Get in touch with Kitech Company
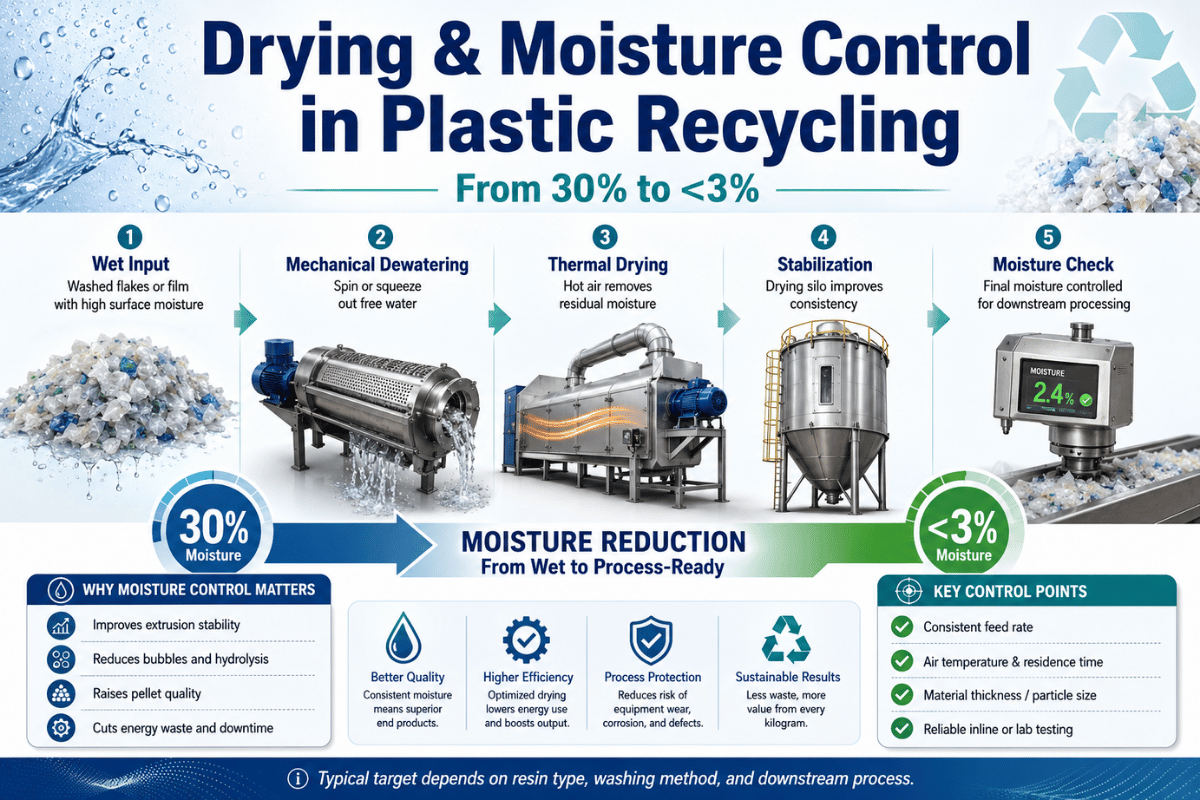
In drying and moisture control plastic recycling work, decisions made before material reaches the extruder shape final pellet quality. If free water, surface moisture, and absorbed moisture are not handled after washing, the line can see vapor at the die, rejected batches, and higher energy use.
This guide offers recycling plants a simple methodology to select an appropriate drying solution based on feedstock form, target moisture content, test point, and downstream risk. It covers the entire scope from washing-line layout and dewatering, through thermal and desiccant drying to moisture-meter controls, and pelletizing release rules.
Quick Specs
| Control window | After washing and before extrusion or pelletizing |
| Main moisture types | Free water, surface moisture, and absorbed moisture |
| Common equipment path | Mechanical dewatering, squeezing, hot-air drying, desiccant drying, and moisture testing |
| Kitech flexible-film signal | JGM plastic squeezing dryer: 200-1000 kg/h, 3-5% final moisture, and 92-95% water separation for suitable flexible materials |
| Best decision rule | Choose by material behavior, target moisture, line capacity, and test point, not by dryer name alone |
Contents
Moisture becomes a costly yield loss because it moves through the recycling process in several forms. Free water on flakes can drain readily from the material. Surface moisture clings to films, labels, fines, and rough-cut edges, while internal moisture can remain trapped inside the feedstock without being obvious at the surface.
