practitioners often hear this in the context of near-infrared (NIR) sensors fading out on carbon-black-plugged polymers – the carbon absorbing the IR light and thus jumbling the sensor’s polymer fingerprint. But with two different sorting techniques, X-ray transmission and density separation in graduated-salinity brines, black WEEE plastics can be reliably sorted. A better understanding of those two technologies demonstrates how a detailed sorting line can solve the black plastic problem.
Why WEEE Plastic Is Harder to Recycle Than PET, HDPE, or Film
Working on separating PET from other clear, blue, and green plastics works because each input arrives as output from the arrival point at one density. Weee plastic productions lines cannot work on that assumption, for three reasons. To provide two separate density streams requires more sensitive detection of polymer chemistry, and more room to do it.
Challenge 1 — Density overlap between adjacent polymers
Polymers in WEEE do not always segregate into maximum and minimum density streams. ABSlated (1.04), HIPS (1.05) for example, are so close they float together in fresh water, but then share the same impact-shielding role, so show up together in one shred. Difference in hardening behavior causes the mix to shed different force loads, so you’ll need to separate them in the process.
Practical reason for the graduated-salinity arrangement: density separation in graduated-salinity tanks: fine-tuning salinity coefficient by Coefficient to segregate polymer-densities (repeatedly!) in very narrow (rather than one single abrupt) ranges.
Challenge 2 — Brominated flame retardants concentrate in the heavy fraction
Chaine, et al. (2022) found that over 95% of the brominated flame retardants (BFRs) in plastics separated from WEEE in the high density fraction. In fact, other plastics with inherently high density, including polyesters and polycarbonates and polyvinyl chloride pigged with heavy-metal additives, also appear in the 1.8-1.9 densistation range. Brines can help: while LME plastics contain variable quantities of halogenated flame retardant additives in the surface layers, the heavy density fraction of the line almost always contains heavy-metal pigments. This makes the line a double-duty machine—first away from the brightlight, the BFR load is segregated, then away from food contact or consumer goods, all the halogenated heat-and-ignition-retardants are hung up together in the densistation with other polyesters et al. surely separated.
Challenge 3 — Mixed-polymer blends defy single-resin processing
Making a good PC-ABS stream requires one sorting machine and two extruders. Black HIPS might pass NIR scans as HIPS, but in extrusion it looks and feels very different. So, a typical weee feed can have unknown proportions of blend-dominant parts (high impact HIPS, PC-ABS, others) and in fact achieve 0.5% melt index accuracy in the case of PET, will vary by 5-10% a lot when you shoot at a typical weee input stream.
| Density Tier | Density (g/cm³) | Polymers | Sorting Method |
|---|---|---|---|
| Tier 1 — Light Float | 0.90 – 0.96 | PP, PE | Fresh-water float (Stage 1) |
| Tier 2 — Mid Float | 1.04 – 1.06 | ABS, HIPS | Low-salinity brine (Stage 2) |
| Tier 3 — Mid-Heavy | 1.18 – 1.25 | PC, PC-ABS | High-salinity brine (Stage 3) + electrostatic finishing |
| Tier 4 — Heavy + BFR | 1.30 – 1.45+ | PVC, PET, BFR-loaded ABS | Sink fraction; X-ray + chemical screening for BFR diversion |
The “4 Density Tiers” principle – adjusted to the polymer densities indicated in BSEF,PREVENT and Maisel – is the scientific principle for why one weee plastics process is using three separate densistation tanks.
Equipment in a WEEE Plastic Recycling Line — Module by Module

One working WEEE plastic recycling line is made up of seven modules – solving a problem of the input stream at every stage of processing. Each module solves one problem; eliminate any module and the recovery rate will plummet.
- Belt feeder + manual sort station. Heavy-duty conveyor feeds bales, loose material, or other feedstock at metered rate; operator pre-sort station quickly strips away obvious non-plastics (cabinets, cables, lead-acid batteries), and hand-removed hazardous parts that others missed at the upstream depollution stage. Large ferrous and non-ferrous fragments typically are separated ahead of the line at a capital-intensive recycling plants recovery operation, but small fasteners, copper strips, latents from heat sinks- all make it through.
- Primary shredder. One-shaft shredder takes used electric-isolation feedstock and reduces wrapping on large appliance shells (door seals, TV enclosures) 50 mm chips. Cutting action is shear, not impact- much like a paper shear. If impact-shattering impact crushers were used here, the consequently very fine product would be unusable in downstream sorting.
