Get in touch with Kitech Company
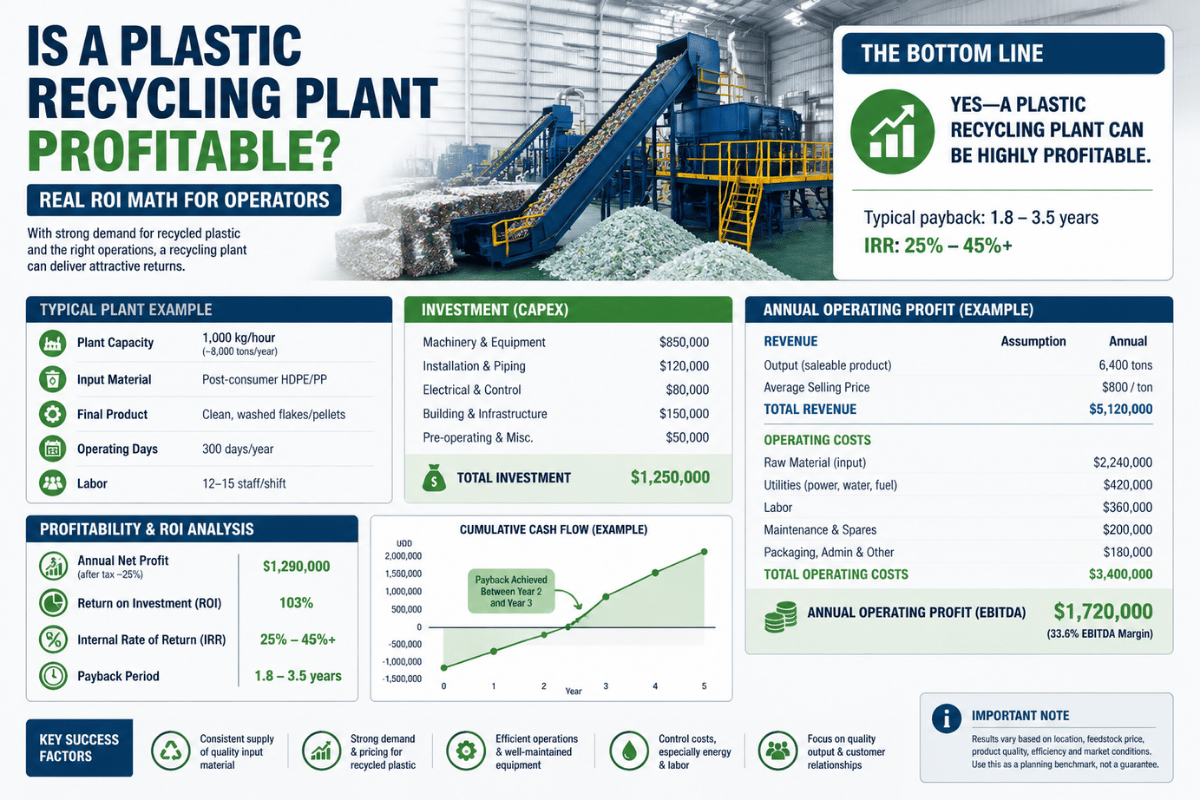
Is a Plastic Recycling Plant Profitable? Real ROI Math for Operators
Contents
show
A plastic recycling plant profitability analysis should begin with recoverable output rather than machine price. Yes, a plant can be profitable when usable output, buyer price and operating discipline outweigh feedstock cost, yield loss, utilities, labor, maintenance and cash-flow delay. But say “yes, always” and the operators buy oversized lines, accept weak feedstock contracts and hold pellet inventory they cannot sell.
Quick Specs: Plastic Recycling Plant Profitability
| Best payback driver | Contracted feedstock, contracted pellet buyers, and loaded operating hours above 75%. |
| Worst margin killer | Contaminated plastic waste that lowers yield and raises water, labor, filter, screen, and disposal cost. |
| Minimum model inputs | kg/h, hours/day, days/month, yield %, sale price/kg, raw material cost/kg, power cost/kWh, labor, maintenance, rent, and rejects. |
| Source caution | Published profit ranges are scenario estimates; your plant needs feedstock and buyer evidence. |
| KITECH next step | Run a site-specific model with the plastic washing system ROI estimator or request a feasibility review. |
Is a Plastic Recycling Plant Profitable?

