
Póngase en contacto con Kitech Company
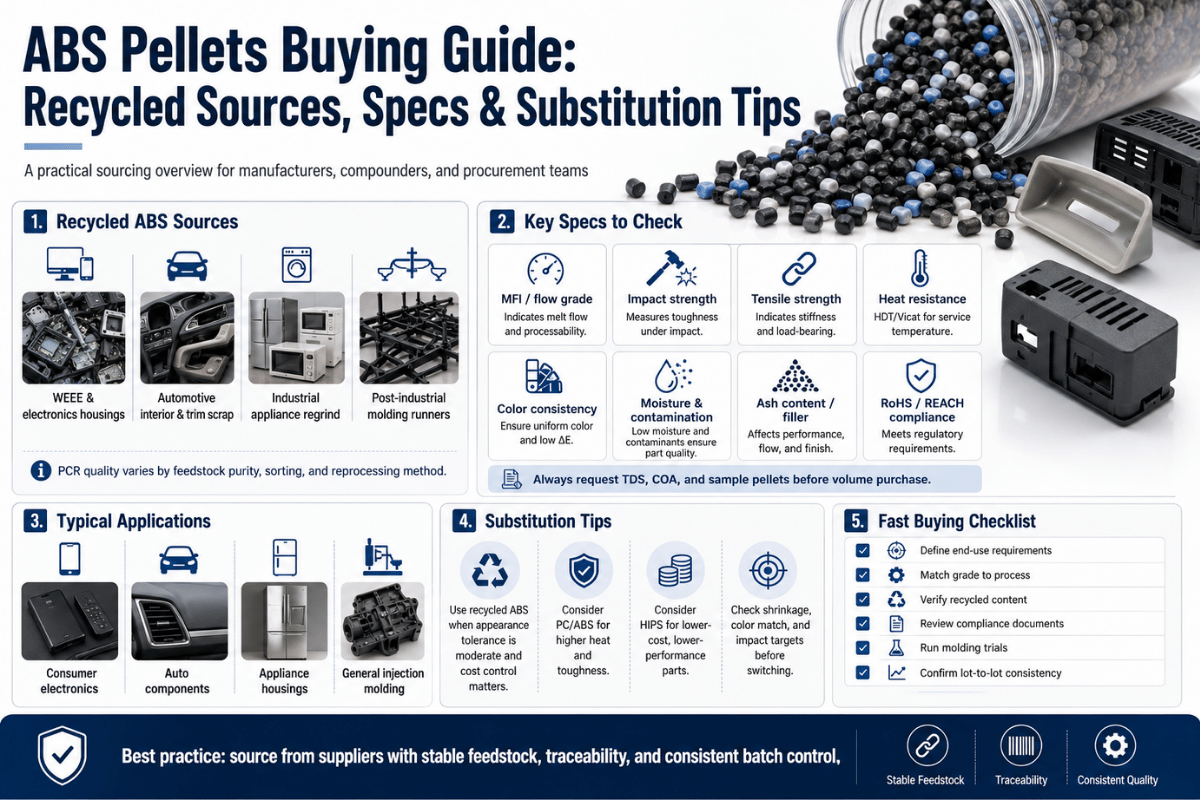
Guía de compra de pellets de ABS: fuentes recicladas, especificaciones y consejos de sustitución
Contenidos
mostrar
Al pedir pellets de ABS para su producción industrial, el departamento de compras encontrará poco en la hoja de cotización de su proveedor. Entonces tus piezas empiezan a deformarse. Estás recibiendo vetas plateadas. Estás fallando la prueba de inflamabilidad UL 94 en el lote tres. Por lo general, esto no es culpa de tu máquina; es una resina de calidad incorrecta o no seca, o un contenido reciclado que no va mucho más allá del logotipo GRS impreso en el embalaje.
Esta guía de compra de pellets de ABS está escrita para gerentes de adquisiciones, ingenieros de producción y cualquier otra persona que seleccione ABS a escala industrial. Cubre todo, desde los fundamentos de los materiales hasta la selección de grados, diferencias de grados de moldeo por inyección versus extrusión, materiales comparativos, estándares de calidad vírgenes versus reciclados, puntos de referencia de precios actuales y una lista de verificación de investigación de proveedores de siete puntos basada en los estándares ASTM, ISO y UL contemporáneos.
NO es una guía de compra para filamentos de impresión 3D. Las búsquedas típicas de SERP de pellets de ABS conducen a componentes de impresora 3D; Esto está destinado a comprar plástico en volúmenes de varias toneladas, por lo que llena un vacío para los compradores profesionales.
¿qué son los pellets de ABS?
El ABS-acrilonitrilo-butadieno-estireno-es un termoplástico de ingeniería clasificado como amorfo. Cuando se fabrica, tres monómeros se unen para formar un conjunto específico y completo de propiedades:
- Acrilonitrilo (elaborado a partir de propileno y amoníaco): imparte buena resistencia al calor y a los productos químicos.
- Butadieno (como coproducto durante el craqueo con vapor de etileno): produce un fuerte impacto y dureza.
