Entre em contato com a Kitech Company
No trabalho de reciclagem de plástico de secagem e controle de umidade, as decisões tomadas antes que o material atinja a qualidade final do pellet da forma da extrusora Se a água livre, a umidade da superfície e a umidade absorvida não forem manuseadas após a lavagem, a linha pode ver vapor na matriz, lotes rejeitados e maior uso de energia.
Este guia oferece às plantas de reciclagem uma metodologia simples para selecionar uma solução de secagem apropriada com base na forma da matéria-prima, teor alvo de umidade, ponto de teste e risco a jusante. Abrange todo o escopo, desde o layout da linha de lavagem e desidratação, passando pela secagem térmica e dessecante até controles do medidor de umidade e regras de liberação de pelotização.
Especificações rápidas
| Janela controle | Após lavagem e antes da extrusão ou peletização |
| Tipos principais da umidade | Água livre, umidade superficial e umidade absorvida |
| Caminho comum do equipamento | Desidratação mecânica, compressão, secagem com ar quente, secagem dessecante e teste de umidade |
| Sinal de filme flexível Kitech | Secador de compressão de plástico JGM: 200-1000 kg/h, 3-51TP3 T umidade final, e 92-951TP3 T separação de água para materiais flexíveis adequados |
| Melhor regra de decisão | Escolha pelo comportamento do material, umidade alvo, capacidade da linha e ponto de teste, não apenas pelo nome do secador |
Conteúdo
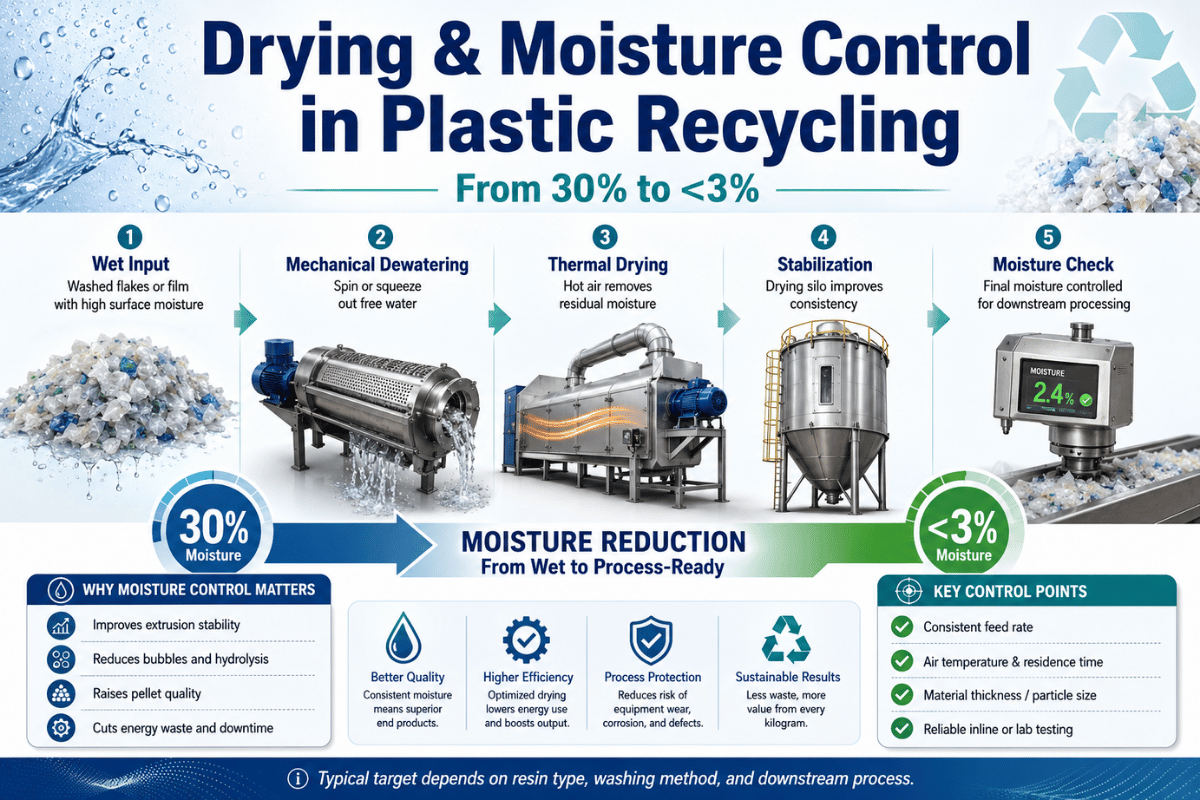
A umidade torna-se uma perda de rendimento dispendiosa porque se move através do processo de reciclagem em várias formas A água livre em flocos pode drenar prontamente do material A umidade da superfície se agarra a filmes, rótulos, finos e bordas cortadas em bruto, enquanto a umidade interna pode permanecer presa dentro da matéria-prima sem ser óbvia na superfície.
