Get in touch with Kitech Company
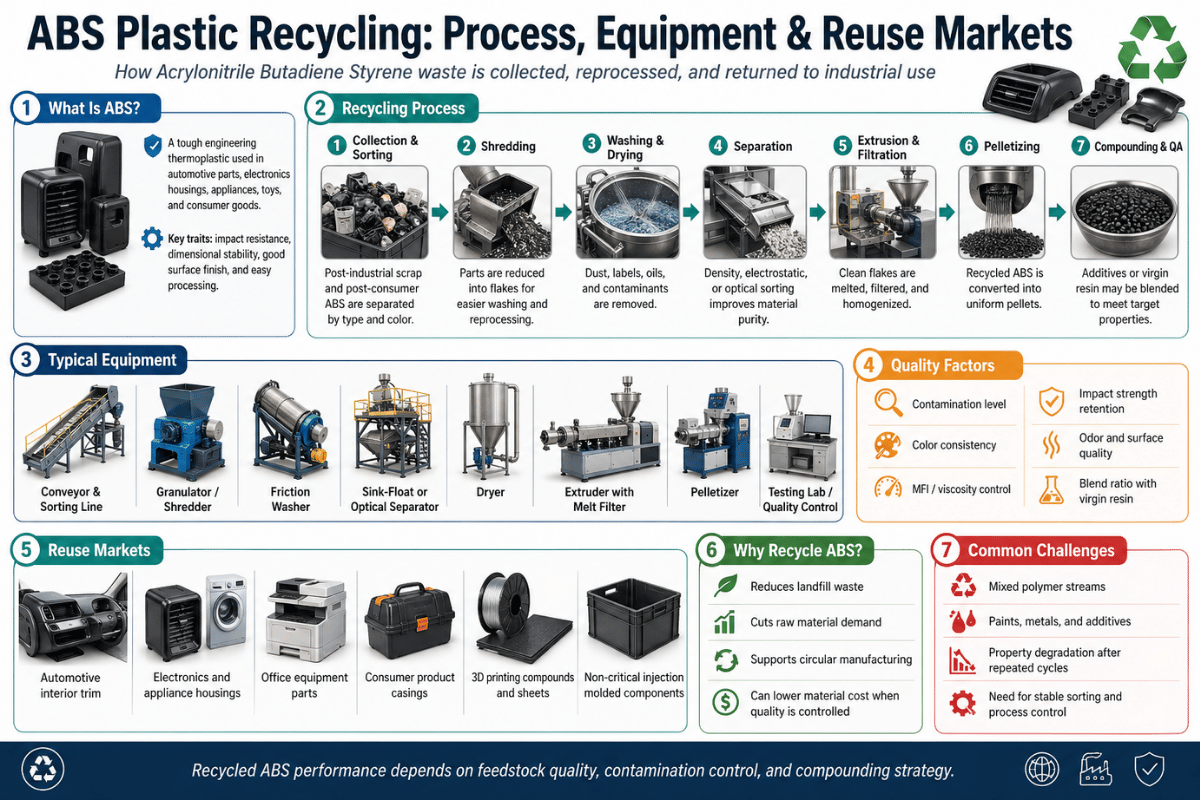
Recycling of ABS plastics recycles end-of-life automotive interior parts, electronic waste enclosures, and industrial scrap into ABS polymer that is priced at around 50 percent of virgin resin. Although Acrylonitrile butadiene styrene is both mechanically and chemically recyclable, it often is not because it can be classified as resin identification code #7—or in other words, ‘Other,’ which is a bin that most curbside recycling programmers do not want. The consequence of this is a B2B recycling market valued at $9.4 billion in 2025 and projected to reach $19.8 billion by 20³4, that is fed by almost all industrial regrind, WEEE and end of life vehicle (ELV) appliances. Here is how in practical terms recycling actually works, the machinery supply chain, current current scrap pricing, downstream end market uses and the regulation that EU legislation will demand recycled ABS supply by 20³0 and 20³6.