- Secondary crusher. Knife adjusting screws fine-tune to a 10-20 mm range, the particle sizes that downstream sorting facilities need (target is 20 mm, based on Maisel 2020 and explained in Section 8).
- Friction washer. Agglomerant-high-velocity paddles scavenge adhesives, residue, dust, surface contamination, leaving motor-sealed bodywork behind to be recirculated in closed loop.
- Multi-stage density separation. Core of the “4 Density Tiers” process is evidenced here- a pair of tanks in sequence, each tuned to a distinct solution density. One critical technical feature that distinguishes a line designed to specify WEEE over one designed for PET bottle processing is shown here.
- Mechanical drying. First step in reducing moisture content: centrifugal squeezing achieves 5 % moisture or less, then a squeezing dryer finishes reducing to under 3 %.
- Electrostatic polishing + storage buffer. Following the line’s four other modules, residual particle-to-particle contaminants, micronized non-plastic, and residual foil flake are separated out by electrostatic means. Plastic flakes collect into a buffer for downstream pelleting and bagging operations.
For this multi-module WEEE line, sized for feedstock throughput of 850 to 10,000 kg/h, is the WES Series WEEE plastic washing line.
How does a WEEE plastic recycling line work?
In sum, one WEEE plastic recycling line- performing a precise function at each stage- is capable of processing age- and contamination- burdened mixed-polymer chunks through to high-quality finished flakes ready for commercialization, in 12 to 25 minutes. For the range of capacities WES1000 through WES10,000, operational operators range from a low of three per shift to a high of eight per shift.
How a WEEE Plastic Recycling Line Works — Step-by-Step Workflow
Module-level equipment – this is one view of a weee plastic recycling line. Alternate view is flow of the process – what goes on to the material as it moves through the various stages, and what defect in it is being rectified by the processes. Kitech’s WEEE-dedicated WES washing lines have nine sequential stages:
- Feeding. Bales and loose plastic are fed by means of a savage duty belt conveyor system that has a feed rate being compensated to the design throughput of the downstream shredder.
- Shredding / crushing. Two-stage size reduction (shred to 50 mm, crush to 10-20 mm).
- High-salinity-water separation. First density tank, brine tuned to roughly 1.30 g/cm - separates the heaviest fraction (PVC, PET, BFR-loaded ABS) into the sink.
- Low-salinity-water separation. Second tank at roughly 1.10 g/cm - separates ABS and HIPS (1.04-1.05) from PC and PC-ABS (1.20).
- Fresh-water separation. Third tank with no salt - separates PE and PP (sub-1.0) from everything else.
- Dewatering. Centrifugal dewatering removes bulk surface water.
- Drying. Squeeze drying for soft fractions, hot-air pipe drying for rigid fractions; a self-cleaning laser filter can be added to the downstream pelletising loop for additional contamination removal.
- Electrostatic separation. Final polish – subsequent metallic fines (any ferrous or non-ferrous fragments that survived earlier stages) and mineral dust removal.
- Packaging. Sorted polymer flakes are fed into supersack or silo storage (by polymer code).
📐 Engineering Note — 3-Stage Salinity Gradient
The three-tank design (1.30 1.10 fresh) is designed to only route each class of polymers past one density boundary. A two-tank set-up (skipping the central-density stage) would route HIPS and ABS with PC & PC-ABS into the same fraction, requiring downstream electrostatic separation to re-split mid-density polymers. Three tanks translate into higher capital expenditure but a 60-70 percent reduction in electrostatic demand at typical WEEE composition. Use of three tanks over two requires a dry volume volume of above 12 t/day.
Capacity Selection: From 850 kg/h to 10,000 kg/h
The physical tank coding (1.30 1.10 fresh) provides for only one density boundary crossing for any given polymer series. A two-tank set-up (skipping the central-density stage) would route HIPS and ABS with PC & PC-ABS into the same fraction, requiring downstream electrostatic separation to re-split mid-density polymers. Three tanks translate into higher capital expenditure but a 60-70 percent reduction in electrostatic demand at typical WEEE composition. Three tanks should be employed at a dry volume above approximately 12 t/day.