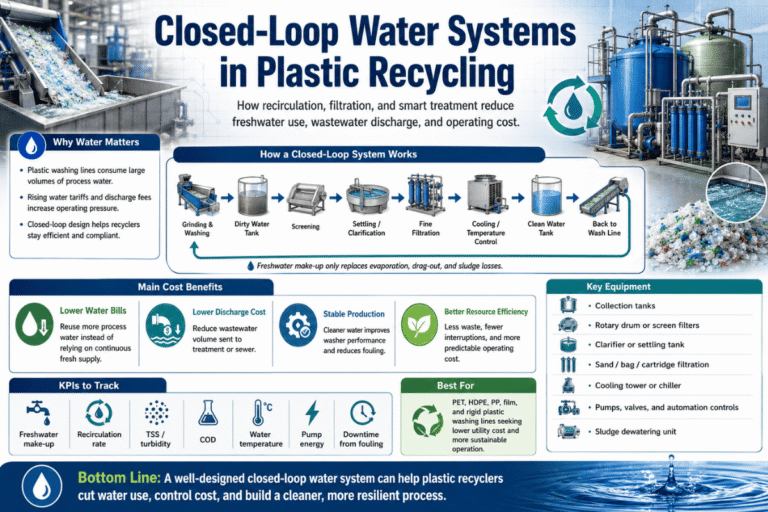
De acordo com a Associação de Recicladores de Plástico, uma instalação de reciclagem de plásticos processa resina plástica de fontes pós-consumo e pós-industriais através de etapas de moagem, lavagem, separação flutuador/afundador, enxágue, secagem, elutriação, descontaminação e secagem não é um passo lateral; é uma porta de qualidade entre a remoção de água e a valiosa recuperação de polímeros.
A tecnologia de plásticos alerta contra a aparência superficial confiável por si só: HDPE e PP reciclados podem parecer secos enquanto a água retida permanece dentro de pellets ou resina Sem gerenciamento cuidadoso de umidade, uma planta pode enviar um lote que parece seco para extrusão e depois ver vapor, fusão espumosa, tamanho de tiro inconsistente ou densidade instável de pellets.
Erro comum
Muitas plantas assumem que os pellets processados de HDPE e PP estão secos porque a superfície parece clara Se a liberação do lote pular o teste de descarga do secador, o material úmido pode entrar na extrusão e desencadear vapor na inicialização A falha real não é simplesmente uma falta de capacidade de secagem; é a ausência de uma regra documentada de liberação de pelotização para inspeção de pré-processamento.
Metas de teor de umidade por material e forma de saída
Não existe um único valor correto de teor de umidade para todos os tipos de material reciclado Diferentes materiais reciclados, como flocos de PET (que podem ser muito úmidos antes do meio filtrante), filme de LDPE lavado ou grânulos de hdpe antes da peletização, comportam-se de maneira muito diferente e exigem um alvo ajustado à forma de matéria-prima, processos a jusante e especificação do produto final.