Quick Specs
| Resin Identification Code | #7 (Other) — per ASTM D7611 |
| Glass Transition (Tg) | ~105 °C (221 °F) |
| Density | 1.04 – 1.07 g/cm³ |
| Composition (typical) | ~50% styrene + ~50% acrylonitrile/butadiene |
| Mechanically Recyclable | Yes — pre-drying ³–4 h at 80 °C required |
| Chemically Recyclable | Yes — solvolysis (acetone/water) and pyrolysis |
| U.S. Scrap Value (industrial regrind) | $0.14 – $0.30 / lb (Q1–Q2 2025) |
| Top Feedstocks | WEEE, ELV automotive, post-consumer toys, 3D-print waste |
Is ABS Plastic Recyclable? Resin Code, Properties, and Why Recovery Matters

Yes- both chemically and mechanically as in shredded, washed and pelletized. However, the difficulty is logistical rather than technical; ABS is elementally identified as #7—’Other’—which is an unwanted bin category most municipalities do not include when rejecting mixed plastics from their recycling streams. Which explains why by far the majority of recycled ABS today is sourced from B2B industrial packages, not local bin collections.
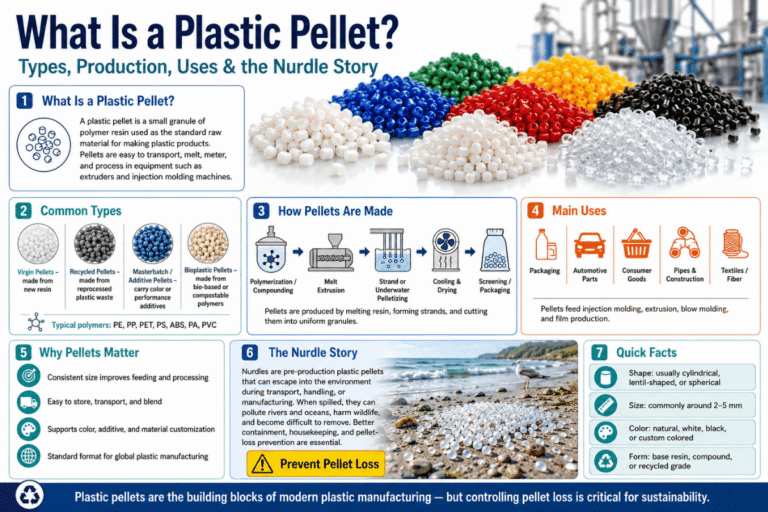
Acrylonitrile butadiene styrene is a glassy amorphous thermoplastic, with a Tg of approximately 105 C and a density of 1.04-1.07 g/cm. It is a thermoplastic- so it is melt-able and reprocessable without transformation to a different chemical compound. This is the technical reason why the recycling process is possible—becoming one of the main plastics used in automotive interior components, electronics enclosures, 3D printing filament and household objects since the 50s.
What Is the Recycling Code for ABS Plastic?
The international scheme of SPI (Established ASTM D7611) allocating trademark identification designations still applies; Tagging with #’s 1-6 was reserved for PET, HDPE, PVC, LDPE, PP, and PS respectively. Everything that did not was included in code 7, which as truth in advertising brands want to ignore, includes ABS, polyethylene hybrids, bioplastics, polycarbonates. Now, this choice of codes impacts sorting: a #7 stream cannot automatically be sorted to identify actual ABS, which is why optical or near-infrared sorting plays such a central role in processing.
A common misconception in the industry is that ABS is tagged as ‘code 9’; this is false, as no coding system exists beyond number 7. If you see a guide where ABS plastic is categorized as some thing other than code 7, you know you cannot trust that source.
💡 Why recovery matters
Recycling and reusing every kilogram of ABS saves around 2kg of CO-equivalent emissions versus raw material usage, prevents huge amounts of petrochemicals— styrene, acrylonitrile, butadiene— from needing to be used, and going forward, provides a route to satisfy many non-trivial regulations’ recycled content quotas that are set to be enforced in the EU across almost all plastics, between 2026 and 2036. The environmental impact reduction is real, but the bigger driver for industrial customers is compliance with mandatory recycled-content regulations.
How Is ABS Plastic Recycled? Mechanical, Chemical, and Solvent-Based Methods

There are three recognized industrial reprocessing strategies for ABS, differentiated according to feedstock and degree of contamination. Mechanical dominates for bulk volumes; chemical and solvent-based methods are used where contamination or material degradation in ABS waste makes mechanical reprocessing uneconomic, especially for closed-loop recycling streams targeting recycled material specifications.
How Is ABS Plastic Recycled? The Five-Step Mechanical Workflow
Mechanical recycling follows a familiar five-step polymer recovery sequence:
- Collection, separation – segregate into different streams of ABS containing plastics, separate substrates (group of parts, electronics and packaging, industrial handles, etc), from mixed.
