Póngase en contacto con Kitech Company
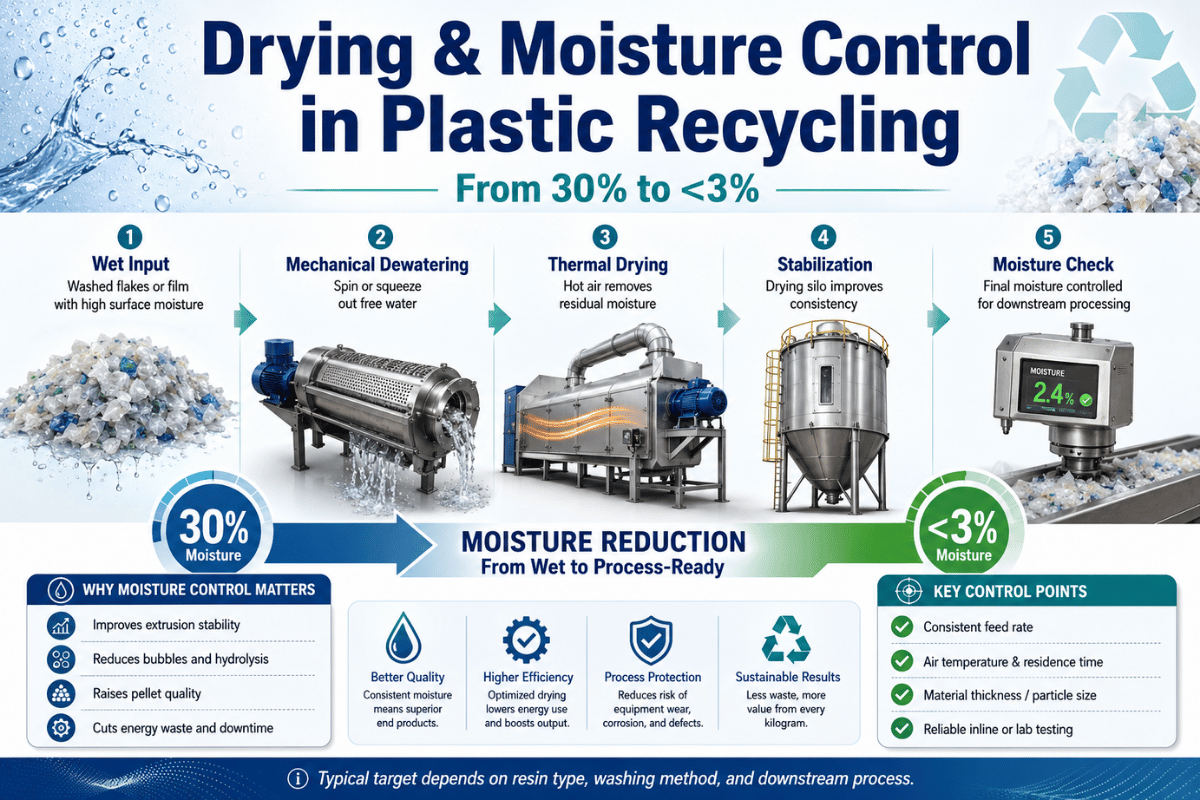
En los trabajos de reciclaje de plástico para el control de la humedad y el secado, las decisiones se toman antes de que el material alcance la calidad final del pellet en forma de extrusora. Si no se maneja agua libre, humedad de la superficie y humedad absorbida después del lavado, la línea puede ver vapor en el troquel, lotes rechazados y un mayor uso de energía.
Esta guía ofrece a las plantas de reciclaje una metodología simple para seleccionar una solución de secado adecuada según la forma de la materia prima, el contenido de humedad objetivo, el punto de prueba y el riesgo posterior. Cubre todo el alcance, desde el diseño del tendedero y la deshidratación, pasando por el secado térmico y desecante hasta los controles del medidor de humedad y las reglas de liberación de peletización.