- Estireno (derivado del etilbenceno durante la deshidratación): añade rigidez, procesabilidad y un exterior brillante.
El ABS viene en forma de pellets como un producto industrial estándar de la industria que se puede enviar y transportar fácilmente. Como las piezas de 2 a 5 mm fluirán libremente hacia los secadores de lúpulo y se alimentarán uniformemente a las máquinas de moldeo por inyección y extrusoras, existen un par de beneficios sobre el uso de escamas y regind. Las densidades de volumen serán más consistentes, al igual que la humedad, por lo que la uniformidad de las piezas mejora en la fabricación. Si desea desglosar cómo pasa el plástico de los pellets en bruto a los pellets, lea más sobre cómo funciona la peletización del plástico.
✅ VENTAJAS
- Excelente resistencia al impacto a temperatura ambiente
- Buena calidad superficial y capacidad de pintura
- Grados galvanizables disponibles
- Amplia ventana de procesamiento en equipos estándar
- Equilibrio rigidez + tenacidad
- Alta estabilidad dimensional en el tiempo
⚠¦ LIMITACIONES
- Mala resistencia a los rayos UV/meteorización (grados estándar)
- Quema y continúa ardiendo sin aditivo FR
- Resistencia química limitada a disolventes aromáticos
- Baja temperatura de servicio continua (~85°C para GP)
- Higroscópico « debe secarse antes de procesarlo
- Se raya más fácilmente que la PC
Las normas que rigen la especificación de pellets de ABS son ASTM D4673-23 (que cubre plásticos y aleaciones ABS para moldeo por inyección y extrusión) y ISO 19062-1:2015 (el equivalente ISO activo actual « tenga en cuenta que ISO 2580 se retiró en 2015 y ya no es una referencia válida). Especifique siempre los materiales según el estándar activo actual al redactar órdenes de compra.
Grados de pellets ABS decodificados
No todos los gránulos de ABS son iguales: es un sistema de clasificación completo, no un solo material. Para fines de ABS, el marco ASTM D4673-23 agrupa los materiales por familia de aplicaciones y luego los subdivide por clase y grado utilizando cinco propiedades clave: resistencia a la tracción al rendimiento, módulo de flexión, impacto Charpy, punto de reblandecimiento Vicat y HDT. Los proveedores comerciales utilizan designaciones de grados abreviadas que se asignan a este marco.
¿Qué grado de ABS debo utilizar para el moldeo por inyección?
Si ese es el caso es una pregunta que debe responderse haciendo referencia a tres preguntas sobre cualquier diseño de pieza: (1) el entorno de servicio relacionado con impactos o tensiones mecánicas; (2) cualquier requisito para el servicio a temperatura elevada; y (3) el entorno de servicio relacionado con las normas de seguridad eléctrica o contra incendios. En la siguiente tabla hemos trazado los grados comerciales típicos de ABS y los hemos vinculado a su entorno de propiedad y servicio definitorio.
| Grado | Nombre completo | Definición de propiedad | Aplicaciones primarias | Costo relativo |
|---|---|---|---|---|
| GP | Propósito general | Rigidez equilibrada + impacto moderado | Carcasas, gabinetes, electrónica de consumo, paneles de adorno | Base (1×) |
| HOLA | Alto impacto | Impacto Izod hasta 350+ J/m; alargamiento a 50% | Ajustes a presión, bisagras vivas, soportes para parachoques de automóviles, cascos de seguridad | 1.05–1.10× |
| RRHH/HH | Alto calor/alta temperatura | HDT elevado a 95-110°C (frente a ~85°C para GP) | Automotriz debajo del capó, componentes de electrodomésticos cerca de fuentes de calor | 1.15–1.25× |
| FR | Retardante de llama | Certificado UL 94 V-0 o V-2; Propagación limitada de quemaduras | Armarios eléctricos, equipos informáticos, paneles de interruptores, interiores de electrodomésticos | 1.20–1.40× |
| GF | Relleno de fibra de vidrio | Aumento de rigidez 50-80%; reduce la deformación y la fluencia | Soportes estructurales, soportes de carga, componentes de precisión | 1.30–1.750× |
| EP | Grado de galvanoplastia | Química de superficies controladas para la adhesión de metales | Emblemas automotrices cromados, manijas de grifos, herrajes decorativos | 1.25–1.35× |
📋 ESCENARIO DEL MUNDO REAL: CALIFICAR EL COSTO DE ESPECIFICACIÓN EXCESIVA
Considere un grupo de compras de un proveedor de interiores de automóviles de tamaño mediano que cambió a un grado de ABS de uso general (GP) en los soportes de montaje de su tablero en lugar de un grado de alto impacto (HI) en un esfuerzo por reducir $0,15/kg. de los costos de materia prima. Sus tres primeras ejecuciones se realizaron perfectamente. Fueron unos seis meses después cuando los rendimientos de la garantía comenzaron a retroceder: pestañas agrietadas durante la instalación de nuevos componentes en invierno. La explicación fue clara: el alargamiento al descanso de grado GP oscila entre 10 y 20%; Los soportes de ajuste a presión requieren el alargamiento de 40-50% de grados altos para sobrevivir al ensamblaje repetido a temperaturas ambiente frías. Ahorro de costos de $0,15/kg para un funcionamiento de 20.000 t/año equivalente a $30.000 de costo. Las reclamaciones de garantía resultaron en una pérdida directa de $3.000 con la pérdida de reputación asociada por piezas de automóvil defectuosas que cuestan aún más en otros términos (y con algunos clientes OEM automotrices muy descontentos). Elegir un grado no es una actividad de adquisición; es un requisito de especificación.