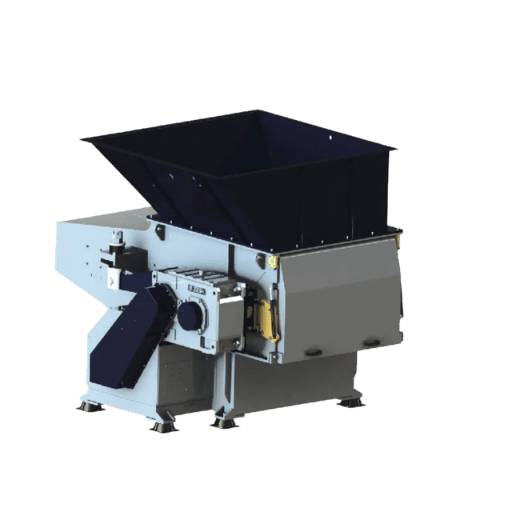
- Shredding- reduce parts to ABS flakes (8-12 mm) overall dimension. Single-shaft shredder always the choice for shredding rigid ABS parts because produce less dust and consistent flake size.
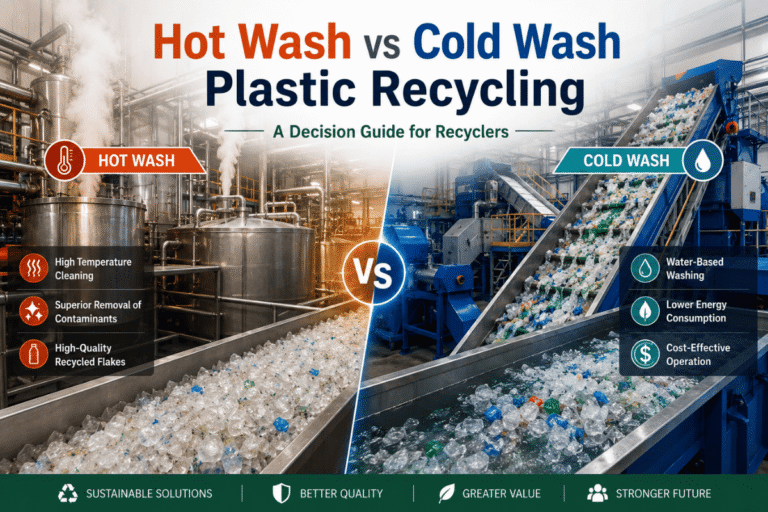
- Washing and decontamination- removal of labels, adhesives, paper and surface contamination. Essential for post-consumer feedstock (predominant case). Usually omitted in the case of clean industrial regrind.
- Drying- Lower the moisture content to 0.05% prior to extrusion. ABS cannot be processed without drying. This is the single most common failure mode (see ‘Equipment’ section).
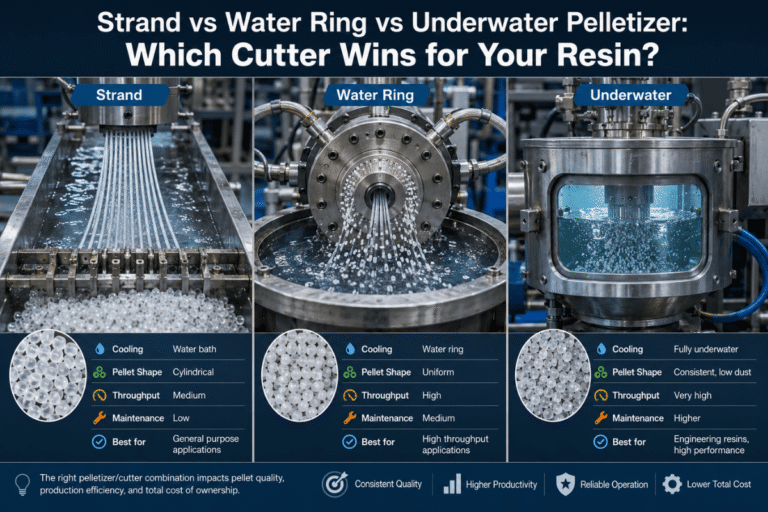
- Pelletizing – extrude through a melt filter and a die head, harden and chop into pellets suitable for direct injection or extrusion downstream. The final product here is of recycled ABS pellets – the form in which most B2B consumers buy.
Chemical Recycling: Pyrolysis and Solvolysis
Chemical recycling de-polymerizes ABS to a form beyond the polymer chain. Pyrolysis involves giving the material heat (typically 400-600 C) in the absence of oxygen to produce fuel rings and oils which themselves can be cracked back into monomers. Super critical water gasification is an experimental form of pyrolysis reported in the waste feedstock ABS recycling 2025 MDPI sustainability review with the other method being plasma assisted mechanochemistry to combat the effects of multiple thermal cycling on mechanical properties.