| Model | Capacity (kg/h) | Footprint LxW×H (m) | Energy (kWh) | Operators / shift |
|---|---|---|---|---|
| WES1000 | 850 – 1,000 | 70 × 15 × 5 | 130 | 3 – 5 |
| WES2000 | 1,700 – 2,000 | 90 × 15 × 6 | 170 | 3 – 6 |
| WES3000 | 2,550 – 3,000 | 120 × 18 × 6 | 260 | 3 – 8 |
| WES5000 | 4,250 – 5,000 | 130 × 18 × 6 | 365 | 3 – 8 |
| WES10000 | 8,000 – 10,000 | 150 × 20 × 6 | 423 | 3 – 8 |
WEEE arrives in batches, not continuously, so the size calculation is a question of “what capital-effective throughput can the component supplier consistently provide?” not “what is peek throughput?” Sizes can be scaled over five units for the expected WEEE range:
Capacity Decision Rule
- Source: Kitech WES Series specifications - check against the manufacturer’s plastics washing system web page.
- WEEE plastic volume of less than 12 tonnes-per-day - WES1000 or WES2000 (less footprint, three to five operators per shift, lower capital expenditure).
- Twelve-to-40 tonnes-per-day - WES3000 or WES5000 (full three stage salinity gradient pays back fastest at this volume).
Greater than 40 tonnes-per-day - WES10000. Energy economy improves with scale: 423 KWh to process 10,000 odd kilo-per-hour ( 42 Wh/kg) compared to the 130 Wh/kg for the WES1000.
Zegbrk_0015.
For finer sizing — given daily volume, polymer mix, and shift pattern — a volume calculator - given daily volume, polymer mix, and shift pattern it calculates to allow for finer sizing – including footprint and power use.
Cost & Throughput Economics — What Drives Pricing

Public pricing data is generally unreliable for a complete weee plastic recycling line market is based on incomplete data and not related to local cost of labor or feedstock contamination levels. Published industry prices on “complete WEEE recycling lines” are often an apples to oranges comparison. It is more honest to break down the pricing into 5 drivers that account for most of the variation between quotes. [QUALIFIED- pricing depends on feedstock, region, scope of application.
Use any list price as a starting point for negotiations, not a firm quote.]
Five Cost Drivers for a WEEE Plastic Recycling Line
- Capacity tier. Capex on WEEE plastic recycling lines scales sub-linearly with throughput.A WES10000 line will not be 5 times the capital cost of a WES2000, despite being theoretically 5 times the throughput, as most of the cost is shared infrastructure.
- Number of density-separation stages.Two-tank versus three-tank salinity gradient is the single largest capex variable in the wash section. Three tanks add to capital cost, but reduces electrostatic loading.
- Sorting technology stack. NIR+X-ray+ electrostatic costs 25 to 40% over a density-only line, but is necessary when feedstock contains BFR-ftain loaded fractions which must be segregated from food-grade streams.
- Feedstock contamination level. Pre-sorted low-contamination WEEE plastic requires a scaled-back wash section. Heavily contaminated or mixed plastics require hot-wash modules, extended friction washing and increased water-treatment infrastructure.
- Energy regime. Energy per kilogram processed (kWh / kg of input) is the largest operating cost driver over the line’s 10-15 year lifespan.A very cheap line at install often ends up being most expensive after 10 years if energy efficiency is poor.
⚠️ Common Misconception
“Line with lowest quote is most likely to return investment most rapidly.” Not during continuous operation. Over a 5-year investment horizon, power use per kilogram processed plus uptime percentage often eclipse outright capital costs of adoption in total cost of ownership competing lines.
A Wes10000 used for 10,000 kg/h will use about 423 kWh for the year or about 42 Wh per kilogram of input. A poorly engineered comparative line at 600 Wh/kg costs roughly 14 times as much in electricity per kg for the year. Lines that look cheapest at install often costs most by the 18 month mark.
For an operating-cost perspective on a WEEE plastics recycling line using your feedstock and electric rate use the WEEE recycling ROI estimator WEEE recycling lines.
Output Quality: What Pellet-Grade WEEE Plastic Looks Like
Target specification weighs more heavily on engineering design than equipment specification – a line that makes flakes rejected by pelletizers is not a recycling line. Two parameters dominate quality.
Particle size: 10 to 20 mm
One target dominates WEEE plastics recycling engineering specifications as driven by a 2020 paper published in Resources, Conservation and Recycling:.