Especificaciones rápidas
| Ventana de control | Después del lavado y antes de la extrusión o peletización |
| Principales tipos de humedad | Agua libre, humedad superficial y humedad absorbida |
| Camino de equipos comunes | Deshidratación mecánica, exprimido, secado con aire caliente, secado con desecante y prueba de humedad |
| Señal de película flexible Kitech | Secador exprimidor de plástico JGM: 200-1000 kg/h, 3-5% de humedad final y 92-95% de separación de agua para materiales flexibles adecuados |
| Regula de decizie bună | Elija por comportamiento del material, humedad objetivo, capacidad de la línea y punto de prueba, no solo por el nombre del secador |
Contenidos
La humedad se convierte en una costosa pérdida de rendimiento porque se mueve a través del proceso de reciclaje de varias formas. El agua libre sobre escamas puede drenar fácilmente del material. La humedad superficial se adhiere a películas, etiquetas, finos y bordes ásperos, mientras que la humedad interna puede permanecer atrapada dentro de la materia prima sin ser evidente en la superficie.
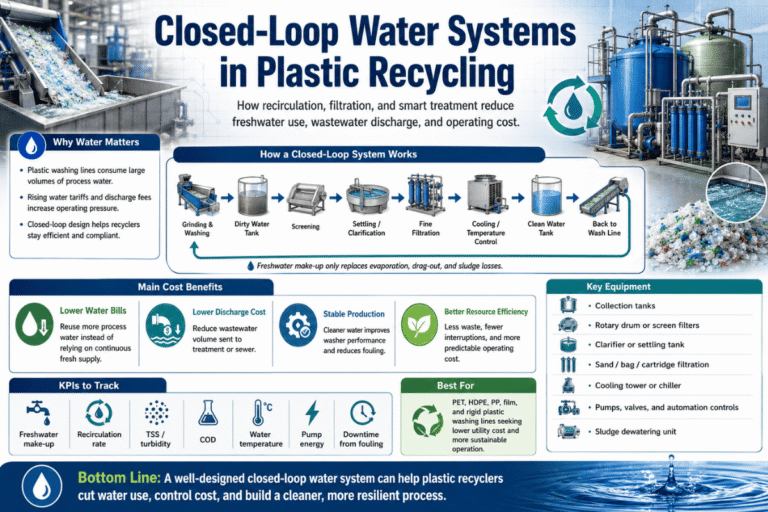
Según la Asociación de Recicladores de Plásticos, una instalación de reciclaje de plásticos procesa resina plástica de fuentes posconsumo y postindustriales mediante los pasos de molienda, lavado, separación de flotador/sumidero, enjuague, secado, elutriación, descontaminación y fabricación. El secado no es un paso secundario; es una puerta de calidad entre la eliminación de agua y la valiosa recuperación de polímeros.
La tecnología de plásticos advierte contra la confianza en la apariencia de la superficie por sí sola: el HDPE y el PP reciclados pueden parecer secos mientras el agua atrapada permanece dentro de los gránulos o la resina. Sin un manejo cuidadoso de la humedad, una planta puede enviar un lote que parece seco a la extrusión y luego ver vapor, fusión espumosa, tamaño de disparo inconsistente o densidad de gránulos inestable.
Error común
Muchas plantas suponen que los gránulos de HDPE y PP procesados están secos porque la superficie parece clara. Si la liberación del lote se salta la prueba de descarga del secador, el material húmedo puede entrar en extrusión y provocar vapor al inicio. El verdadero fracaso no es simplemente la falta de capacidad de secado; es la ausencia de una regla documentada de liberación de peletización para la inspección previa al procesamiento.
Objetivos de contenido de humedad por material y forma de salida
No existe un valor único de contenido de humedad correcto para todos los tipos de material reciclado. Diferentes materiales reciclados como escamas de PET (que pueden estar muy húmedas antes de los medios filtrantes), películas de LDPE lavadas o gránulos de HDPE antes de la peletización se comportan de manera muy diferente y requieren un objetivo ajustado a la forma de la materia prima, los procesos posteriores y las especificaciones del producto final.