Profit is realized when the plant has a steady feedstock stream, a process that manages yield and a customer who pays for consistent recycled plastic. Machinery matters but it is not all. Profit stems from the margin between saleable output value and the sum of sorting, washing, drying, pelletizing, testing, packaging and shipping that output.
Industry data explains why operators need sober math. According to EPA recycling makes up only 8.6% of generated plastics, which in 2018 was 35.7Mt nominal in municipal solid waste. Reported recycled tons were 3.09Mt, landfilled 26.97Mt and the rest, many tons, are – though technically recoverable – economically weak.
The NIST is blunt about the business risks. U.S. Plastic Recycling Economy summary states collection and sorting costs tend to be higher than revenue and only few plastic streams can show a value-generating means. NIST research details that about 20% of plastics collection qualified for a 15%+ROI threshold, 50% of collection showed positive but modest results and 30% showed negative results. That latter distribution alerts the operator to date: the project “is not a recycling story until the operator sorts out if their feedstock, buyer and plant design accounts for the positive or the negative part of the histogram.”
Engineering Note: Nameplate capacity is an absolute ceiling, not state-revenue. Do the math: 500 kg/h x 6 hours/shift loaded x 70% yields 2,100kg/day of saleable production against 300 kg/h x14 hours of loaded x 85% yields 3,570kg/day. Think saleable kg, not horsepower rating or brochure throughput.
The 6-Input Plant Profit Equation
Begin with The 6-Input Plant Profit Equation. The equation above links capacity with saleable
Monthly gross profit = saleable output kg x pellet sale price – feedstock cost – conversion cost – fixed overhead – logistics – financing/cash delay.
Be very disciplined. If a number cannot be associated with a feedstock quotation, buyer negotiation, utility rate, labor plan or equipment placement, record it as a scenario value and gather verification data before signing a purchase order.
| Input | What to measure | Why it changes ROI |
|---|---|---|
| Throughput | kg/h after realistic loading | Brochure kg/h does not pay bills unless feedstock arrives. |
| Loaded hours | Actual productive hours/day | Screen changes, cleaning, and waiting for material cut output. |
| Working days | Days/month with enough material and labor | A 26-day model fails if permits or supply allow 16 days. |
| Yield | Saleable kg / incoming kg | Dirt, moisture, labels, metals, and mixed polymer become cost. |
| Sale price | Price/kg by polymer, color, MFI, moisture, and buyer grade | A clean natural pellet and a dark mixed pellet are different products. |
| Feedstock cost | Delivered cost/kg, not quoted bale cost | Freight, storage, rejected material, and sorting change the true price. |
| Energy and water | kWh/kg, water treatment, wastewater handling | Washing and pelletizing convert contamination into utility cost. |
| Labor and maintenance | Operators, sorters, blades, screens, filters, downtime | Manual sorting and frequent filter changes can erase gross margin. |
| Cash timing | Deposit, commissioning delay, buyer payment terms | A profitable batch can still strain cash if payment arrives 30-60 days late. |
For quote comparison, ask suppliers to state every assumption in units: planned 8 hours/day or 16 hours/day, 22 days/month or 26 days/month, 70% yield or 85% yield, 0.35 kWh/kg or 0.55 kWh/kg, one operator/shift or two operators/shift, and 30 days or 60 days of buyer payment delay. These are not fine details. They decide whether a 500 kg/h line behaves like a cash generator or a storage problem.
For line sizing, first use KITECH’s plastic recycling line selector and confirm the result with the signed feedstock volumes. Idle capacity has no room in the model. Heavy equipment helps only when the operator can supply it, manage the staff to run it and find buyers for its output. If your model assumes two shifts, 26 working days, predictable pellet sales, but your plant only employs one trained crew, one local supplier and no alternate buyer, the added capacity is not an asset; it is a monthly fixed cost gamble.
CAPEX and OPEX That Decide Profit

CAPEX owns the capital cost of the system. OPEX owns the system’s life. Plant budgets for shredding/crushing/granulation, washing, dried extrusion, pelletizing/melt filtration, conveying, electrical work, installation, spare parts, testing equipment and building prep are also plant operating expenses. For context, compare KITECH’s plastic pelletizing machine guide with its plastic recycling machine guide.