“…the recommended particle size of plastics after pre-processing should not be smaller than 10 mm (minimum size). Particles smaller than 10 mm are not suitable for recycling processes”
— Maisel et al. (2020), Preparing WEEE plastics for recycling, Resources, Conservation and Recycling, Vol 154
Lower-bound flake size (10 mm) is the primary constraint. Crushed flakes less than 10mm end up in the “fines” that most density-separation tanks can’t recover or screen-based- NIR sorters can’t reliably distinguish. If a line runs its crusher too aggressively, it destroys otherwise recoverable polymer to landfill waste.
At sizes over 20mm, sorter precision begins to fail, because individuais flakes are too variable in shape and contaminant inclusion.
BFR threshold: divert before pelletizing
The output to the general-grade pellet market must also be below the official BFR limit (revised in 2025 by the EU POPs Regulation outlined in the next section). For the recycling line, this means the Stage 1 (high salinity) sink fraction must be quarantined and chemically treated or sent to the hazardous waste line, but not fed back into the pellet stream.
📐 Engineering Note — Why ≥ 95 % BFR Capture Matters
Chaine et al., (2022) note that more than 95 % of BFRs in plastics from WEEE concentrate in the high-density fraction. This results in a well-adjusted density for Stage 1 to contain the regulatory hazard, with Stages 2 and 3 providing BFR-free flakes suited for ordinary application markets. Residual 5 % of BFRs in the lighter fractions explains why x-ray transmission or fluorescence verification is advised on the final stage before bagging; it then targets the small amount of lighter plastics that will get through the density-only separation.
Output flakes with the specified size of 10-20 mm, the specified maximum 3% moisture and the BFR-clearance have met the acceptance criteria of the majority of pelletizer lines downstream without any further processing.
WEEE Plastic Recycling 2026 Outlook — What’s Changing
The WEEE plastic recycling line specification window through 2026 is reshaped by three regulatory and market forces.
📈 Search-Demand Signal
Monthly search volume for “weee recycling” increased from 320 in April 2025 to 720 in September 2025 – a 1.47 ratio over 6 months (DataForSEO Google trend data). Increased buyer-side search interest takes over 6-12 months to notice in the real world, so all capacity-planning decisions through 2026 will have longer lead times and increased equipment-quote demand versus the previous cycle.
1. Tighter BFR concentration limits (EU POPs Regulation revision, July 2025)
The EU amended The Persistent Organic Pollutants Regulation on 24 July 2025. These cuts in allowed BFR concentrations in recycled material (including WEEE plastic) came into force on the 24 July 2025. This update has a non-technical direct consequence in line design: any line originally built before the 24 July 2025 that would produce general-grade product up to the permitted BFR limit before the update will, going forward after the 24 July 2025, either need to operate with a more conservative Stage 1 sink setting or install an downstream X-ray verification module in order to achieve the permitted BFR level in output destined for the European market.
2. WEEE Directive 2012/19/EU consolidation continues
The current regulation is the WEEE Directive 2012/19/EU with the latest consolidated consolidated text starting 8 th April 2024. Tightening of Annex collection-targets in post-amendment revisions operates to steer more WEEE plastic into recycling lines, without altering the fundamental scope of the Directive. sustainable-management-electronics“>EPA Sustainable Materials Management for Electronics monitors parallel US State level initiatives.
3. Cross-border WEEE under the Basel Convention
The lve-waste modifications to Basel Convention established new, more restrictive rules for the transborder movement of recycled e-waste, and moved more REAT capacity onto the plants in WEEE producing countries. Net effect for equipment purchasers is that domestic electronic waste recycling capacity in the major markets (EU, North America, Mid Eastern and Far Eastern Asia) is now outpacing total WEEE generation a good part of the time during an equipment cycle which should provide a long term structural underpinning of line investment through 2026 and beyond. Regulation also indirectly increases the share of polymer fractions that are used for reuse in second life applications, rather than WEEE energy-recovery targets, which in turn raises the quality bar that a weee plastic recycling line’s output stream must meet.
Frequently Asked Questions

Q: What is WEEE plastic?
View Answer
WEEE plastics are the polymer fraction found in waste electrical and electronic equipment). This includes the housings, internal trays, cable insulation and structural parts of end-of-life appliances and electronics. Four polymers — ABS, HIPS, PC and PP — comprise approximately 75% of the weight.
Q: What plastics are recycled from e-waste streams?