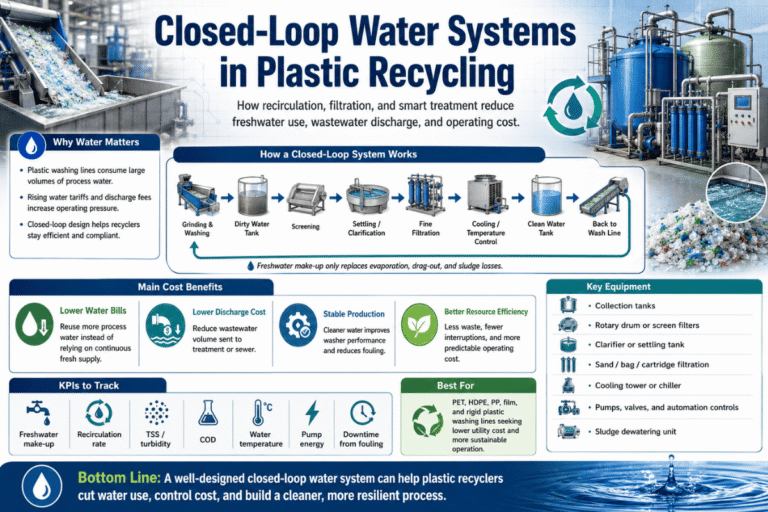
According to the Association of Plastic Recyclers, a plastics recycling facility processes plastic resin from post-consumer and post-industrial sources through grinding, washing, float/sink separation, rinsing, drying, elutriation, decontamination, and manufacturing steps. Drying is not a side step; it is a quality gate between water removal and valuable polymer recovery.
Plastics Technology warns against trusting surface appearance alone: recycled HDPE and PP can look dry while trapped water remains inside pellets or resin. Without careful moisture management, a plant can send a batch that looks dry into extrusion and then see vapor, foamy melt, inconsistent shot size, or unstable pellet density.
Common mistake
Many plants assume processed HDPE and PP pellets are dry because the surface looks clear. If batch release skips the dryer-discharge test, wet material can enter extrusion and trigger vapor at startup. Real failure is not simply a lack of drying capacity; it is the absence of a documented pelletizing release rule for pre-processing inspection.
Moisture content targets by material and output form
There is no single correct moisture content value for all types of recycled material. Different recycled materials like PET flake (which can be very wet before filter media), washed LDPE film, or hdpe granules before pelletizing behave very differently and require a target adjusted to feedstock form, downstream processes, and end product specification.
| Material/output form | Moisture behavior | Practical target signal | Use-condition note |
|---|---|---|---|
| LDPE film after washing | Water trapped in folds and film bundles | 3-5% final moisture from Kitech JGM squeezing dryer data | Single first-party equipment condition; verify with feedstock test run |
| PP woven bags | Water held in fabric structure and fines | Squeezing plus thermal trim drying when pelletizing needs a lower entry moisture | Do not use rigid-flake dryer rules without testing |
| Rigid HDPE/PP flakes | Mostly surface moisture, plus fines and hollow geometry | APR polyolefin lab practice dries flake below 1% by weight | APR lab practice is a reference point, not a universal production warranty |
| PET flakes | More moisture-sensitive before melt processing | APR PET practice includes washing, drying, elutriation, and melt filtration controls | Use PET-specific drying and quality checks before extrusion |
| Flexible mixed plastic | Variable thickness, surface area, and water retention | Industrial thermal drying commonly targets residual moisture below 3% in flexible plastic drying context | Tie target to flake size, thickness, airflow, and residence time |
| Hygroscopic engineering plastics | Moisture can sit inside the polymer | Desiccant drying and dew point control are often required | Do not rely on surface dewatering alone |
Drying system choices by type of plastic and recyclability risk
For a recycler, the right recycling machine setup depends on the type of plastic, contaminant load, and downstream processing. Different types of plastics absorb moisture differently: PET and PA can absorb water into the polymer, while PE and PP usually hold surface moisture around flakes, labels, fines, and folded film. A plastic drying machine using hot air can remove moisture from surfaces, but desiccant control may be needed when absorbed water turns into water vapor during extrusion or injection molding.