OPX is less forgiving. Incoming plastics waste freight, sort labor, power, water, effluent, wear parts, filter screens, blade replacement, packaging, quality testing, rent, insurance, loan repayment and outward freight are operating cost factors. Low-cost equipment will still be a losing proposition if plant layout causes degradation, yield or purchase specific trading prices. A $20,000 saving at purchase instantly wears with each shift that produces one more operator, one more filter to change and one more hour of wet material waiting on the dryer.
Advantages of a disciplined model
- It separates machine price from total cost.
- Yield loss becomes visible as profit per kg.
- Buyer payment terms appear before commissioning.
- A 1,000 kg/h purchase cannot be obscured by 300 kg/h of front end feedstock.
Limits of a spreadsheet-only model
- It cannot verify actual contamination without feedstock samples.
- Buyer testing still controls pellet sale price.
- Cost of effluent, odor, planning permission, and reject-disposal may be an additional for your sheet.
- Downtime is too easily hidden behind ostensibly full staffing and input every month.
Feedstock Quality Changes the Answer
Economics reveals that the most profitable plastics to recycle are not necessarily the polymer with the highest advertised pellet price. It is often the feedstock your plant can source, sort, wash, and sell with the lowest yield loss. OECD finds secondary plastics constitute a growing but small proportion of plastic feedstocks and that secondary markets are less secure because they are viewed as alternate sources of primary plastics. Therefore, feedstock contracts and buyer agreements are just as important as equipment choices.
| Feedstock | Processing route | Profit risk to test |
|---|---|---|
| PET bottles | Sorting, label removal, washing, flake or pellet route | Moisture, PVC contamination, IV retention, buyer spec. |
| HDPE bottles/drums | Sort, wash, grind, pelletize | Color separation and residual contents. |
| PP crates/caps | Crushing, washing, density separation, pelletizing | Mixed PE/PP and inconsistent MFI. |
| LDPE/LLDPE film | Shred, wash, squeeze/dry, pelletize | Water load, moisture, dirt, and low bulk density. |
| Agricultural film | Heavy washing, dewatering, filtration | Soil, stones, pesticide residue, and rejects. |
| Drip tape | Shred, wash, dry, melt filter, pelletize | Sand and embedded contamination; filtration cost. |
| Rigid mixed plastic | Manual/mechanical sorting plus size reduction | Polymer mix can lower grade and sale price. |
| Post-industrial scrap | Often direct grinding or pelletizing | Better purity, but supply can be limited and contracted early. |
| Municipal mixed plastic | Sort-intensive recovery, high reject load | Collection and sorting cost can exceed recovered value. |
For material-specific pages, compare KITECH’s PET bottle washing line, agricultural film recycling line, and rigid plastic recycling line. Choose your process route on the basis of what gets fed through your gate, rather than what your customers purchase. When labels, caps, sand, fines, moisture, metal bits, paper and two polymer families arrive via the gate, then the right question is not only “what is the pellet price”; it is how many kilos survive washing, sorting, drying, filtration, and buyer acceptance.
Small vs Medium vs Large Plant Economics

Plant throughput should start from benchmarks; not from hope. When fedstock demands that your hard work begins small and find volume soonest, it might make more sense to start small and wait to sell high. When fulfillment is already underway, then an investment should wait until the operator is able to name the equipment supplier, the weekly throughput, the processing schedule, the storage capacity, and the buyer route.
| Line size | Best fit | Profit condition |
|---|---|---|
| 100-200 kg/h | Pilot, local feedstock, first buyer contracts | Keep labor lean and sell a narrow product grade. |
| 300-500 kg/h | Regional operator with steady bales | Secure enough input to avoid idle equipment. |
| 500-1,000 kg/h | Established recycler or industrial processor | Needs quality staff, maintenance plan, and multiple buyers. |
| 1,000+ kg/h | Large feedstock contracts or multi-shift plant | Financing must survive downtime, inventory, and payment delay. |
Before comparing equipment, check the plastics solutions page to help you decide type of plant needed. Then run the ROI model to see if that equipment is justified by local material flows.