Solvolysis involves dissolving, not cracking, the polymer. The best-published example is from Lu et al. (2023, ScienceDirect). They were able to produce high quality ABS from waste toys using acetone as solvent and water as anti-solvent a totally safer combination than the more traditional dichloromethane predecessors.
Solvent-Based Recycling (Dissolution-Precipitation)
Dissolution-precipitation is in between mechanical and true chemical recycling. ABS is dissolved selectively from a heterogeneous plastic stream in a modified solvent system and then repreciptated into relatively pure flakes, by hot or anti-solvent addition or high-pressure Cs cryo-fractionation. ”Yield purity is substantially higher than for mechanically recycled ABS but additive losses- stabilizers, colorants, impact modifiers- mean the reclaimed resin will normally need to be re-compounded before commercial application. This pathway is currently most closely examined (for 2026-2030 implementation) on an industrial scale.
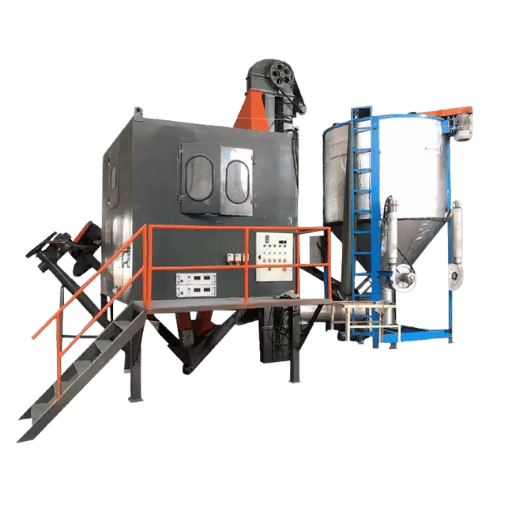
Equipment for an ABS Recycling Line: Shredder → Washer → Pelletizer
The ABS recycling line consists of 4 groups of pieces of equipment. The line configuration changed depending on feedstock cleanliness, desired output form, and throughput.
Shredder and Granulator Sizing for ABS
If your feedstock is rigid ABS housings, automotive parts trim, or electronic waste from product takeback, the front end is a single-shaft shredder (“single-shaft” is also sometimes called “single-ram” or “ram-fed”) with feed powered by a hydraulic ram and 30-80 mm screen, with a granulator that reduces the coarse shred to 8-12 mm flakes. For narrower sheet or pre-sized industrial scrap, a shredder may be overkill. Choosing between these two is one of the most common equipment-selection questions; we have a separate shredder vs granulator selection guide that discusses feed-particle-size logic in detail.
The processing of mixed/oversize ABS feedstocks will require an ABS capable plastic shredder with a heavy-duty rotor knives and a main drive power of about 40-60 kW, which can produce feeds at about 300-1,500 kg/h, varying with the rotor diameters and screen open area.
Washing Considerations for Contaminated ABS
Clean industrial regrind (sprues, runners, factory rejects) generally does not require a wash step. Post consumer ABS – toy waste, car bumper trim with glue residue, printing on electronics may require a friction wash, hot caustic wash, and rinse and degit before dewatering. A squeeze or thermal dry will reduce moisture to about 3-5% before final desiccant dryer.
Hoshizaki regrind should be able to process as much as the shredder rather than pelletizer, since dirty material should remain in the system the most time.
Pelletizing and Pre-Drying ABS
The system for handling engineering thermoplastic melts such as ABS pelletizer is required to have a melt-filter (60-100 mesh is applied usually) ahead of the die head, due to the fact that even prescreened ABS regrind possesses sufficient fines and metallic implies in order to clog the dies. That typical mechanical granulator and pelletizer arrangement includes a 28-32′ LID extruder, heat up from 80-120 C in feed-zone to 220-240 C at die, a processing window for ABS that is far below the threshold value (~ 270 C) for the thermal degradation to occur.
📐 Engineering Note
The pre-drying of ABS regrind, 3-4 hours @80 C, is essential and cannot be compromised or the result will be splay defects (silver streaks, haze) and a significant loss of impact resistance in the molded part. On injection molding discussion groups, experienced industry molders suggest the first thing to check if splay is seen is wet material, not gates, vents, shear or other processing variables.