| Formulário material/saída | Comportamento umidade | Sinal alvo prático | Nota de condição de uso |
|---|---|---|---|
| Filme de LDPE após a lavagem | Água presa em dobras e feixes de filmes | 3-5% umidade final de dados do secador de compressão Kitech JGM | Condição de equipamento único; verifique com o teste de matéria-prima |
| Sacos tecidos PP | Água retida na estrutura do tecido e finos | Espremer mais secagem térmica da guarnição quando peletização precisa uma umidade mais baixa da entrada | Não use regras de secador de flocos rígidos sem teste |
| Flocos rígidos de HDPE/PP | Principalmente umidade superficial, além de finos e geometria oca | APR polyolefin lab practice seca flocos abaixo de 1% em peso | A prática do laboratório APR é um ponto de referência, não uma garantia universal de produção |
| Flocos PET | Mais sensível à umidade antes do processamento por fusão | A prática APR PET inclui controles de lavagem, secagem, elutriação e filtração por fusão | Use a secagem específica do PET e verificações de qualidade antes da extrusão |
| Plástico misto flexível | Espessura variável, área de superfície e retenção de água | A secagem térmica industrial geralmente tem como alvo a umidade residual abaixo de 31TP3 T no contexto de secagem plástica flexível | Amarre o alvo ao tamanho, espessura, fluxo de ar e tempo de residência do floco |
| Plásticos de engenharia higroscópica | A umidade pode ficar dentro do polímero | Muitas vezes é necessária secagem dessecante e controle do ponto de orvalho | Não confie apenas na desidratação da superfície |
Escolhas do sistema de secagem por tipo de plástico e risco de reciclabilidade
Para um reciclador, a configuração correta da máquina de reciclagem depende do tipo de plástico, da carga de contaminantes e do processamento a jusante Diferentes tipos de plásticos absorvem a umidade de maneira diferente: PET e PA podem absorver água no polímero, enquanto PE e PP geralmente retêm a umidade da superfície em torno de flocos, rótulos, finos e filme dobrado Uma máquina de secagem de plástico usando ar quente pode remover a umidade das superfícies, mas o controle do dessecante pode ser necessário quando a água absorvida se transforma em vapor de água durante a extrusão ou moldagem por injeção.
A secagem adequada protege os pellets de plástico do excesso de umidade, alto teor de umidade, descoloração, corrosão ao redor das peças metálicas e comportamento fraco de fusão Trate a máquina de secagem como parte da linha completa, não como uma correção autônoma: lavagem, classificação, desidratação, teste de umidade e liberação de lote afetam a reciclabilidade e o valor do plástico reciclado.
Escada de controle de umidade de 9 pontos: desidrate, seque e teste
Não instale um secador de plástico genérico como uma peça genérica de equipamento “box-type” Em vez disso, mapeie o fluxo da condição da matéria-prima para a desidratação apropriada, a etapa final de secagem e um local de teste antes da peletização, para planejar toda a linha de lavagem adequadamente.
| Estado do material/matéria-prima | Primeiro movimento de secagem | Movimento de controle final | Ponto de teste |
|---|---|---|---|
| Filme molhado após a lavagem | Aperte água livre | Secagem térmica da guarnição se a extrusão precisa | Antes da aglomeração ou peletização |
| Filme flexível após a desidratação | Verifique a umidade do pacote de filme | Ajuste do ar quente ou do aperto | Secador descarga |
| Sacos tecidos PP | Secador espremer | Verificação do tempo de residência | Antes do densificador ou peletizador |
| Flocos rígidos de HDPE/PP | Desidratação centrífuga | Secador térmico se o alvo não for atingido | Entrada do silo do floco |
| Flocos de garrafas PET | Secagem centrífuga e térmica | Pré-secagem específica para PET antes de derreter | Antes da extrusão |
| Pellets reciclados mistos | Controle de umidade de armazenamento | Verificação de liberação do medidor de umidade | Antes da embalagem ou reutilização |
| Plásticos higroscópicos | Secador dessecante | Ponto de orvalho, fluxo de ar e controle de residência | Tomada Hopper |
| Matéria-prima contaminada de baixo valor | Melhore a lavagem e a remoção dos finos primeiramente | Evite secar a sujeira em pellets | Após enxaguar e antes de secar |
| Matéria-prima para pelotização de alto valor | Secagem por estágio por material | Documentar a umidade do lote | Registro de lançamento em lote |
Vantagens
- A desidratação mecânica remove a água a granel antes que o calor seja usado.