Sale Price, Offtake, and Market Risk
Recycled pellets are not a generic commodity in the operator’s spread sheet. Buyers pay for polymer, color, melt flow index, moisture, odor, contamination, ash, and uniformity across lots. One trial lot may pass then the next may fail if the feedstock stream changes.
Run three sale-price cases in planning: contracted price, spot price less 10 percent, and off specification discount. Off spec math matters because one rejected shipment can cascade cost rework, storage, freight, and cash delay costs. That case also tests whether your plant is depending on perfection in output every month.
Process equipment and testing discipline tie directly to profit here. Melt filtration can protect pellet quality on dirtier streams, while insufficient drying can create moisture complaints even if the input polymer is right. See KITECH’s self-cleaning melt filter and PET flake price guide for related quality and price context.
The 90-Day Payback Stress Test
Before buying a recycling plant run The 90-Day Payback Stress Test. Ask whether the business still functions after the first three months behave like real operations not a sales model.
| Stress case | Model change | Pass signal |
|---|---|---|
| Feedstock price rise | +15% delivered cost | Gross margin stays positive. |
| Yield loss | -10 percentage points recovery | Output still covers fixed overhead. |
| Sale price dip | -10% buyer price | Payback extends but does not break debt service. |
| Low loaded hours | 60% of planned operating hours | Cash reserve covers the shortfall. |
| Power increase | +20% kWh cost | Conversion cost/kg remains within buyer spread. |
| Payment delay | Buyer pays 30 days late | Payroll and feedstock purchases continue. |
| Permit/commissioning delay | 60 days without revenue | Working capital covers rent, staff, and loan cost. |
| Wear-part event | Unexpected blade, screen, or filter cost | Maintenance reserve absorbs it. |
| Rejected shipment | One batch reworked or discounted | Quality plan prevents a repeat rejection. |
If three or more stress cases break the model project is not ready for equipment purchase. Stop. Lower line size, narrow the feedstock, obtain better buyer terms, or add working capital before proceeding.
When a Plastic Recycling Plant Is Not Profitable
Do not buy yet when the operator has no signed feedstock source, no buyer or broker path, no polymer sorting plan, no cash cushion, no permit schedule, no quality testing, and no maintenance budget. Plastic recycling still has a market. Capacity fails when the economics that feed it were never proven.
If you are still building the business case, read KITECH’s plastic recycling business startup guide before completing the plant model. If the project is PET-specific, compare the PET bottle washing line guide and the PET bottle recycling business guide. Projects that clear the first spreadsheet can still fail the first quarter if permits arrive late, the first buyer asks for extra testing, a supplier changes bale quality, or the plant spends cash before pellet revenue begins.
What KITECH Should Help You Calculate Before Quoting a Line
A good equipment quote should call for more than the target kg/h. KITECH should review feedstock photos or video, anticipated contamination, desired output form, buyer quality specifications, power and water conditions, plant layout, labor plan, melt filtration requirement, and commissioning schedule. That input allows the quote to match the operation, not require the operation match an inventory catalog line.
For a first feasibility review, start from the KITECH plastic recycling machine home page, compare the plastic pelletizing line options, and then use the contact page to request a plant-specific ROI analysis.
Operator Worksheet: Cost and Revenue Inputs
Before the final business plan is approved, build one worksheet that keeps the plastic recycling plant setup cost, monthly operational costs, and expected cost and revenue on the same page. That worksheet should list the extruder power draw, total energy consumption, labor costs, water use, melt-filter cost, reject disposal, and the per ton cost of raw material delivered to the plant. Add one line for price fluctuation because polyethylene, PET, PP, and mixed recycled material do not move in a straight line.
For a plastic recycling business, the worksheet should also separate flake sales from pellet sales. Flake can be the right output when washing is the main value-add and buyers already accept the material grade. Pelletizing adds equipment costs and operating cost through the pelletizer, extruder, filtration, cooling, and cutting stages, but it can improve buyer fit when demand for recycled plastic products is stronger than demand for washed flake. In that case, payback period depends on whether the extra machinery cost is covered by a durable sale-price spread.
Use this worksheet as a gate for every recycling machine quote. If the recycling equipment cannot be tied to a known polymer, production capacity, buyer grade, and local recycling supply, the project is still market research, not a ready capital investment. Mechanical recycling can be highly profitable in selected streams, but low recycling rates in municipal solid waste show why a profitable plant must choose its plastic materials carefully.