⚠️ Common ABS regrind mistakes
- Skipping pre-drying — Splay, brittle parts, surface haze.
- Over-drying—Certain types of ABS can break down if dried for too long outside the time/temperature limits specified in the datasheet. Users have observed that desiccant dryers operating at high end of drying time limit, can cause ‘blooming’.
- Color blending – one load of black regrind placed into beige feedstock ruins the cosmetic appearance of every part in a batch. Up front color sortation is the biggest value driver in scrap pricing.
Sorting Mixed Plastic Waste: Separating ABS from PS, PC, and PE
Sorting, where ABS will be actually cost-effective or just plain money-losing, is the decisive factor: Density-based separation is really the basis for all: The 1.04-1.07 g/cm ABS is more dense than PE (~0.95) and floats. Is very close also to PS (~1.04) but not less than PC (~1.20). The PS overlap is the most critical problem to mixed plastics recycling, for the two plastics are visually similar and density-only classification cannot tell.
A 2025 MDPI literature review of waste ABS recycling presents the following processes which enable the PS/ABS separation at an industrial scale: ABS is made more hydrophilic than PS by surface-modification pre-treatments—boiling treatment and Fenton reaction—followed by microwave-assisted flotation to isolate the modified ABS from the not-modified PS; tribo-electrostatic separation relies on the charge affinities of the different plastics after tribo-ionization; magnetic levitation uses the different densities of the plastics at sub-percent resolution.
For WEEE and ELV feeds in particular, a 2024 ScienceDirect paper assessing density-based separation efficiency demonstrated that the hybrid density + NIR sorting captures the majority of the I-rich FRA, with surface-Modification pre-treatment bridging the remaining PS/ABS residual.
Hydrophilizing ABS by surface treatment including boiling treatment, Fenton reaction and microwave flotation is employed to selectively separate ABS from mixed plastics waste.
— MDPI Sustainability Review (2025), Recent Progress in Sustainable Recycling of Waste ABS Plastics
💡 Pro Tip
PS and ABS each share a density of approximately 1.05 g/cm, so one additional reason just a sink float tank will not provide a clean separation of the two plastic types. If your feedstock contains both, plan on NIR sorting at the front end or some kind of Fenton-type surface treatment step ahead of floatation. Assuming the streams will separate based on density alone is the most common reason ABS recycle lines produce sub-specified output.
Reuse Markets and Applications of Recycled ABS

Recycled ABS does not operate in a homogeneous market place. It produces into three downstream levels of very similar, but still quite different, end-uses determined by grade, level of contamination, and degree of consistent coloring: each level of end-use has a clearly delineated market segment and customer.
What Happens to Recycled ABS?
Other than just after it emerges from the pelletizer, the most common practice in stabilizing recycled ABS is to blend it with virgin resins, at loadings of roughly 10-30% for cosmetic parts, and as high as 100% recycled for structural parts. But that recycled component will not achieve desired surface-tolerance and color if run alone, so the largest markets for ABS include:
- Automotive interior parts- dashboard substrates, tailgate and load bay covers, wheel covers.
- Electronics housings- power tool bodies, home appliances, server-rack chassis components.
- Construction sheet- ex-basalt galss extrusion of ABS such as for signs, point-of-purchase displays, and RV interior panels.
- 3D-printing filament- shredded and pelletized ABS fdm filament for industrial fused-deposition modeling, increasingly for tooling and jigs to aid injection-molding using recycled plastics.
How Much Mechanical Property Is Lost?
The plain truth: it depends very much on how many cycles it has been put through, whether it has been blended with other materials, and how thermally abused it has been. A 2025 study published in PMC (NIH) quantified impact-resistance degradation when post-industrial recycled content was introduced and found an average decrease of 5.9% for ABS and 14.5% for ABS/PC blends – rather counter-intuitive numbers that engineers typically overlook, since ABS/PC is so frequently marketed as a tougher engineering grade.