- Secadores de compressão ou prensas de desidratação são adequados para filmes e materiais tecidos com água presa por dobra.
- A secagem dessecante aborda a umidade absorvida em plásticos higroscópicos.
Limitações
- Por exemplo, uma alta velocidade de rotação por si só normalmente não secará completamente os filmes até um estado adequado para processamento de fusão estável em todas as circunstâncias.
- O calor adicional não pode resolver o problema sozinho; o fluxo de ar, o ponto de orvalho e o tempo de residência também devem ser otimizados para evitar o consumo excessivo de energia.
- Sem um ponto de teste dedicado no seu sistema de secador, definido para verificar o seu nível de umidade alvo, seus objetivos tornam-se apenas uma série de reivindicações, em vez de um sistema de controle integrado.
“Nós advertimos os recicladores a não simplesmente encomendar um secador fora do rack com um número de ordem sozinho, mas em vez disso exigir a confirmação da condição de alimentação do material, seus níveis de umidade iniciais e direcionados, um plano para amostragem de qualidade e verificação em um ponto a montante, e uma avaliação dos riscos de pelotização associados à secagem insuficiente.”
Como a umidade atinge a extrusora e danifica a qualidade do pellet
O material úmido cria problemas óbvios e ocultos na extrusão. Problemas visíveis incluem vapor, condições de fusão espumosa, bolhas traseiras, acabamentos listrados, marcas de respingos e superfícies ásperas de pellets. Danos menos visíveis incluem baixa viscosidade de fusão, tamanho de disparo variável na moldagem, substituição mais frequente do meio filtrante e degradação do polímero.
A Plastics Technology lista defeitos relacionados à umidade, como bolhas, vazios, listras prateadas, fusão espumosa, baixa viscosidade de fusão, trilhas de bolhas de gás e ondas. Na reciclagem, as equipes podem culpar a extrusora, o trocador de tela ou o peletizador, mesmo quando o material a montante está muito úmido.
Qual o teor de humidade aceitável antes da peletização de plástico?
O teor de umidade aceitável que entra na pelotização plástica depende do plástico, da forma de matéria-prima e da qualidade necessária do pellet Por exemplo, as práticas de laboratório de poliolefinas APR usam < 11TP3 T em peso em flocos secos, enquanto o processo de compressão da Kitech registra 3-51TP3 T de umidade final para materiais flexíveis adequados. Defina limites de liberação das execuções de teste e anote-os por material; não reutilize um número em PET, HDPE, LDPE, PP e PA.
Nota Engenharia
Os padrões de laboratório de poliolefinas APR OP-00 especificam flocos secos abaixo de 1% em peso, secagem até 60 °C, temperaturas de fusão por extrusão de 190 °C a 245 °C e residência máxima do barril de 6 min. Trate-os como pontos de referência de prática de laboratório; verifique-os em relação à matéria-prima real, descarga de pellets e consistência da extrusora na produção.