🔖 MATRIZ DE DECISIÓN DE GRADO ABS
Seleccionar la calificación correcta de abdominales en menos de dos minutos
Revise esta breve serie de tres preguntas: (1) ¿Está la pieza en una situación que implique potencial de impacto o tensión mecánica? (En caso afirmativo: al menos grado HI); (2) ¿Funcionará la pieza en condiciones de temperatura ambiente superiores a 80 °C de forma continua? (En caso afirmativo: utilice grado HR o HH); y (3) ¿Es la pieza un componente, dispositivo o equipo eléctrico ubicado en o cerca que requerirá certificación de seguridad contra incendios, por ejemplo, UL94? (En caso afirmativo: utilice un grado FR con designación certificada UL94). (Si nada de lo anterior es ‘sí’, utilice grado GP).
Moldeo por inyección versus grado de extrusión
¿Realmente importa el grado de moldeo por inyección versus extrusión?
Este es, con diferencia, el error más frecuente en la adquisición de ABS. En muchos casos, los profesionales de compras creen que los grados de moldeo por inyección y los grados de extrusión son categorías distintas de productos que requerirán material adquirido por separado y se someterán a procedimientos de calificación distintos. Esto no es cierto. El estándar de clasificación activa actual (ASTM D4673-23) prevé la aplicación por inyección o extrusión dentro del mismo marco estructural, abordando estas categorías de grados (GP, HI, HR, FR, GF, etc.) en cualquier forma de proceso.
¿qué diferencia entonces las resinas de grado de inyección y de grado de extrusión? Es en gran medida el índice de flujo de fusión (MFI o, a veces, MFR) del polímero, que es la medida de la facilidad con la que fluye en condiciones estándar de temperatura y carga (reportado en gramos por diez minutos, o g/10 min):
- Para el moldeo por inyección, el MFI es mayor (10-30 g/10 min para un material de uso general): este es un MW más bajo para un llenado de cavidades más rápido y de menor presión y la formación de características geométricas más complejas. Una prueba estándar: carga ASTM 200C/5kg.
- Los materiales de extrusión y moldeo por soplado generalmente se procesan hasta valores de MFI más bajos (1-5g/10 min): esto permite mejorar la resistencia de la masa fundida a medida que la resina emerge de la matriz, evitando el hundimiento y la distorsión en el perfil del producto terminado.
Siempre que se acerque a su proveedor para conocer el precio del material ABS, asegúrese de obtener una hoja de datos técnicos que especifique el MFI de la resina recomendada y verifíquela con los parámetros de proceso esperados. Muchos proveedores ofrecen variaciones de sus materiales de calidad GP en el rango de MW discutidos anteriormente, y usted puede y debe aprovechar eso al seleccionar el grado correcto.
🔧 NOTA DE PROCESAMIENTO: EL ABS ES HIGROSCÓPICO
Los gránulos de ABS atraen la humedad atmosférica... y al procesar el resultado arruinan la superficie. Se presenta como rayas, trampas de gas (marcas de juego) y burbujas en las superficies de las piezas terminadas. Hay que tratarlo: Secar siempre los gránulos de ABS a 80 a 90°C durante 2 a 4 horas, de modo que su contenido de humedad objetivo para el procesamiento, independientemente de que sean vírgenes, recuperadas o retrinchadas, sea inferior a 0,2%.
Para lotes abiertos almacenados al aire libre durante más de 48 h, séquelos nuevamente. Para cualquier proceso continuo y constante, la secadora de tolva es, con diferencia, la inversión más barata para una calidad constante de las piezas.
Si tiene productores con líneas de moldeo por inyección y extrusión que utilizan la misma especificación de ABS, la opción práctica es calificar una única familia de resinas base (GP o HI) y especificar indicaciones MFI únicas para los procesos de extrusión y moldeo por inyección. Esto limita la necesidad de acudir a múltiples proveedores para obtener resinas únicas basadas en ABS sin sacrificar los requisitos de rendimiento.