Proper drying protects plastic pellets from excess moisture, high moisture content, discoloration, corrosion around metal parts, and weak melt behavior. Treat the drying machine as part of the full line, not as a standalone fix: washing, sorting, dewatering, moisture testing, and batch release all affect the recyclability and value of recycled plastic.
9-Point Moisture Control Ladder: dewater, dry, then test
Do not install a generic plastic dryer as a generic “box-type” piece of equipment. Instead, map the flow from the raw material condition to the appropriate dewatering, the final drying step, and a testing location prior to pelletizing, to plan the entire washing line properly.
| Material/feedstock state | First drying move | Final control move | Test point |
|---|---|---|---|
| Wet film after washing | Squeeze free water | Thermal trim drying if extrusion needs it | Before agglomeration or pelletizing |
| Flexible film after dewatering | Check film bundle moisture | Hot-air or squeezing adjustment | Dryer discharge |
| PP woven bags | Squeezing dryer | Residence-time check | Before densifier or pelletizer |
| Rigid HDPE/PP flakes | Centrifugal dewatering | Thermal dryer if target is not met | Flake silo entry |
| PET bottle flakes | Centrifugal and thermal drying | PET-specific pre-drying before melt | Before extrusion |
| Mixed recycled pellets | Storage moisture control | Moisture meter release check | Before packaging or reuse |
| Hygroscopic plastics | Desiccant dryer | Dew point, airflow, and residence control | Hopper outlet |
| Low-value contaminated feedstock | Improve washing and fines removal first | Avoid drying dirt into pellets | After rinse and before dryer |
| High-value pelletizing feedstock | Stage drying by material | Document batch moisture | Batch release record |
Advantages
- Mechanical dewatering removes bulk water before heat is used.
- Squeezing dryers or dewatering presses are suited to films and woven materials with fold-trapped water.
- Desiccant drying addresses absorbed moisture in hygroscopic plastics.
Limitations
- For example, a high spin speed alone will usually not completely dry films to a state suitable for stable melt-processing in all circumstances.
- Additional heat cannot solve the problem alone; airflow, dew point, and residence time must also be optimized to avoid excessive energy consumption.
- Without a dedicated testing point on your dryer system, set to verify your target moisture level, your goals become merely a series of claims rather than an integrated control system.
“We caution recyclers not to simply order a dryer off the rack with an order number alone, but instead require confirmation of the material feed condition, its initial and targeted moisture levels, a plan for quality sampling and verification at an upstream point, and an assessment of pelletizing risks associated with insufficient drying.”
How moisture reaches the extruder and damages pellet quality
Wet material creates obvious and hidden problems within extrusion. Visible issues include vapor, foamy melt conditions, trailing bubbles, streaky finishes, splay marks, and rough pellet surfaces. Less visible damage includes low melt viscosity, variable shot size in molding, more frequent filter-media replacement, and polymer degradation.
Plastics Technology lists moisture-related defects such as blistering, voids, silver streaks, foamy melt, low melt viscosity, gas bubble trails, and surging. In recycling, teams may blame the extruder, screen changer, or pelletizer even when upstream material is too wet.
What moisture content is acceptable before plastic pelletizing?
Acceptable moisture content entering plastic pelletizing depends on the plastic, the feedstock form, and the required pellet quality. For instance, APR polyolefin lab practices use < 1% by weight in dried flake, while Kitech’s squeezing process records 3-5% final moisture for suitable flexible materials. Set release limits from test runs and write them down by material; do not reuse one number across PET, HDPE, LDPE, PP, and PA.
Engineering Note
APR O-P-00 polyolefin lab standards specify dried flake below 1% by weight, drying up to 60 °C, extrusion melt temperatures of 190 °C to 245 °C, and maximum barrel residence of 6 min. Treat these as lab-practice reference points; verify them against actual feedstock, pellet discharge, and extruder consistency in production.