| Ponto de verificação de especificações | Faixa ou valor a verificar | Use condição |
|---|---|---|
| Teste de compressão de filme flexível | 200 kg/h a 1000 kg/h; 3% a 5% de umidade final | Use com filme de LDPE adequado, filme agrícola, tecido de PP, PA e matéria-prima de HDPE |
| Reivindicação mecânica de separação de água | Separação de água de 92% a 95% | Confirme com a espessura real do filme, o nível de contaminação e o rendimento |
| Referência de umidade do laboratório de poliolefina APR | Abaixo de 1% em peso; secagem até 60 °C | Condição de referência apenas, não uma garantia de produção |
| janela de referência de extrusão APR | Temperatura de fusão de 190 °C a 245 °C; Residência máxima de 6 minutos | Use para enquadrar o risco de teste antes do lançamento da produção |
| Contexto de secagem térmica flexível-plástica | Abaixo da umidade residual de 3% no contexto industrial comum | Amarre à espessura, tamanho, velocidade do ar e umidade recebida do floco |
| Regra inicial de amostragem de descarga do secador | 1 kg de amostra composta mais 1 kg de amostra retida | Use apenas como regra inicial de controle de qualidade quando não existir um padrão de planta mais rigoroso |
| Regra de inicialização de verificação de verificação de armazenamento | 1 kg antes da entrada do silo e 1 kg antes do ensacamento | Use quando os pellets ficarem no ar úmido após a secagem |
| Escada de teste de rendimento | Pontos de carga de 200 kg/h, 500 kg/h e 1000 kg/h | Execute somente quando a linha e a matéria-prima puderem suportar com segurança a taxa de teste |
| Verificação de inicialização e estado estacionário | relógio de inicialização de 2 horas mais recorde de estado estacionário de 4 horas | Utilizar quando o vapor só aparecer após o primeiro lote de material |
| Verificação da exposição ao armazenamento | Verificação pós-secagem 24 horas e 48 horas | Utilização para pellets ou flocos armazenados no ar húmido antes da embalagem |
| Escada de retenção em lote | 1 kg de alimentação úmida, 1 kg de descarga do secador e 1 kg de material ensacado | Use para comparar onde a umidade entra ou retorna |
| Banda de revisão de umidade | Pontos de revisão 3%, 4% e 5% | Use como uma banda de tendência interna, não como um limite universal de aprovação/reprovação |
| Escada de reteste de escalada | 1%, 2%, 3%, 4%, 5%, amostra de descarga de 1 kg, amostra de entrada de tremonha de 1 kg, reserva de filme úmido de 2 kg, reserva de floco seco de 2 kg, amostra de limpeza de linha de 4 kg, verificação de 24 horas, 48 horas de verificação novamente e verificação de armazenamento de 72 horas | Use quando um lote falhar no limite de umidade da planta e o operador precisar de um caminho de reteste repetível |
| Cadência de revisão do histórico de linhas | Revisão de tendências de 7 dias, 30 dias, 1 mês, 3 meses e 6 meses | Use para conectar falhas de umidade com alterações de tela, eventos de vapor e registros de rejeição |
| Contexto padrões | Como usá-lo em um secador RFQ |
|---|---|
| ISO 15270:2008 | Use a linguagem de exigência de qualidade ISO ao definir especificações de recuperação, reciclagem e saída. |
| ISO/CD 15270-3 | Use a linguagem de reciclagem física ISO para KPIs de processo, qualidade de material reciclado e comunicação entre recicladores. |
| ISO/DIS 15270-1 | Acompanhe a linguagem de revisão ISO ao escrever princípios gerais para recuperação pós-industrial e pós-consumo. |
| ISO 15270-5:2025 | Mantenha o escopo de reciclagem orgânica ISO separado das reivindicações de secagem mecânica para PE, PP, PET, PA e ABS. |
| ASTM D6869 | Referência Karl Fischer teste de umidade quando um comprador precisa de um método de laboratório além de um simples medidor de umidade de produção. |
| ASTM D7191 | Teste de umidade do sensor de umidade relativa de referência quando o teste de resina ou pellet precisa de um método de laboratório documentado. |
Teste de umidade e regras de liberação de lote antes da peletização
Os testes não precisam começar como um projeto de laboratório amplo Pare de tratar a descarga de pellets conforme aprovado automaticamente; registre o nível de umidade antes que o fluxo se mova rio abaixo As regras de liberação devem especificar onde colher a amostra, quando retirá-la, qual dispositivo foi usado, qual limite se aplica e o que acontece quando um lote falha.
Como os recicladores devem medir a umidade em flocos de plástico?
Meça a umidade imediatamente antes do ponto de decisão: após a secagem final e antes da peletização, alimentação com silo ou ensacamento Para flocos, colete amostras de vários pontos ao longo do fluxo; evite retirar um punhado do topo de uma caixa de armazenamento.
Com pellets e resina, os analisadores de umidade podem funcionar, mas o protocolo de amostragem vem em primeiro lugar Se uma amostra ficar úmida em trânsito, ou se você capturar apenas material da superfície do recipiente de resina ou pellet, a leitura pode enganar o operador.
Folha de controle de teste de água seca
- Registre material, formulário e fonte da linha de lavagem.
- Caminho do secador de registro: centrífugo, espremendo, quente-ar, dessecante, ou combinado.