At the opposite extreme, multi-cycle impacts studies from the academic literature have reported impact-strength reductions of greater than 80% in virgin-free-recycled ABS after 4-5 reprocessing cycles, and impact-strength losses of 13-49% between recycle cycles in a Clemson University thesis about recycled ABS for 3D printing applications. The key lesson behind these numbers: add virgin resin to recycled material to limit the worst-case property diminishment, for the ratio is the tool; one cannot go higher than 30/70 recycled-to-virgin for cosmetic parts, while structural parts can go higher.
| Recycled ABS Grade | Suitable End-Use | Typical Recycled Fraction |
|---|---|---|
| Clean industrial regrind, single color | Automotive interior, visible electronics housings | 10–30% |
| Mixed industrial regrind, single color family | Construction sheet, RV / signage | 30–60% |
| Filament-grade pellet (color sorted, low MFR variation) | 3D-printing filament for industrial parts | 50–100% |
| Mixed-color post-consumer regrind | Non-cosmetic structural cores, hidden brackets | 60–100% |
💡 The 30/70 rule
There is a limit to the number of times ordinary ABS can be recycled. With each additional thermal cycle that ABS undergoes, molecular weight takes a dive and impact resistant properties take a dive; the effects can stack up to very large losses. The norms of blending recycled ABS with virgin at the ratio of 30/70 (recycled/virgin) is used for cosmetic parts because it limits the property diminutions to a predictable degree, thus 30/70 more nearly approaches the baseline than do other ratios – and thus 30/70 is the closest thing the ABS recycling industry has had to an operable standard.
ABS Scrap Pricing and the Global Recycled ABS Market

Existing ABS scrap prices in US and global B2B markets is narrowly ranged, both grade and color consistent are the two most influential factors. In 2025, bulk industrial (regrind) prices has been experienced between (USD0.14 /lb), (USD300 /MT) for color-mixed bulk loads and (USD0.30 /lb) for clean single-color industrial regrind. Expert grades-filament-quality pellet; FDA-grade resin, may clear( USD0.40 /lb), at tight supply.
| Grade Tier | Typical Price (Q1–Q2 2025) | Buyer Profile |
|---|---|---|
| Clean industrial regrind, single color | $0.25 – $0.30 / lb | Tier-1 automotive, electronics OEM |
| Mixed industrial regrind, single-family color | $0.18 – $0.25 / lb | Tier-2 component molders |
| Bulk regrind (1,000+ MT), mixed color | $0.14 – $0.18 / lb | Sheet extruders, exporters |
| Mixed-color post-consumer, contaminated | $0.05 – $0.14 / lb | Non-cosmetic application converters |
The global recycled ABS market echo this scale of pricing structure. According to a 2025 Dataintelo industry report, measured USD 9.4 billion by 2025 and estimated USD 19.8 billion by 2034(Growth rate 8.6%), scaled through automotive recycled-content standards and electronics take-back schemes. Broader recycled engineering plastics segment, by comparison, is still expected to reach USD 6.3 billion by 2030 – thus ABS-specific recycling is growing faster than the engineering plastics average.
Color consistency has been the single biggest scrap-value determinant in domestic resale market. A whole trailer of single-color (white or black) regrinds will clear at the high end of grade scale, while the same volume of multi-colored tricontented waste will only average about 50% of those values. Supply chain economics for used plastics must balance this lever more than any technological advances.
⚠️ Pricing as of Q1–Q2 2025
Premium prices for plastic scrapes are proportional to virgin-melt prices, fuel/gas raw material cost, and seasonal collection abundances. Prices listed in a half-year old index may no longer be current and are only suggestive of market trend- be sure to check current scrap index before sale.
PC-ABS and Other Blends: Recycling Considerations for Engineering Plastics

The two most commercially significant ABS blends are polycarbonate-ABS, around 60/40 to 70/30 by weight) and the general purpose engineering material, extruded sheet, inspection parts, and automotive interior trim. The polycarbonate component in the blend brings impact toughness and elevated temperature performance unavailable to pure ABS.
Remarkably, recycling PC-ABS is harder than recycling pure ABS! The 2025 PMC NIH paper we cited above recorded impact strengths falling by 14.5% with recycled content for PC-ABS, but by only 5.9% in comparable pure ABS tests. The polycarbonate element has a narrower thermal window in processing and two polymers (phase-separated if you’re not careful) are will more sensitive to thermal or flame degradation. A later-sourced ScienceDirect paper left-session impact test on BC-ABS (proprietary blend with enhanced strength and heat resistance) and virgin-to-recycled blends showed that impact is heavily affected by the mass percentage of the polycarbonate component and the number of processing cycles.