| Spec checkpoint | Range or value to verify | Use condition |
|---|---|---|
| Flexible-film squeezing trial | 200 kg/h to 1000 kg/h; 3% to 5% final moisture | Use with suitable LDPE film, agricultural film, PP woven, PA, and HDPE feedstock |
| Mechanical water separation claim | 92% to 95% water separation | Confirm with actual film thickness, contamination level, and throughput |
| APR polyolefin lab moisture reference | Below 1% by weight; drying up to 60 °C | Reference condition only, not a production warranty |
| APR extrusion reference window | 190 °C to 245 °C melt temperature; 6 min maximum residence | Use to frame test-run risk before production release |
| Flexible-plastic thermal drying context | Below 3% residual moisture in common industrial context | Tie to flake thickness, size, air velocity, and incoming moisture |
| Dryer-discharge sampling starter rule | 1 kg composite sample plus 1 kg retain sample | Use only as a starting QA rule when no stricter plant standard exists |
| Storage recheck starter rule | 1 kg before silo entry and 1 kg before bagging | Use when pellets sit in humid air after drying |
| Throughput trial ladder | 200 kg/h, 500 kg/h, and 1000 kg/h load points | Run only when the line and feedstock can safely support the trial rate |
| Startup and steady-state check | 2 hr startup watch plus 4 hr steady-state record | Use when vapor appears only after the first material batch |
| Storage exposure check | 24 hr and 48 hr post-drying recheck | Use for pellets or flakes stored in humid air before packaging |
| Batch retain ladder | 1 kg wet feed, 1 kg dryer discharge, and 1 kg bagged material | Use to compare where moisture enters or returns |
| Moisture review band | 3%, 4%, and 5% review points | Use as an internal trend band, not as a universal pass/fail limit |
| Escalation retest ladder | 1%, 2%, 3%, 4%, 5%, 1 kg discharge sample, 1 kg hopper-entry sample, 2 kg wet-film reserve, 2 kg dry-flake reserve, 4 kg line-cleanout sample, 24 hr recheck, 48 hr recheck, and 72 hr storage recheck | Use when one batch fails the plant moisture limit and the operator needs a repeatable retest path |
| Line-history review cadence | 7 day, 30 day, 1 month, 3 month, and 6 month trend review | Use to connect moisture misses with screen changes, vapor events, and reject records |
| Standards context | How to use it in a dryer RFQ |
|---|---|
| ISO 15270:2008 | Use ISO quality-requirement language when defining recovery, recycling, and output specifications. |
| ISO/CD 15270-3 | Use ISO physical-recycling language for process KPIs, recycled material quality, and communication between recyclers. |
| ISO/DIS 15270-1 | Track ISO revision language when writing general principles for post-industrial and post-consumer recovery. |
| ISO 15270-5:2025 | Keep ISO organic-recycling scope separate from mechanical drying claims for PE, PP, PET, PA, and ABS. |
| ASTM D6869 | Reference Karl Fischer moisture testing when a buyer needs a lab method beyond a simple production moisture meter. |
| ASTM D7191 | Reference relative-humidity-sensor moisture testing when resin or pellet testing needs a documented lab method. |
Moisture testing and batch release rules before pelletizing
Testing does not need to start as a broad lab project. Stop treating pellet discharge as automatically approved; record moisture level before the stream moves downstream. Release rules should specify where to take the sample, when to take it, which device was used, what limit applies, and what happens when a batch fails.
How should recyclers measure moisture in plastic flakes?
Measure moisture immediately before the decision point: after final drying and before pelletizing, silo feeding, or bagging. For flake, take samples from multiple points along the flow; avoid taking one handful from the top of a storage bin.
With pellets and resin, moisture analyzers can work, but sampling protocol comes first. If a sample becomes humid in transit, or if you only capture material from the surface of the resin or pellet container, the reading can mislead the operator.
Dewater-Dry-Test Control Sheet
- Record material, form, and washing-line source.
- Record dryer path: centrifugal, squeezing, hot-air, desiccant, or combined.
- Sample at dryer discharge and before pelletizing.
- Hold any batch that misses the agreed moisture limit.
- Log extrusion symptoms against the batch record.
PET, HDPE, LDPE, PP, PA, and ABS moisture risks compared
Material behavior falls into hygroscopic and non-hygroscopic categories. Hygroscopic plastics absorb ambient water directly into the polymer. Non-hygroscopic materials usually hold water in surface crevices, creases, fines, or hollow-part geometry.