- Amostra na descarga do secador e antes da peletização.
- Segure qualquer lote que não cumpra o limite de umidade acordado.
- Registre os sintomas de extrusão em relação ao registro do lote.
riscos de umidade PET, HDPE, LDPE, PP, PA e ABS comparados
O comportamento do material se enquadra nas categorias higroscópicas e não higroscópicas Os plásticos higroscópicos absorvem a água ambiente diretamente no polímero Os materiais não higroscópicos geralmente retêm água nas fendas superficiais, vincos, finos ou geometria da parte oca.
Esta distinção afeta a escolha do secador e o ponto de teste de umidade.
| Grupo material | Risco de umidade | Implicação de secagem |
|---|---|---|
| Flocos PET | Sensível antes do processamento de fusão | Use secagem específica para PET e QC antes da extrusão |
| Flocos rígidos HDPE e PP | Principalmente umidade superficial | Secagem centrífuga mais secagem térmica quando a meta de liberação não for atingida |
| Filme LDPE e filme agrícola | Água presa em dobras e filme de alta superfície | A espremer secador é frequentemente a etapa de desidratação do núcleo |
| PA, ABS e plásticos de engenharia | Maior preocupação com umidade interna | Pode ser necessário secagem dessecante e controle do ponto de orvalho |
Para filmes flexíveis e materiais tecidos, o Secador de compressão de plástico Kitech para remoção flexível de umidade de filme é a opção mais direta.
Se uma linha precisar lidar com diferentes formas de materiais, compare tecnologias desidratação e combine-os com os fluxos de material reais.
Sinais de falha: vapor, fusão espumosa, estrias e alterações na tela
Problemas de umidade geralmente surgem nos sinais de controle do processo antes que o produto acabado rejeitado apareça.
Problemas como vapor de inicialização, fusão espumosa, listras prateadas, vazios de pellets, surtos ou telas entupidas são indicadores de que você deve testar a umidade do material antes de ajustar a velocidade do parafuso, a temperatura de fusão ou a malha da tela.
| Sinal observado | Provavelmente ligação de umidade | Primeira ação corretiva |
|---|---|---|
| Vapor na morte | Água entrando na zona de fusão | Teste a descarga do secador e a entrada da tremonha |
| Derretimento espumoso | Umidade piscando sob calor | Verifique o tempo de secagem e o fluxo de ar |
| Mudanças frequentes de tela | Finos úmidos e contaminantes que atingem a filtração por fusão | Revise a lavagem, a remoção de finos e o caminho do secador |
| Pellets frágeis ou fracos | Degradação do material ou secagem deficiente antes de derreter | Tipo de material separado e execute um teste controlado por umidade |
Onde os secadores pertencem às linhas de lavagem, desidratação e peletização
A secagem pertence antes da embalagem e armazenamento, não depois.
Uma instalação que alimenta flocos úmidos e mal lavados em um processo de peletização a quente pode secar contaminantes no produto em vez de remover a umidade do material limpo Uma sequência melhor é lavar, densificar quando apropriado, enxaguar, espremer mecanicamente, terminar a secagem, testar a umidade e, em seguida, embalar ou transferir o material para armazenamento.
Um secador centrífugo é suficiente depois de lavar flocos de plástico?
No caso de certos flocos rígidos, a única coisa necessária para a secagem centrífuga pode ser alguma água removida na superfície para passar a lavagem na descarga da planta Isso não se aplicaria a filme flexível, sacos tecidos de PP ou matéria-prima contendo dobras e finos, o que exigiria um caminho combinado com compressão e possivelmente secagem térmica antes da peletização.
Os planejadores Kitech podem combinar essas opções de secagem com a configuração do sistema lavagem plástico, Sistema lavagem filme PP PE, Linha lavagem garrafa PET e Verificador qualidade flocos PET. Um secador deve corresponder à produção de lavagem, e não ter dificuldade em compensar depois.
Economia de seleção de secadores: energia, pegada, rejeições e TCO
O custo inicial de um secador barato aumenta se o processo deixar o material úmido o suficiente para criar defeitos após a peletização Energia extra é frequentemente consumida porque a desidratação mecânica, a entrada de ar ou o tempo de permanência não foram controlados, não porque a linha precise de mais calor O controle de custos depende da meta de umidade, demanda de energia, tamanho da instalação, acesso de manutenção e taxa de transferência rejeitada.