Practical consequences in operation is that PC-ABS often needs to be bucketed and quarantined away from purer ABS streams, and that because cross-contamination of PC-ABS degrades the specification in the receiving stream, it is more likely to be handled through solvolysis or chemical dissociation practices than mechanical sorting.
| Blend | Mechanical Recyclability | Recommended Pathway |
|---|---|---|
| Pure ABS | Strong (5–10% impact loss per cycle) | Mechanical with virgin blending |
| PC-ABS (70/30 PC/ABS) | Moderate (~14.5% impact loss) | Mechanical with quarantined stream + virgin blending |
| PC-ABS (60/40) | Moderate-low | Solvolysis preferred for >1 cycle |
| ABS+PS contamination | Difficult (PS/ABS density overlap) | Surface-modification + flotation, or solvolysis |
Where to Recycle ABS: Service Channels, Take-Back Programs, and In-House Lines
For commercial ABS scrap generators – injection molders, consumer-electronics manufacturers, auto interior parts – the merely aesthetic question is not whether it can be fed back into a process of some sort, but which net-final-value channel will return the greatest bottom line after rehandling costs. Three will predominate.
Scrap dealers and brokers are your long tail suppliers of small-to-medium volumes. Minimum thresholds under the cost-based business model generally start around 10,000 lb (5 MT) pick-up. Cost-based pricing follows the grade tiers set out above. Dealer margins erode index values most for mixed-color/contaminated material; cleaner single-color regrind prices ascend to the index value.
EPR (extended producer responsibility) and take-back arrangements are witnessing growing momentum for electronics ABS. Big OEMs including Dell and HP are implementing closed-loop schemes for end-of-life electronics shells, where the resin is separated, reprocessed, and diverted into new product streams. Participation is contingent upon the generator meeting documentation specifications (chain of custody, color sortation) that far exceeds the normal scope of practice at a scrap dealer.
In-house recycling lines become financially viable for flows over about5 MT/month, with the economic breakeven point depending on feedstock contamination level and desired final form. Whereas contaminated streams produce capital efficiencies over outsourced reprocessing, purified industrial returns (sprues, runners, rejects) tend to produce a 24-36 month payback. Advantages include capturing 100% of value and permanent chain-of-custody protection that is increasingly important for downstream regulated customers; Kitech offers entire plastics recycling plants as turnkey (shredder, washing, pelletizer) packages for industrial-throughput ABS grades.
Industry Outlook: Circular Economy, Regulation, and Emerging ABS Recycling Technologies

3 trends are transforming ABS since 2026, and all of these trends tend to work toward the same macro-determinates: more recycled material in the binder, more chain-of-custody traceability, more proprietary closed-loop recycling facilities.
First, the EU Packaging and Packaging Waste Regulation (PPWR), officially known as EU Regulation 2025/40, has come into effect as of 11 February 2025 and is binding from 12 August 2026. It calls for all packaging to be suitable for reuse or recyclability by 2030, and provides a recyclability rating scheme (A to D); to qualify for EU-market placement in 2030, a given packaged item must fall into Class C (70% recyclable) or better. ABS used in plastic packaging — a smaller share of the polymer’s total demand than electronics or automotive industry uses, but still material — is fully captured by this regulation.
Second, the EU End-of-Life Vehicle Regulation (ELV) is headed toward a goal of 25% recycled plastic content in new vehicles by 2036, with at least 20% of that amount from a closed-loop vehicle recycling stream. According to a 2022 EU JRC report, current automotive plastic waste generation is approximately 350 kilotonnes/year of automotive industry ABS waste, the majority of which is currently routed to sub-optimal recycling channels. ABS/PC-ABS in interior trim levels are thus increasingly driven by regulation, rather than sustainability desires.
Third, the latest innovations in recycling technology are dying hard-to-recycle property-loss gaps that cannot be addressed mechanically with emerging recovery pathways. The 2025 MDPI sustainability journal reports on plasma-assisted mechanochemistry as a way to reestablish physical properties in multi-cycle recycled ABS, supercritical water gasification as a path for heavily contaminated streams, and microwave-assisted flotation for the intractabledensity-overlap between PS and ABS. These technologies are all at pilot or demonstration scale today; many will mature by 2030.
Consequence for the market: ABS recycling is experiencing a doubling trend through 2034, growing faster than general recycled engineering plastics, stimulated by regulation that becomes ever more palpable during 2026-2036. Planning capital investment toward recycling capacity to take advantage of major regulations, you probably want to do so in the next 24 months, since the period pre-application date to the 2026PPWR and pre-implementation period to the next wave of EU member state implementation will be the cheapest access to the market this decade.
Frequently Asked Questions
Q: Is ABS plastic recyclable?
View Answer
Yes. ABS: Acrylonitrile-butadiene-styrene is a thermoplastic that can be mechanically granulated and repelletized, or chemically dissolved and re-precipitated. The catch is that ABS is categorized with resin code #7 (“Other”) and curbside programs generally disallow it.