| Material/forma de salida | Comportamiento de humedad | Señal de objetivo práctica | Nota de condición de uso |
|---|---|---|---|
| Película de LDPE después del lavado | Agua atrapada en pliegues y haces de películas | 3-5% humedad final de los datos del secador exprimidor Kitech JGM | Condición única del equipo propio; verificar con la prueba de materia prima |
| Bolsas tejidas de PP | Agua retenida en estructura de tela y finos | La compresión más el secado térmico al peletizar necesita una menor humedad de entrada | No utilice reglas para secadores de escamas rígidas sin realizar pruebas |
| Copos rígidos de HDPE/PP | Principalmente humedad superficial, además de finos y geometría hueca | La práctica de laboratorio de poliolefina APR seca las escamas por debajo de 1% en peso | la práctica del laboratorio APR es un punto de referencia, no una garantía de producción universal |
| Copos de PET | Más sensible a la humedad antes del procesamiento en estado fundido | la práctica de APR PET incluye controles de lavado, secado, elutriación y filtración en estado fundido | Utilice secado específico de PET y controles de calidad antes de la extrusión |
| Plástico mixto flexible | Espesor variable, superficie y retención de agua | El secado térmico industrial comúnmente se dirige a la humedad residual por debajo de 3% en un contexto de secado de plástico flexible | Ate el objetivo al tamaño, grosor, flujo de aire y tiempo de residencia de las escamas |
| Plásticos de ingeniería higroscópicos | La humedad puede reposar dentro del polímero | A menudo se requiere secado desecante y control del punto de rocío | No confíe únicamente en la deshidratación superficial |
Opciones de sistemas de secado por tipo de plástico y riesgo de reciclabilidad
Para un reciclador, la configuración correcta de la máquina de reciclaje depende del tipo de plástico, la carga de contaminantes y el procesamiento posterior. Los diferentes tipos de plásticos absorben la humedad de manera diferente: el PET y el PA pueden absorber agua en el polímero, mientras que el PE y el PP generalmente retienen la humedad de la superficie alrededor de escamas, etiquetas, finos y películas plegadas. Una secadora de plástico que utiliza aire caliente puede eliminar la humedad de las superficies, pero puede ser necesario un control desecante cuando el agua absorbida se convierte en vapor de agua durante la extrusión o el moldeo por inyección.
El secado adecuado protege los gránulos de plástico del exceso de humedad, el alto contenido de humedad, la decoloración, la corrosión alrededor de las piezas metálicas y el comportamiento débil de la masa fundida. Trate la máquina secadora como parte de la línea completa, no como una solución independiente: el lavado, la clasificación, la deshidratación, las pruebas de humedad y la liberación de lotes afectan la reciclabilidad y el valor del plástico reciclado.
Escalera de control de humedad de 9 puntos: deshidratar, secar y luego probar
No instale un secador de plástico genérico como equipo genérico “tipo caja”. En su lugar, mapee el flujo desde la condición de la materia prima hasta la deshidratación adecuada, el paso final de secado y un lugar de prueba antes de la peletización, para planificar adecuadamente toda la línea de lavado.
| Estado del material/materia prima | Primer movimiento de secado | Movimiento de control final | Punto de prueba |
|---|---|---|---|
| Película húmeda después del lavado | Exprime el agua libre | Secado térmico si la extrusión lo necesita | Antes de la aglomeración o peletización |
| Película flexible después de la deshidratación | Compruebe la humedad del haz de películas | Ajuste por aire caliente o compresión | Descarga del secador |
| Bolsas tejidas de PP | Secador exprimible | Verificación del tiempo de residencia | Antes del densificador o peletizador |
| Copos rígidos de HDPE/PP | Deshidratación centrífuga | Secador térmico si no se cumple el objetivo | Entrada al silo de escamas |
| Copos de botella de PET | Secado centrífugo y térmico | Presecado específico de PET antes de la fusión | Antes de la extrusión |
| Pellets reciclados mixtos | Control de humedad de almacenamiento | Verificación de liberación del medidor de humedad | Antes de envasar o reutilizar |
| Plásticos higroscópicos | Secador desecante | Punto de rocío, flujo de aire y control de residencia | Salida de tolva |
| Materia prima contaminada de bajo valor | Primero mejore el lavado y la eliminación de finos | Evite secar la suciedad en bolitas | Después del enjuague y antes de la secadora |
| Materia prima peletizante de alto valor | Secado por etapas por material | Documente la humedad del lote | Registro de lanzamiento por lotes |
Ventajas
- La deshidratación mecánica elimina el agua a granel antes de utilizar el calor.
- Las secadoras exprimidoras o prensas deshidratantes son adecuadas para películas y materiales tejidos con agua atrapada.
- El secado desecante aborda la humedad absorbida en plásticos higroscópicos.