This distinction affects dryer choice and the moisture test point.
| Material group | Moisture risk | Drying implication |
|---|---|---|
| PET flakes | Sensitive before melt processing | Use PET-specific drying and QC before extrusion |
| HDPE and PP rigid flakes | Mostly surface moisture | Centrifugal drying plus thermal drying when the release target is not met |
| LDPE film and agricultural film | Water trapped in folds and high-surface-area film | Squeezing dryer is often the core dewatering step |
| PA, ABS, and engineering plastics | Higher internal moisture concern | Desiccant drying and dew point control may be required |
For flexible films and woven materials, the Kitech plastic squeezing dryer for flexible film moisture removal is the most direct option.
If one line must handle different material forms, compare dewatering technologies and match them to the actual material streams.
Failure signals: vapor, foamy melt, streaks, and screen changes
Moisture issues often surface in process-control signals before rejected finished product appears.
Problems like startup vapor, foamy melt, silver streaks, pellet voids, surging, or clogged screens are indicators that you should test material moisture before adjusting screw speed, melt temperature, or screen mesh.
| Observed signal | Likely moisture link | First corrective action |
|---|---|---|
| Vapor at die | Water entering melt zone | Test dryer discharge and hopper entry |
| Foamy melt | Moisture flashing under heat | Check drying time and airflow |
| Frequent screen changes | Wet fines and contaminants reaching melt filtration | Review washing, fines removal, and dryer path |
| Brittle or weak pellets | Material degradation or poor drying before melt | Separate material type and run a moisture-controlled trial |
Where dryers belong in washing, dewatering, and pelletizing lines
Drying belongs before packaging and storage, not after.
A facility that feeds wet, poorly washed flakes into a hot pelletizing process may dry contaminants into the product rather than remove moisture from clean material. A better sequence is to wash, densify where appropriate, rinse, squeeze mechanically, finish dry, test moisture, and then pack or transfer the material into storage.
Is a centrifugal dryer enough after washing plastic flakes?
In the case of certain rigid flakes, the only thing needed for centrifugal drying might be some water removed at the surface to pass the wash at discharge of the plant. This would not apply to flexible film, PP woven bags or feedstock containing folds and fines, which would require a combined path with squeezing and possibly thermal drying prior to pelletizing.
Kitech planners can match these drying options to the configuration of the plastic wash system, PP PE film wash system, PET bottle wash line and PET flake quality checker. A dryer should match the washing output, not struggle to compensate afterwards.
Dryer selection economics: energy, footprint, rejects, and TCO
A cheap dryer’s upfront cost rises if the process leaves material moist enough to create defects after pelletizing. Extra energy is often consumed because mechanical dewatering, air ingress, or dwell time was not controlled, not because the line needs more heat. Cost control depends on the moisture target, energy demand, installation size, maintenance access, and rejected throughput.
A 2026 Plastics Engineering article frames resin drying as an energy-control problem tied to dew point, airflow, residence time, air ingress, and blower horsepower. Recycling plants should take the same warning: more heat will not always resolve moisture problems when wet air enters the process or airflow is mismatched with material type and thickness.
TCO checklist for dryer selection
- Starting moisture and material form
- Target residual moisture at dryer discharge
- Energy demand for heat and airflow
- Floor space and maintenance access
- Reject Rate, Screen Changer Downtime with or without drying modifications
- Batch test cost and operator time
When matching process equipment, consider comparison of a squeezing dryer and centrifugal dryer against a plastic pelletizer line, a plastic granulator machine for recycled pellets and a plastic film pelletizing machine. The correct dryer purchase decision will be informed by a comparison of full line payback, not an isolated equipment purchase price.
2026 outlook: tighter recyclate quality and lower-energy moisture control
In 2026, the dryer purchasing process will increasingly focus on the demonstration of the controlled quality of the end product and reduced energy consumption. It will not be about whether a new default dryer target can be established. Rather, it’s about proving how moisture was managed throughout a batch, specifying the intended path through the dryer, and describing a controlled release decision based on that managed moisture target prior to pelletizing.
A 2023 Waste Management paper on flexible plastics describes thermal drying as one of the most energy-intensive operations in plastics recycling. It also links mechanical drying performance to air velocity, flake thickness, size, and moisture in both the solid product and the air. In proposals, test dryer technologies before simply increasing heating capacity.