Um artigo da Plastics Engineering de 2026 enquadra a secagem de resina como um problema de controle de energia ligado ao ponto de orvalho, fluxo de ar, tempo de residência, entrada de ar e potência do soprador As plantas de reciclagem devem receber o mesmo aviso: mais calor nem sempre resolverá os problemas de umidade quando o ar úmido entra no processo ou o fluxo de ar é incompatível com o tipo e a espessura do material.
Lista de verificação TCO para seleção de secador
- Começando a umidade e a forma do material
- Alvo de umidade residual na descarga do secador
- Demanda de energia para calor e fluxo de ar
- Espaço e acesso de manutenção
- Taxa de rejeição, tempo de inatividade do trocador de tela com ou sem modificações de secagem
- Custo do teste do lote e tempo do operador
Ao combinar equipamentos de processo, considere a comparação de a secador de compressão e secador centrífugo contra a linha pelotizador plástico, a máquina granuladora de plástico para pellets reciclados e a máquina peletização filme plástico. A decisão correta de compra do secador será informada por uma comparação entre o retorno total da linha e não um preço de compra de equipamento isolado.
Perspectiva para 2026: qualidade de reciclagem mais rígida e controle de umidade com menor consumo de energia
Em 2026, o processo de compra do secador se concentrará cada vez mais na demonstração da qualidade controlada do produto final e na redução do consumo de energia Não será sobre se uma nova meta padrão do secador pode ser estabelecida Em vez disso, trata-se de provar como a umidade foi gerenciada ao longo de um lote, especificando o caminho pretendido através do secador e descrevendo uma decisão de liberação controlada com base nessa meta de umidade gerenciada antes da peletização.
Um artigo de Gerenciamento de Resíduos de 2023 sobre plásticos flexíveis descreve a secagem térmica como uma das operações mais intensivas em energia na reciclagem de plásticos Também vincula o desempenho da secagem mecânica à velocidade do ar, espessura do floco, tamanho e umidade tanto no produto sólido quanto no ar Em propostas, teste as tecnologias de secador antes de simplesmente aumentar a capacidade de aquecimento.
Você está contemplando um sistema de lavagem ou operação de pelotização em 2026? comece construindo os requisitos de umidade em sua RFQ Pergunte aos fornecedores qual umidade eles estão assumindo em sua fábrica, qual será sua meta na descarga, qual deve ser o tempo de residência da amostra e do secador, sua projeção total de energia e quais são suas consequências se você falhar em um teste de lote Isso esclarecerá todas as suas opções, incluindo linha pelotização plástico soluções, layouts de lavagem a quente e sistemas de secador.
Perguntas frequentes
Q: Qual é o melhor secador para reciclagem de filme plástico?
Mostrar resposta
Para filme flexível, um estágio de secagem por compressão geralmente lida com a carga crítica de remoção de água porque as dobras do filme retêm água. A secagem por corte de ar quente ainda pode ser necessária quando o peletizador requer menor umidade residual. Confirme a configuração com um teste na espessura planejada do filme, nível de contaminação e rendimento.
Q: Que teor de umidade é aceitável antes de peletizar o plástico reciclado?
Abrir Resposta
Depende da qualidade do material e da saída A prática da poliolefina APR usa flocos secos abaixo de 11TP3 T em peso, enquanto os dados do squeeze-dryer de filme flexível podem terminar com umidade residual mais alta Use dados de teste medidos para cada matéria-prima em vez de um número universal.
Q: Como você remove a umidade dos grânulos reciclados de HDPE e PP?
Ver Resposta
Identifique se a umidade está na superfície, em finos ou ganha no armazenamento Use a desidratação mecânica para flocos lavados e, em seguida, a secagem controlada com ar quente, quando necessário. Libere os grânulos com base na medição do medidor de umidade antes da extrusão.