ABS vs PC, HIPS y PP
El posicionamiento del material ABS se encuentra entre el posicionamiento de costo-rendimiento del plástico de ingeniería y resina de productos básicos, donde las comparaciones relativas con productos comparables como PC, HIPS y PP son fundamentales para la compra inteligente y el desarrollo de productos. La compra y el diseño del “material incorrecto” genera problemas de costos y fallas compuestos aproximadamente 50/50.
| Propiedad | ABS | PC | CADERAS | PP |
|---|---|---|---|---|
| Temperatura de desviación de calor (HDT) | ~85°C (GP) | ~130°C | ~75°C | ~100°C (împlătorit) |
| Resistencia al impacto (temperatura ambiente) | Excelente | Excelente | Moderado | Bien |
| Calidad de la superficie/pinturabilidad | Excelente | Bien | Bien | Pobre (necesita tratamiento) |
| Resistencia química | Moderado | Moderado | Moderado | Bien |
| Facilidad de procesamiento | Muy fácil | Moderado | Fácil | Fácil |
| Costo relativo (aproximado) | Mediu (1×) | Alto (1,8-2,2×) | Bajo (0,75-0,85×) | Bajo (0,70-0,80×) |
🔀 SI/ENTONCES MARCO DE SELECCIÓN DE MATERIALES
- SI su aplicación puede ejecutarse continuamente A MÁS DE 90 °C, ENTONCES PC o PC/ABS se combinan (no ABS básico)
- Si necesita resistencia a grasas, aceites y combustibles, considere PP o nailon resistente a productos químicos
- SI el componente necesita revestimiento o superficie brillante, entonces se utiliza ABS (grado GP o EP)
- Si el costo es la influencia principal y los requisitos estructurales son bajos, ENTONCES el ‘poliestireno de alto impacto’ (HIPS) será el estirénico de menor costo.
- SI USTED Requiere rendimiento térmico de PC con procesabilidad ABS a un costo menor, ENTONCES mezcla PC/ABS (que utilizan los fabricantes en el espacio interior automático y para gabinetes para su equipo de TI)
- A falta de las otras excepciones descritas, es muy probable que la especificación ideal del material de partida sea ABS GP
Para aplicaciones que combinan altos requisitos térmicos con buena resistencia al impacto « molduras interiores de automóviles, carcasas grandes para electrodomésticos « a línea de peletización de plástico de alta calidad puede producir gránulos de mezcla consistentes de PC/ABS a partir de compuestos clasificados adecuadamente, entregando el objetivo de propiedad combinado sin la prima de comprar compuestos premezclados de un compuesto.
Pellets de ABS vírgenes versus reciclados
¿El ABS reciclado es lo suficientemente bueno para uso industrial?
Respuesta breve: Sí, pero... Cómo determinar cuál es la mejor respuesta larga es importante ya que afecta las compras. Cuando creíamos que el ABS reciclado no podía igualar al material de primera calidad, realmente se aplicaba a la regrabación de flujo mixto derivada de productos de consumo básicos. No se aplica a pellets de ABS reciclados limpios, segregados y verificados de flujos industriales.
Hecho: Basado en datos de recicladores certificados, ABS reciclado “bien tratado” -significa procesado con insumos bien definidos y preclasificados - recupera una resistencia a la tracción virgen 75-85%. Esto no es sólo un discurso de marketing: MGG Polymers (Austria), uno de los recicladores de plástico electrónicos más grandes de Europa, validó recientemente las características de rendimiento de su grado “MGG ABS C7515”: su material obtuvo la certificación UL RTI (Índice Térmico Relativo) Impacto de 80C y RTI Tensile de 95C -, una mejora sustancial a muchas especificaciones de los clientes que apuntan a 75C. Este material claramente no es “menor”.”
La palabra clave aquí es certificada. La diferencia de calidad entre el ABS reciclado certificado y el material no certificado es tan grande como la diferencia entre el plástico virgen y el retrincado de mala calidad. Qué tener en cuenta a la hora de consultar a un proveedor de ABS reciclado:
- UL 746D / UL 746S Reconocimiento Norma de la industria para plásticos reciclados para electricidad. Es necesario someterse a las pruebas de 5 lotes (postconsumidor), que incluyen resistencia al fuego, impactos, resistencia a la tracción, HDT, resistencia dieléctrica. Requisito previo para DL (preconsumidor): QMS de ISO 9001.
- ISO 9001: Disfruta del reconocimiento UL. Valida un programa sistemático de garantía de calidad y trazabilidad de lotes requerido por cualquier reciclador.
- GRS (Estándar Global Reciclado): Certificación de cadena de custodia que certifica contenido reciclado % y origen. Cada vez es más demandado para las cadenas de suministro OEM en la UE y América del Norte.
- Declaración de cumplimiento de RoHS/REACH; Esto garantiza que los pellets reciclados cumplirán con las restricciones de sustancias en toda la Unión Europea, asegúrese siempre de solicitar una declaración específica para SVHC y no tome la simple carta “cumple con RoHS”.
📋 ACTUALIZACIÓN REGULATORIA DE LA UE « FEBRERO DE 2025
Comprenda la regla del contenido reciclado 30%: conceptos básicos para los compradores de ABS
El nuevo Reglamento de la UE sobre envases y residuos de envases (PPWR) se convirtió en ley en febrero de 2025 y estará activo en el mercado a partir de agosto de 2026. Este reglamento especifica un contenido mínimo de 30% de material reciclado en la mayoría de los tipos de envases de plástico. Sin embargo, los contratos de clientes OEM para subconjuntos de electrónica y automoción, que requieren el uso de plásticos en una carcasa exterior o componente estructural, ya han comenzado a filtrar los requisitos en sentido descendente, y varios fabricantes exigen piezas OEM que cumplan con un requisito de contenido reciclado similar desde hace algunos años.