View Answer
The key recoverable polymers in a generic WEEE stream are, by weight, ABS (~17%), high-impact polystyrene (HIPS)(14%), polycarbonates and PC-ABS blends (12%), and polypropylene (12%). Polyethylene occurs at around 1% in cable insulation. Remainder of the flow includes PVC, PET, mixed engineering polymers, and an encountered BFR-rich fraction.
Recovery rate for each polymer is governed by density separation tuning, and of the extent to which the fraction was pre-coated with brominated flame retardants.
Q: How is a WEEE plastic recycling line different from a PET bottle washing line?
View Answer
A PET bottle washing line deals with a single resin at one density (1.38) – all feedstock is the same polymer so a single sink-float tank with fresh water can be used to separate PET from caps and labels. WEEE plastics recycling line handles five to seven polymers in a density window from 0.90 to 1.45+ with a flame-retardant loaded fraction that has to be diverted from the recovery stream altogether. As a result, three or more density-separation stages and not just one, with electrostatic finishing and X-ray verification on the output.
Capex is around two to three times higher per kg/h capacity.
Q: Are plastics with brominated flame retardants safe to recycle?
View Answer
You should not be adding BFR loaded WEEE plastic to the all-purpose recycled-pellet lane. According to Chaine et al., (2022) over 95 % of the BFRs in the WEEE plastic load congregates to the high density fraction. A well-adjusted recycling operation would separate that high density load at Stage 1 and either process it chemically or send it for hazardous waste disposal.
Q: How much does a WEEE plastic recycling line cost?
View Answer
It depends on capacity tier, sorting technology stack, and feedstock contamination level. You can request a WES quote with your daily volume and target output spec.
Q: What capacities are typical for WEEE plastic recycling lines?
View Answer
WEEEdedicated lines are of the order of 850 kg/h at the small end, rising to 10,000 kg/h at the large end. Operating below 850 kg/h has been found to be uneconomic due to high fixed costs (control system, water treatment, electrostatic separation). Operating above 10,000 kg/h on a single line is normally constrained by the depollution and dismantling stage feeding it upstream.
Most 24-hour sites operate between 2,000 and 5,000kg/h, i.e. about 35 to 85 tonnes per day.
Sizing a WEEE Plastic Recycling Line for Your Operation?
Let us know the quantity you use each day, your polymer mix and the quantity of contaminant in the feed. Kitech’s engineering team will come back to you with a configuration proposal with the right number of density-separation stages and the right sorting technology stack.
About This Analysis
This paper combines peer-reviewed WEEE plastic stream research (Maisel 2020 in Resources, Conservation and Recycling, and Chaine et al.’s 2022 brominated-flame-retardant review in IJERPH) with engineering data from the Kitech WES Series – five WEEE-dedicated washing lines, processing mixed e-waste plastic at 850 to 10,000 kg/h, respectively. Where no data could be confidently referenced, such as regional pricing or BFR-treatment cost data, we state this clearly, rather than invent data.
References & Sources
- Directive 2012/19/EU on waste electrical and electronic equipment (WEEE) — European Union, current consolidated version 08/04/2024
- Recycling Plastics from WEEE: A Review of the Environmental and Human Health Challenges Associated with Brominated Flame Retardants — Chaine et al., Int J Environ Res Public Health, 2022
- Preparing WEEE plastics for recycling — How optimal particle sizes in pre-processing can improve the separation efficiency of high quality plastics — Maisel et al., Resources, Conservation and Recycling, 2020
- BFR Threshold Discussion 2022 — Updated WEEE Plastics Figures — Industry composition data
- Sustainable Management of Electronics — U.S. Environmental Protection Agency
- E-waste under the Basel Convention — Secretariat of the Basel Convention
Related Articles
- ABS Plastic Recycling: Process, Equipment, and Resin Properties — deeper coverage of the most common WEEE polymer
- 7 Types of Plastic: Identification Codes and Recycling Compatibility — polymer identification fundamentals
- Mechanical vs Chemical Plastic Recycling: Which Wins Where? — when chemical recycling makes sense for BFR-loaded WEEE plastic
- Plastic Washing Line Selection Guide: Soft, Rigid, and WEEE Streams — how the WES Series compares to the LDW and RPW lines
- Single Shaft Plastic Shredder: Selection Guide — choosing the right primary shredder for WEEE feedstock