Limitaciones
- Por ejemplo, una alta velocidad de centrifugado por sí sola normalmente no secará completamente las películas hasta un estado adecuado para un procesamiento de fusión estable en todas las circunstancias.
- El calor adicional no puede resolver el problema por sí solo; También se deben optimizar el flujo de aire, el punto de rocío y el tiempo de residencia para evitar un consumo excesivo de energía.
- Sin un punto de prueba dedicado en su sistema de secadora, configurado para verificar su nivel de humedad objetivo, sus objetivos se convierten simplemente en una serie de afirmaciones en lugar de un sistema de control integrado.
“Advertimos a los recicladores que no simplemente soliciten una secadora de la rejilla solo con un número de pedido, sino que requieran confirmación de la condición de alimentación del material, sus niveles de humedad iniciales y específicos, un plan para el muestreo y verificación de calidad en un punto aguas arriba, y una evaluación de los riesgos de peletización asociados con un secado insuficiente”
Cómo llega la humedad a la extrusora y daña la calidad de los pellets
El material húmedo crea problemas obvios y ocultos dentro de la extrusión. Los problemas visibles incluyen vapor, condiciones de fusión espumosas, burbujas finales, acabados rayados, marcas de dispersión y superficies rugosas de los gránulos. Los daños menos visibles incluyen baja viscosidad de la masa fundida, tamaño de disparo variable en el moldeo, reemplazo más frecuente de los medios filtrantes y degradación del polímero.
Plastics Technology enumera defectos relacionados con la humedad, como ampollas, huecos, rayas plateadas, fusión espumosa, baja viscosidad de la masa fundida, rastros de burbujas de gas y aumentos repentinos. En el reciclaje, los equipos pueden culpar a la extrusora, al cambiador de pantalla o al peletizador incluso cuando el material aguas arriba está demasiado húmedo.
¿qué contenido de humedad es aceptable antes de peletizar el plástico?
El contenido de humedad aceptable que ingresa a la peletización del plástico depende del plástico, la forma de la materia prima y la calidad requerida del pellet. Por ejemplo, las prácticas de laboratorio de poliolefina APR utilizan < 1% en peso en escamas secas, mientras que el proceso de compresión de Kitech registra la humedad final de 3-5% para materiales flexibles adecuados. Establezca límites de liberación de las pruebas y anótelos por material; no reutilice un número en PET, HDPE, LDPE, PP y PA.
Nota de ingeniería
Los estándares de laboratorio de poliolefina APR OP-00 especifican escamas secas por debajo de 1% en peso, secado hasta 60 °C, temperaturas de fusión por extrusión de 190 °C a 245 °C y residencia máxima en barrica de 6 min. Trátelos como puntos de referencia de práctica de laboratorio; verificarlos con la materia prima real, la descarga de pellets y la consistencia de la extrusora en la producción.
| Punto de control de especificaciones | Rango o valor a verificar | Condición de uso |
|---|---|---|
| Prueba de compresión de películas flexibles | 200 kg/h a 1000 kg/h; 3% a 5% humedad final | Úselo con película de LDPE, película agrícola, tejido de PP, PA y materia prima de HDPE adecuados |
| Reclamación por separación mecánica de agua | Separación de agua 92% a 95% | Confirme con el espesor real de la película, el nivel de contaminación y el rendimiento |
| referencia de humedad del laboratorio de poliolefina APR | Por debajo de 1% en peso; secado hasta 60 °C | Sólo condición de referencia, no garantía de producción |
| Ventana de referencia de extrusión APR | Temperatura de fusión de 190 °C a 245 °C; Residencia máxima de 6 min | Úselo para enmarcar el riesgo de ejecución de prueba antes del lanzamiento de la producción |
| Contexto de secado térmico de plástico flexible | Por debajo de 3% de humedad residual en un contexto industrial común | Ate al espesor, tamaño, velocidad del aire y humedad entrante de las escamas |
| Regla inicial del muestreo de descarga del secador | 1 kg de muestra compuesta más 1 kg de muestra retenida | Úselo sólo como regla de control de calidad inicial cuando no exista un estándar de planta más estricto |
| Almacenamiento vuelva a verificar la regla inicial | 1 kg antes de la entrada al silo y 1 kg antes del embolsado | Úselo cuando los gránulos se asienten en aire húmedo después del secado |