Most recycled ABS is currently marketed through B2B industrial using #7 markets.
Q: Can ABS be recycled forever, or is it infinitely recyclable?
View Answer
No, ABS can not be reprocessed without limits. Every reprocessing reduces molecular weight and degrades properties step by step-3 in fact, tranlating into about 5-10% impact-strength loss for each cycle for virgin ABS, with stacked cycles adding this to the extant property loss (with blends the figure can reach >80%). The industry solution to this problem is to blend virgin with recycled33/70 ABS.
Q: Is recycled ABS plastic safe to use?
View Answer
For most consumer and industrial applications, yes. ABS on its own is not a known carcinogen nor is it used in, for example, doll manufacturing, automotive interiors and electronics housings. Recycled ABS which has been properly washed and decontaminated has the same profile as virgin ABS in non food contact applications.
It is not approved for use in medical implants nor food contact applications.
Q: Can ABS be recycled with other plastics?
View Answer
For a mechanical recycling line it is necessary that ABS segregates from other polymers prior to pelletizing; as the stream has a high proportion of other plastics, mixed streams will be off-spec. The toughest stream to segregate from is ABS from polystyrene as they have very similar densities near 1.05 gcm, and density based segregation no longer works. Possible solutions include a NIR system, surface-modification pretreatment in the Fenton reaction to clean the surface, and to treat the mixture with microwaves to induce flotation.
For the chemical recycling of mixed streams, it possible to use solvolysis to treat the stream as a whole and then reaggregate the ABS.
Q: What is post-consumer recycled (PCR) ABS?
View Answer
PCR ABS is post consumer ABS from end of life products (usually electronics, automotive components, appliances). Unlike PIR (post industrial recycled) which comes from the manufacture of goods that were never sold on to a consumer, PCR comes from products that have under gone one useful life. PCR has more rigorous chain of custody records and is the grade of ABS most pertinent to the proposed EU recycled content mandates.
Q: What is the recycling code for ABS plastic?
View Answer
Within the astm D7611 standard the resin ID code used for ABS is7 (“Other”). The SPI/ASTM resin ID code ranges from 1-7; there is no stronger resin ID code than 7. ABS is included in the7 stream with other plastics such as PC-ABS, plastics blended with polycarbonate; bioplastics; and other plastics that cannot be otherwise identified.
Building an ABS recycling line?
Kitech engineers design and construct grinding-washing-pelletising systems in various sizes for the ABS, PC-ABS and Engineering Therm Plastik market – with CE/UL/CSA compliance and delivery in 60 days.
About This Analysis
This guide on ABS plastic recycling packs that property information from peer-reviewed literature (PMC NIH 2025, Clemson Univ, ScienceDirect 2023, MDPI 2025), regulatory text from the European Commission’s Packaging and Packaging Waste Regulation 2025/40 and ELV framework, and Q1-Q2 2025 scrap prices seen across published B2B markets. As data was limited – especially equipment config parameters – we set out prevailing industry practice as opposed to inventing specs. KFWG rated by Kitech’s engineering team that makes shredders, wash lines and pelletizers for ABS, PC-ABS and engineering thermoplastics.
References & Sources
- Recent Progress in Sustainable Recycling of Waste Acrylonitrile–Butadiene–Styrene (ABS) Plastics — MDPI Sustainability, 2025.
- Material recycling of Acrylonitrile Butadiene Styrene (ABS) from toy waste using density separation and safer solvents — Lu et al., ScienceDirect, 2023.
- Impact of recyclability on the tensile and impact properties of coated ABS and ABS/PC — PMC NIH, 2025.
- Analysis of the Mechanical Properties of 3D Printed Recycled ABS — Clemson University thesis.
- Evaluating the effectiveness of density-based sorting of plastics from WEEE and ELVs — ScienceDirect, 2024.
- Packaging and Packaging Waste Regulation (EU) 2025/40 — European Commission Environment.
- Towards recycled plastic content targets in new passenger cars and light commercial vehicles — EU Joint Research Centre, JRC129008.
- Resin Identification Codes (RICs) as Specified by ASTM D7611 — American National Standards Institute.
- Recycling Basics and Benefits — U.S. Environmental Protection Agency.
- ABS Plastic Recycling Market Research Report 2034 — Dataintelo, 2025.
- Recycled Engineering Plastics Market Report 2030 — Grand View Research.