Após a secagem com ar quente, o armazenamento em ar úmido pode adicionar umidade de volta aos grânulos. Se a primeira carga não apresentar vapor, mas as cargas posteriores o fizerem, verifique o tempo de residência da tremonha e a umidade de armazenamento.
P: Um secador centrífugo é suficiente depois de lavar flocos de plástico?
Ver Resposta
Às vezes. Pode funcionar para flocos rígidos se o teste de umidade for aprovado.
Q: Os flocos do ANIMAL DE ESTIMAÇÃO precisam a secagem dessecante antes da extrusão?
Ver Resposta
PET é higroscópico durante a fusão, então os flocos PET precisam de secagem mais apertada e controle de qualidade do que o filme PE lavado Floco PET seco de acordo com a especificação de secagem do fornecedor da linha PET e medir o teor de umidade antes de liberar o material para extrusão.
Não misture dados de secagem PET com dados de HDPE ou PP; o risco a jusante é diferente.
P: Como os recicladores devem medir a umidade em flocos de plástico?
Ver Resposta
Coletar amostras em um ponto fixo entre a secagem final e o próximo processo Use várias amostras pequenas através do fluxo em vez de um punhado do topo de uma lixeira.
Q: Por que a umidade causa bolhas ou degradação na extrusão?
Ver Resposta
O calor transforma a umidade residual em vapor, que forma bolhas, espuma ou rastros de gás no fundido A água também pode acelerar a degradação do polímero em plásticos sensíveis à umidade É por isso que as configurações do secador, o tempo de residência e uma matéria de teste de umidade pré-extrusão, mesmo quando os pellets parecem limpos.
O que é uma máquina de secagem?
Abrir Resposta
Uma máquina de secagem remove água livre, umidade superficial ou umidade absorvida do plástico lavado antes do armazenamento, extrusão ou peletização. Na reciclagem, pode ser um secador centrífugo, um secador de compressão, um secador de ar quente, um secador dessecante ou um sistema escalonado.
Que tipos de plástico este sistema pode processar?
Mostrar resposta
Um sistema de controle de umidade pode ser configurado para filme de LDPE, sacos tecidos de PP, flocos rígidos de HDPE e PP, flocos de garrafas PET, PA, ABS e fluxos mistos pós-consumo Cada material precisa de seu próprio caminho de secador, ponto de teste e regra de liberação.
Como a umidade afeta a reciclagem de plástico?
Ler Resposta
A umidade afeta a reciclagem de plástico, reduzindo a qualidade dos pellets, aumentando o vapor na matriz, aumentando a demanda de energia e tornando o processamento a jusante menos estável. Também torna mais difícil comparar o desempenho do secador, a menos que cada lote seja medido no mesmo ponto de liberação.
Planeje sua linha de controle de umidade com a Kitech
Quer o seu fluxo de reciclagem contenha película húmida, garrafas PET, flocos rígidos de HDPE/PP ou plástico misto pós-consumo, a Kitech pode planear sistemas de lavagem, desidratação, secagem e peletização em torno da janela de humidade alvo.
Nota de publicação
Os objetivos de umidade para reciclagem de plástico podem ser definidos em torno das necessidades de matéria-prima, descarga da lavadora, projeto do secador, armazenamento ambiente e extrusão a jusante. As faixas acima são diretrizes de aquisição e teste inicial, e não limites de produção garantidos.
Artigos Relacionados
Referências e fontes
- Processo de Reciclagem de Plástico Ção de Recicladores de Plástico
- Práticas padrão de processamento laboratorial para PET Ção de Recicladores de Plástico
- Diretrizes de processamento de laboratório padrão de poliolefina Ção de Recicladores de plástico
- Avaliação da secagem térmica para reciclagem de plásticos flexíveis (Gestão de Resíduos)/Universidade de Alicante
- Umidade em Resina – Tecnologia
- Noções básicas de secagem – Tecnologia
- Secagem de resina: o elefante energético escondido à vista de todos – Engenharia
Avaliado pela equipe de engenharia da Kitech
Sistemas de reciclagem e designs de linhas de lavagem para resíduos plásticos industriais, incluindo filmes, sacos tecidos, garrafas de PE, flocos rígidos de HDPE/PP e plásticos mistos pós-consumo.