Are you contemplating a wash system or pelletizing operation in 2026? Start by building the moisture requirements into your RFQ. Ask vendors what moisture they are assuming at your plant, what their target at discharge will be, what your sample and dryer residence time should be, their total energy projection and what your consequences are if you fail a batch test. This will clarify all your options including plastic pelletizing line solutions, hot wash layouts and dryer systems.
FAQ
Q: What is the best dryer for plastic film recycling?
Show Answer
For flexible film, a squeezing dryer stage usually handles the critical water-removal load because film folds hold water. Hot-air trim drying may still be needed when the pelletizer requires lower residual moisture. Confirm the setup with a trial at the planned film thickness, contamination level, and throughput.
Q: What moisture content is acceptable before pelletizing recycled plastic?
Open Answer
It depends on material and output quality. APR polyolefin practice uses dried flake below 1% by weight, while flexible-film squeeze-dryer data can finish at higher residual moisture. Use measured trial data for each feedstock rather than one universal number.
Q: How do you remove moisture from recycled HDPE and PP granules?
View Answer
Identify whether the moisture is on the surface, in fines, or gained in storage. Use mechanical dewatering for washed flakes, then controlled hot-air drying where required. Release the granules based on a moisture meter measurement before extrusion.
After hot-air drying, storage in moist air can add moisture back to the granules. If the first load shows no vapor but later loads do, check hopper residence time and storage humidity.
Q: Is a centrifugal dryer enough after washing plastic flakes?
View Answer
Sometimes. May work for rigid flakes if the moisture test passes.
Q: Do PET flakes need desiccant drying before extrusion?
View Answer
PET is hygroscopic during melting, so PET flakes need tighter drying and quality control than washed PE film. Dry PET flake according to the PET line supplier’s drying specification and measure moisture content before releasing material to extrusion.
Do not mix PET drying data with HDPE or PP data; the downstream risk is different.
Q: How should recyclers measure moisture in plastic flakes?
View Answer
Collect samples at a fixed point between final drying and the next process. Use several small samples across the flow instead of one handful from the top of a bin.
Q: Why does moisture cause bubbles or degradation in extrusion?
View Answer
Heat turns residual moisture into vapor, which forms bubbles, foam, or gas trails in the melt. Water can also accelerate polymer degradation in moisture-sensitive plastics. That is why dryer settings, residence time, and a pre-extrusion moisture test matter even when the pellets look clean.
What is a drying machine?
Open Answer
A drying machine removes free water, surface moisture, or absorbed moisture from washed plastic before storage, extrusion, or pelletizing. In recycling, it may be a centrifugal dryer, squeezing dryer, hot-air dryer, desiccant dryer, or a staged system.
What types of plastic can this system process?
Show Answer
A moisture-control system can be configured for LDPE film, PP woven bags, HDPE and PP rigid flakes, PET bottle flakes, PA, ABS, and mixed post-consumer streams. Each material needs its own dryer path, test point, and release rule.
How does moisture affect plastic recycling?
Read Answer
Moisture affects plastic recycling by reducing pellet quality, increasing vapor at the die, raising energy demand, and making downstream processing less stable. It also makes it harder to compare dryer performance unless every batch is measured at the same release point.
Plan your moisture-control line with Kitech
Whether your recycle stream contains wet film, PET bottles, HDPE/PP rigid flakes, or mixed post-consumer plastic, Kitech can plan washing, dewatering, drying, and pelletizing systems around the target moisture window.
Publication note
Moisture objectives for plastic recycling can be defined around feedstock, washer discharge, dryer design, ambient storage, and downstream extrusion needs. The ranges above are procurement and initial-test guidelines, not guaranteed production limits.
Related Articles
References & Sources
- Plastic Recycling Process – Association of Plastic Recyclers
- Standard Laboratory Processing Practices For PET – Association of Plastic Recyclers
- Polyolefin Standard Lab Processing Guidelines – Association of plastic Recyclers
- Evaluation of thermal drying for flexible plastics recycling – Waste Management / Universidad de Alicante
- Moisture in Resin – Plastics Technology
- Drying Basics – Plastics Technology
- Resin Drying: The Energy Elephant Hiding in Plain Sight – Plastics Engineering
Reviewed by Kitech engineering team
Recycling systems and wash-line designs for industrial plastic waste, including film, woven bags, PE bottles, HDPE/PP rigid flakes, and mixed post-consumer plastics.