Sus criterios de calificación al adquirir ABS para el mercado de la UE se basarán en la prueba del suministro de contenido reciclado y su verificación por parte del OEM.
📋 ESCENARIO DEL MUNDO REAL: FALLA NO CERTIFICADA DEL ABS RECICLADO
A un fabricante contratado de productos electrónicos se le cobró un precio por pellets de ABS reciclados, 22% inferior al grado virgen reciclado. El proveedor proporcionó un certificado GRS, pero no reconocimiento UL ni MFI por lotes. Las piezas del primer artículo estaban dentro de las dimensiones cosméticas y básicas.
La tercera producción no logró su muestra de extracción aleatoria hasta la inflamabilidad UL 94 V-0. Causa raíz: los desechos electrónicos posconsumo de flujo mixto habían agregado un nivel significativo de compuesto ABS no FR a la mezcla reciclada, un nivel de contaminación que la auditoría GRS no puede detectar. Los costos de purga de línea, la interrupción de la producción de 48 horas y el flete premium del material de reemplazo eliminaron tres meses de ahorros.
La moraleja: un certificado GRS verifica el origen del contenido reciclado, pero no verifica el comportamiento ante incendios.
El proveedor que compartirá datos reales de Cpk y le permitirá probar tableros vale más que un proveedor de bolas bajas cualquier día de la semana. El costo del material es solo de 15 a 20% del costo de una pieza terminada, por lo que cada níquel ahorrado en costo del material se elimina mediante una tasa de defectos de 2%.
“Ingeniero senior de herramientas, fabricante de moldes de inyección con sede en Huangyan (más de 20 años de experiencia en procesamiento de ABS)
En los fabricantes que ejecutan sus propias líneas de reciclaje de plástico ABS, la consistencia del material de alimentación sigue siendo la mayor variación absoluta en la calidad de los pellets resultantes. La maquinaria de peletización de plástico Kitech está diseñada para producir una geometría de pellets estable y una densidad aparente a partir de una variedad de termoplásticos reciclados ñan un control directo de entrada sobre cómo se puede garantizar la retención de propiedades mecánicas que esperan los compradores de ABS reciclado certificado. El corte de la cara del troquel versus el anillo de agua versus el peletización bajo el agua afectará la morfología; Aquí, evaluamos los sistemas de peletización de plástico para determinar el tamaño del rendimiento del reciclaje de ABS.
Precios de pellets de ABS por kilogramo
La otra excepción a las expectativas de los compradores de polímeros básicos sobre la estabilidad de precios y la respuesta proporcional es la resina ABS. La composición de tres monómeros significa que las fluctuaciones de precios pueden originarse simultáneamente en tres cadenas de materias primas petroquímicas independientes. A continuación se representan rangos de referencia indicativos y las variables clave que provocan el movimiento de precios en cualquier dirección.
| Tipo de material | Rango indicativo ($/kg) | Variables clave |
|---|---|---|
| Virgen ABS GP | $1.20 --$2.20/kg* | Grado, volumen, origen (FOB de China frente a punto occidental) |
| Grado Virgen ABS FR/HH | $1.80 --$3.50/kg* | Sistema aditivo FR, estado de certificación UL |
| Abs reciclado certificado (UL/GRS) | $0,90 --$1,70/kg* | Nivel de certificación, consistencia de la materia prima, volumen de rendimiento |
| Reciclado sin certificación / Reenjuagar | $0,60 --$1,20/kg* | Alto riesgo ^ sin garantía de propiedad; Se aplica el escenario 2 anterior |
*Rangos indicativos a principios de 2025. Los precios del ABS son sensibles a las fluctuaciones en los mercados de materias primas petroquímicas. Consulte las tarifas actuales con sus proveedores de ABS y su proveedor de datos de productos básicos (ICIS, ChemAnalyst) antes de construir modelos de costos.
La cadena impulsora de precios es relevante para los contratos a plazo. ABS reside aguas abajo de tres cadenas petroquímicas separadas:
- Acrilonitrilo: construido a partir de propileno (flujo de refinería de GLP) más gluts de amoníaco ñu en GLP y aumentos de gas natural
- Butadieno: formado como producto secundario durante las operaciones de las galletas de vapor de etileno 'saltos de ñán cuando las galletas de nafta reducen los recorridos
- Estireno: se forma al deshidrogenar etilbenceno --pistas de fluctuaciones de benceno y etileno
Cuando los precios del crudo aumentan, generalmente hay un retraso en el movimiento alcista de estas tres corrientes de materia prima, pero eso no es un cambio uniforme ni ocurre en conjunto. Los programas regionales de mantenimiento de galletas saladas, los cambios en los saldos entre oferta y demanda y los precios al contado regionales pueden alejar los precios del ABS de un simple índice de petróleo crudo. Para los compradores al por mayor, minimizar sus cambios mensuales al contado y pedirle a su proveedor un desglose de costos (que demuestre la parte de la materia prima) le brinda un perfil de riesgo más realista que rastrear únicamente la actividad del petróleo crudo.