2026 Market Context for Recycling Operations
In 2026, the recycling market is being pulled in two directions. Brand owners, regulators, and packaging buyers want more recycled plastic, yet many recycling facilities still face thin margins when plastic waste management depends on mixed curbside material. That tension is why Europe and North America keep investing in circular economy policy, recycled content targets, and better sorting, while plant operators still ask the same practical question: which waste plastic recycling stream can pay for the machinery, the operators, and the electricity?
The answer changes by recycling process. Mechanical recycling of clean PET, HDPE, PP, and post-industrial plastic raw materials can be cost-effective when the material is sorted and the buyer grade is clear. Chemical recycling and advanced recycling may suit different waste recycling cases, but they do not remove the need to understand feedstock, contamination, capital investment, and operating cost. A recyclable plastic stream is not automatically a profitable stream.
Plant Setup Questions to Ask Before Buying Machinery

When setting up a plastic recycling plant, ask whether the recycling operations are designed around the real recycling supply or around a sales brochure. What types of plastic will arrive each week? Who will sort the incoming material? Will the plant processing route produce washed flake, recycled pellet, or both? Which plastic product manufacturers are likely buyers, and what test data will they require before paying the best price?
These questions should sit beside the recycling plant cost estimate. They also stop the team from treating all recycling systems as interchangeable. A film line, a PET bottle washing line, a rigid plastic line, and a pelletizer-centered line can all recycle plastic, but each one has a different total cost, different operating cost, and different payback profile.
Plastic Recycling Plant Cost and ROI Decision Checklist
Use the checklist below when comparing recycling solutions or asking suppliers for a quotation. It keeps ROI, payback, equipment costs, and plant processing risk in the same conversation.
| Question | Why it matters |
|---|---|
| What waste plastic will the recycling plant process? | Different polymers, moisture levels, and contaminants change recycling plant cost and output grade. |
| Is the target output flake, pellet, or both? | Pelletizing can raise value, but it adds machinery, extruder power, filtration, cooling, and labor. |
| What buyer specification controls the sale price? | Color, MFI, moisture, and contamination decide whether recycled plastic is sold at the planned price. |
| How much working capital is held after installation? | Starting a plastic recycling business without a cash buffer turns slow buyer payment into a plant shutdown risk. |
| Which cost analysis is used for downside cases? | Feedstock, sale price, and energy fluctuation should be tested before the capital investment is approved. |
FAQ
Is a plastic recycling business profitable?
Yes, as long as conditions are correct. Feedstock cost, recovery, buyer price, plant utilization rate and cash flow timing are the levers. Pure input and a fully booked order book on paper can carry a business with a premium clean input and buyer contract, but a minefield of mixed dirty input and no buyer contract can cost billions even with the latest technology and a niche market secured.
What is the most profitable plastic to recycle?
There is no one winner. PET, HDPE, PP, LDPE film and post industrial scrap can all work in the correct supply chain with the correct buyer. Opt for the supply chain you can secure and the market you are familiar with. For many plants, the “best” plastic is whatever is cheapest to buy that month.
How long does it take to recover investment in a recycling plant?
Payback depends on capital cost, monthly gross profit, finance rate and start-up delay. Never determine payback purely on ideal production, add installation, licensing, testing, startup, first-buyer payment terms, spare parts and at least one weak month of operation.
Should I produce flakes or pellets?
Pellet lines offer higher throughput, lower costs, and more flattened quality. Flake lines offer lower capital and suppliers are more familiar with PET washing plants and the flake therefrom. Always consider what buyers want before considering equipment preference.
Labor input for sorting and clean-up, yield loss, water treatment, wear parts, filter changes, rejected loads, time to receive payment from a buyer and idle hours often have much more impact on monthly expense than a difference in machine costs, which is expensive once paid for, but amortized away.
Can I start a recycling plant with $100,000?
Yes, in a small niche in a low cost country. Once washing, drying, pelletizing, infrastructure, permits, spare parts and working capital are considered, budget more than you think. Use $100,000 as a limiter, not as an indicator of full scope.
Related KITECH Resources
- Plastic washing system ROI estimator
- Plastic pelletizing machine cost guide
- Plastic recycling machine guide
- Rigid plastic recycling line guide
- PET flake price guide