La transición a ABS circular certificado siempre que los requisitos especiales y la viabilidad técnica lo permitan tiene el doble beneficio de minimizar la exposición al riesgo de materia prima a precios impulsados por monómeros vírgenes, al tiempo que alivia potencialmente su base de clientes de los requisitos reciclados elegibles para la UE. El coste total de propiedad también debe incluir el valor de su mezcla como contribuyente elegible al plazo de reciclaje de la UE.
7 cheques antes de comprometerse con un proveedor
La mayoría de los problemas de calidad de sus pellets de ABS son evidentes antes de pasar un kilo por su línea de procesamiento. La siguiente lista de verificación garantiza que se cumplan los procedimientos mínimos de diligencia debida para todos los proveedores nuevos de ABS o proveedores actuales al llevar un nuevo producto al mercado.
1. Recopilar un Certificado de Análisis (COA) y compararlo con la Ficha Técnica (TDS)
El COA es exclusivo de un lote, el TDS es un rango de propiedades indicativo. MFI de referencia, resistencia a la tracción y lecturas de densidad, con tolerancias, frente al TDS publicado. Si su proveedor se niega a producir el COA durante la compra, siga comprando y confirme que todas las marcas comerciales y números de lote coincidan con lo que espera enviar.
🌡¦ 2. Pruebe el contenido de humedad a su llegada
El ABS absorbe la humedad. Antes de aceptar material granulado, verifique que los niveles de humedad sean inferiores a 0,2% para evitar defectos de moldeo por inyección. Implemente el analizador de humedad en cada nuevo lote y en cada nuevo cambio en operaciones continuas. Los niveles superiores a 0,3% provocan rayas plateadas que no se pueden eliminar aguas abajo sin una purga completa, a su cargo.
🏆 3. Verificar las certificaciones de forma independiente
Los datos de encapsulación de EEURKIF para aplicaciones eléctricas solo son válidos si provienen directamente de la base de datos Product iQ de UL. Incluya certificados de transacción GRS y su visualización de base de datos GRS anterior. Confirme la frescura y validez de la certificación ISO 9001 suscribiéndose a su registro en línea y configurando recordatorios para monitorear los períodos de validez para no permitir que los certificados caduquen sin su conocimiento.
4. Pague por adelantado una muestra de calificación antes de realizar compras de gran volumen
Un pedido mínimo de 25 kg de pellets permite una prueba de producción completa del material entrante: un control de humedad entrante, un proceso de secado, un proceso de inyección (o extrusión) e inspecciones dimensionales y visuales de las piezas de prueba y algunas propiedades mecánicas básicas. Pase la muestra por la misma maquinaria y herramientas por las que planea realizar la producción (es decir, no por una máquina de prueba). Una desviación de las especificaciones que aparece en esta etapa no costará más que una ejecución fallida, en lugar de un cierre de producción.
5. Requerir datos Cpk y limitar muestras
Un proveedor de ABS de buena reputación realizará un seguimiento de la capacidad del proceso (Cpk) en su línea de fabricación y proporcionará datos que indican la coherencia de varios atributos de la propiedad, como MFI, densidad y propiedades de prueba mecánica en múltiples lotes. Un Cpk de 1,33 o superior para propiedades clave demuestra un proceso de fabricación estrictamente controlado. Las muestras límite son piezas moldeadas físicas y gránulos tomados en los límites del rango de la propiedad que se está probando. Pueden proporcionar al fabricante una especie de “estándar de oro” en el laboratorio de control de calidad receptor, sin invertir en instrumentación de laboratorio completa.
📄 6. Requerir documentación de RoHS y REACH
La declaración escrita de cumplimiento de sustancias debe proporcionar una lista completa de las sustancias que se probaron, no solo “cumple”. La declaración REACH SVHC confirma la ausencia de SVHC en una concentración superior a 0,1 % (p/p). Para el ABS reciclado utilizado en aplicaciones de productos destinados a la venta en la UE, asegúrese de solicitar el número de notificación REACH SCIP correspondiente (requerido a partir del 1 de enero de 2021). Una declaración de cumplimiento de una sola frase es totalmente inadecuada en la actualidad.
🏭 7. Confirme las condiciones de envío, almacenamiento y vida útil
Los pellets de ABS deben almacenarse y enviarse en bolsas herméticas/contenedores para graneles que puedan bloquear la humedad. Pregunte cómo se almacena el material en el almacén del proveedor. Almacenar pellets durante meses en un muelle de carga húmedo antes del envío puede provocar una entrada de humedad suficiente para requerir un período de secado prolongado en el sitio antes de que se puedan utilizar los materiales. El almacenamiento seco adecuado para contenedores sellados debe ser válido durante al menos 12 a 24 meses. Preste atención a las fechas de fabricación que se muestran en el Certificado de análisis del proveedor para confirmar que realmente produjeron el material, en lugar de enviar el material almacenado en zonas tropicales durante dos años.
📋 ESCENARIO DEL MUNDO REAL: LA TRAMPA DE LA HUMEDAD
Un fabricante contratado que suministraba ABS para equipos de servicio de alimentos ordenó una prueba de producción de 25 kg a un nuevo proveedor, con una oferta inferior a 30 centavos/lb. El COA del proveedor era impecable y el contenido de humedad en el primer envío estaba dentro de la tolerancia (p. ej., < 0,2%). Sin embargo, una segunda entrega de 2000 lb. tuvo un contenido de humedad de 0,35%. El resultado: líneas plateadas visibles en todas las piezas terminadas en la etapa UV, solo después de que se completó el moldeo. Esto le costó al fabricante un día y medio adicional de tiempo de línea (para secado y resolución de problemas) para identificar y remediar. Una sola paleta (aproximadamente $200 cuesta - y una hora pasada en el piso receptor con un simple analizador de humedad portátil habría señalado el problema inmediatamente. Pruebe los materiales entrantes *antes* de arrancar la máquina, no cuando llegue el momento de apagarla.
Para los fabricantes que operan su propia producción de pellets de ABS reciclado, el máquina granuladora de plástico aguas arriba de la línea de peletización se determina la calidad y consistencia de la entrada de pellets. Los ajustes del granulador “tamaño de la pantalla, velocidad del rotor, holgura de la cuchilla ^ afectan directamente la densidad aparente y el contenido de finos en el pellet final, los cuales fluyen directamente hacia los resultados de control de calidad entrantes.
Perspectivas del mercado ABS 2025-2026
El mercado de ABS está siendo impulsado en dos direcciones simultáneamente: una demanda heredada en constante crecimiento de piezas y sistemas automotrices y electrónicos, y una atracción de resina virgen --a través de mandatos, objetivos de sostenibilidad OEM y economía de contenido reciclado - que está acelerando la adopción de ABS reciclado certificado.
Indicadores clave del mercado para los compradores de ABS de cara a 2025-2026:
- Mercado de plásticos reciclados CAGR 7,35-8,6% (2026-2031): La disponibilidad de resina reciclada no puede igualar actualmente el crecimiento acelerado de la demanda. La oferta certificada de ABS reciclado todavía está limitada en relación con la virgen, por lo que los descuentos en precios no son tan generosos como esperaban incluso los compradores astutos.
- Plásticos reciclados para automóviles CAGR 10.22% hasta 2031: la aplicación de mayor crecimiento para la utilización de contenido reciclado, directamente aplicable al ABS, que representa la mayor parte de los adornos, sistemas interiores y carcasas interiores de automóviles.
- Asia-Pacífico comprende 48,7% del mercado mundial de plásticos reciclados (2025): para los puntos débiles de la compra de ABS, hay poca holgura en la cadena de suministro asiática, que suministra resina virgen y reciclada a la mayoría de los fabricantes de prendas de vestir a nivel mundial: chinos, coreanos (LG Chem, Samsung SDI downstream) y productores japoneses (Toray, Techno UMG).
- Mandatos de contenido reciclado PPWR de la UE (en vigor en febrero de 2025, se aplica en agosto de 2026): para el abastecimiento en el mercado europeo, el objetivo de contenido reciclado 30% no es un riesgo futuro (son los requisitos de los clientes del mañana). Una estrategia de adquisición prudente es identificar los proveedores de calificación clave antes del inicio del cumplimiento obligatorio en agosto de 2026.
- Reciclaje avanzado/químico que crece a 8,71% CAGR: Los pilotos de ABS (disolución, pirólisis) reciclado químico avanzan hacia la escala comercial en 2025-2026. La calidad y consistencia de su producción podrían superar la de la resina reciclada mecánica, y si las primeras cadenas de suministro se adelantan a los demás compradores obtendrán acceso prioritario a este recurso limitado.
Perspectivas a mediano plazo: los precios de los ABS vírgenes corresponderán a los costos fluctuantes de los insumos petroquímicos; Los precios certificados de los ABS reciclados dependerán más de la capacidad de recolección y procesamiento de materiales. Como estrategia de compra de materias primas, eso significa poder y estar dispuesto a probar flujos vírgenes y reciclados, calificar esos procesos y adaptar contratos a la demanda que alternan entre grados.
Preguntas frecuentes
¿cuál es la diferencia entre los gránulos de ABS y el filamento de ABS?
Los pellets son un producto industrial: un plástico fundido libre de aditivos o colorantes tal como se descarga del proceso de fabricación de polímeros, se bombea a una multitud de envases a granel y se envía a plantas de moldeo, extrusión o proceso posterior. El filamento es un producto de consumo: los pellets de ABS se tamizan, calientan, funden, se les da forma a través de una matriz fija para asentarse en un diámetro, se pasan a través de un medidor para mantener las tolerancias, se enrollan, a menudo se tiñen y luego se venden para impresión 3D. $15-$50/kg para filamentos utilizados en impresoras 3D FDM de escritorio, frente a menos de $2/kg para pellets utilizados en máquinas industriales de extrusión y moldeo por inyección (es decir, ese diferencial de precios representa en parte la prima de conveniencia del consumidor, en parte la mano de obra de procesamiento posterior.
¿se pueden utilizar gránulos de ABS directamente para la impresión 3D?
Sí, pero sólo con sistemas de impresión 3D alimentados por pellets (cabezales extrusores de pellets o máquinas FDM industriales). Las impresoras 3D FDM de escritorio comunes necesitan filamento. Los sistemas alimentados por pellets se utilizan para impresión de gran formato y creación de prototipos industriales. Tienen importantes beneficios en costos de materiales en comparación con el filamento para el desembolso de capital de hardware requerido. Para investigación o producción de bajo volumen, algunos operadores de impresoras 3D crean su propio filamento a partir de pellets con una extrusora de filamentos de escritorio; esto es más difícil de mantener una tolerancia de diámetro de 0,05 mm que la fabricación de filamentos comerciales.
¿cuál es la cantidad mínima de pedido de pellets de ABS?
Cantidades mínimas de pedido: los proveedores de plataformas de comercio al contado proporcionan entre 25 y 50 kg para muestras de calificación; los distribuidores regionales comienzan en 250-500 kg por grado; Los contratos de suministro directo y a largo plazo del fabricante comienzan en 5-20 toneladas métricas por pedido. Para decisiones de compra al por mayor, el precio FOB a menudo se aplica en aproximadamente 5 toneladas, la economía de carga del contenedor en más de 20 toneladas. Las muestras de prueba de precios deben obtenerse por separado de los suministros de producción (un buen proveedor hará una excepción amistosa para un pequeño lote de prueba de 25 kg antes de pedidos más grandes).
¿cómo se secan los gránulos de ABS antes de procesarlos?
Secar ABS a 80-90C durante 2-4 horas en un secador de tolva deshumidificador, generalmente accionado por aspirador. El objetivo es alcanzar un contenido de agua inferior a 0,2%. El secado en horno (secador de bandejas) se utiliza para la producción de lotes pequeños, pero los gránulos deberán distribuirse en una bandeja en una capa delgada para garantizar un calentamiento uniforme. No secar en horno de aire caliente sin un sistema de extracción de humedad ya que este movimiento de aire húmedo es menos eficiente. Es necesario volver a secar si el material ha estado en una bolsa abierta durante más de 48 horas. Mantenga el pellet seco en un recipiente de transferencia cerrado o en una tolva de alimentación sellada para evitar la reabsorción antes del procesamiento.
¿Qué grado ABS es ideal para piezas interiores de automóviles?
Las aplicaciones interiores de automóviles generalmente especifican el grado ABS HI (alto impacto) o HR/HH (alto calor), según la temperatura de servicio esperada. Los paneles de las puertas, los componentes del tablero y los marcos del grupo dependen del grado de impacto. Las áreas adyacentes o con conductos directos (HVAC) requieren grados industriales de alta temperatura, como HR o una mezcla de PC/ABS. El uso de revestimiento solar (si no hay techo de vidrio) demarca los grados HDT más altos. Las piezas de estilo cosmético y de ojales a menudo utilizan grados de galvanoplastia (para obtener la aprobación OEM automotriz en la lista de certificación de materiales (AML) antes de las selecciones.
¿se pueden reciclar los pellets de ABS?
Sí, el ABS se puede reciclar mecánicamente. El ABS postindustrial (fuera de herramienta, chatarra de producción) fabrica la materia prima general de mayor calidad para el reciclaje mecánico, ya que es la materia prima más limpia: grado conocido, sin suciedad, tamaño constante. Los ABS posconsumo (computadoras, componentes automotrices EOL) requieren clasificación, limpieza y prueba antes de la peletización. Los pasos de procesamiento incluyen trituración, lavado, secado, composición en estado fundido y peletización. El peletizador de ABS de calidad OEM es, con diferencia, el componente más importante para obtener una buena comercialización de pellets reciclados.
¿cuál es la vida útil de los pellets de ABS?
Los gránulos de ABS adecuadamente sellados y almacenados suelen tener una vida útil nominal de 24 meses a partir de la fecha de fabricación en condiciones normales de almacenamiento (15-25 C, rH por debajo de 60% y lejos de los rayos UV y los vapores químicos). Las propiedades del ABS no se ven significativamente afectadas dentro de este período si se almacenan adecuadamente (la principal preocupación es la absorción de humedad, no la pérdida de propiedades, por lo que un paquete abierto en un espacio con alta humedad o largos períodos de almacenamiento tendrá una vida útil más corta). Confirme la fecha en el COA o en la etiqueta con su cronograma de uso previsto, el material puede tener varios meses y debe secarse y probarse antes de usarlo en una aplicación crítica.
EQUIPOS DE RECICLAJE DE KITECH
¿construyendo una línea de producción de pellets de ABS reciclado?
Kitech diseña, construye y suministra sistemas peletizadores de plástico de ingeniería optimizados para ABS y otros termoplásticos de ingeniería, peletizadores de hebras, caras de troqueles submarinos y anillos de agua para plantas de reciclaje de 100 kg/h a 2000 kg/h.
Entradas relacionadas



Tendencia ahora