| Escalera de prueba de rendimiento | Puntos de carga de 200 kg/h, 500 kg/h y 1000 kg/h | Ejecute solo cuando la línea y la materia prima puedan soportar de manera segura la tasa de prueba |
| Inicio y verificación de estado estacionario | Reloj de inicio de 2 horas más registro de estado estacionario de 4 horas | Úselo cuando aparezca vapor solo después del primer lote de material |
| Verificarea expoziției de almacenaje | Revisión posterior al secado de 24 h y 48 h | Úselo para gránulos o escamas almacenados en aire húmedo antes del embalaje |
| Escalera de retención por lotes | 1 kg de alimento húmedo, 1 kg de descarga de secadora y 1 kg de material en bolsas | Úselo para comparar dónde entra o regresa la humedad |
| Banda de revisión de humedad | Puntos de revisión 3%, 4% y 5% | Úselo como banda de tendencia interna, no como límite universal de aprobación/falla |
| Escalera de repetición de pruebas de escalada | 1%, 2%, 3%, 4%, 5%, 1 kg de muestra de descarga, 1 kg de muestra de entrada de tolva, 2 kg de reserva de película húmeda, 2 kg de reserva de copos secos, 4 kg de muestra de limpieza de línea, 24 horas de nueva verificación, 48 horas de nueva verificación y revisión de almacenamiento de 72 horas | Úselo cuando un lote no supera el límite de humedad de la planta y el operador necesita una ruta de nueva prueba repetible |
| Cadencia de revisión de la historia de la línea | Revisión de tendencias de 7 días, 30 días, 1 mes, 3 meses y 6 meses | Úselo para conectar errores de humedad con cambios de pantalla, eventos de vapor y registros de rechazo |
| Contexto de estándares | Cómo utilizarlo en una RFQ de secadora |
|---|---|
| ISO 15270:2008 | Utilice el lenguaje de requisitos de calidad ISO al definir las especificaciones de recuperación, reciclaje y salida. |
| ISO/CD 15270-3 | Utilice el lenguaje de reciclaje físico ISO para los KPI de proceso, la calidad del material reciclado y la comunicación entre recicladores. |
| ISO/DIS 15270-1 | Realice un seguimiento del lenguaje de revisión ISO al escribir principios generales para la recuperación postindustrial y posconsumo. |
| ISO 15270-5:2025 | Mantenga el alcance del reciclaje orgánico ISO separado de las reivindicaciones de secado mecánico para PE, PP, PET, PA y ABS. |
| ASTM D6869 | Haga referencia a las pruebas de humedad de Karl Fischer cuando un comprador necesita un método de laboratorio más allá de un simple medidor de humedad de producción. |
| ASTM D7191 | Prueba de humedad del sensor de humedad relativa de referencia cuando las pruebas de resina o pellets necesitan un método de laboratorio documentado. |
Pruebas de humedad y reglas de liberación de lotes antes de la peletización
No es necesario que las pruebas comiencen como un proyecto de laboratorio amplio. Dejar de tratar la descarga de pellets como aprobada automáticamente; registrar el nivel de humedad antes de que la corriente avance río abajo. Las reglas de liberación deben especificar dónde tomar la muestra, cuándo tomarla, qué dispositivo se utilizó, qué límite se aplica y qué sucede cuando falla un lote.
¿cómo deberían medir los recicladores la humedad en las escamas de plástico?
Mida la humedad inmediatamente antes del punto de decisión: después del secado final y antes de peletizar, alimentar con silos o ensacar. Para escamas, tome muestras de múltiples puntos a lo largo del flujo; Evite tomar un puñado de la parte superior de un contenedor de almacenamiento.
Con gránulos y resina, los analizadores de humedad pueden funcionar, pero el protocolo de muestreo es lo primero. Si una muestra se vuelve húmeda durante el tránsito, o si solo captura material de la superficie del recipiente de resina o gránulos, la lectura puede inducir a error al operador.
Hoja de control de prueba de deshidratación y secado
- Registre el material, el formulario y la fuente del tendedero.
- Ruta del secador de discos: centrífugo, exprimible, de aire caliente, desecante o combinado.
- Muestra al descargar la secadora y antes de la peletización.
- Mantenga cualquier lote que no alcance el límite de humedad acordado.
- Registre los síntomas de extrusión en el registro del lote.
Comparación de los riesgos de humedad de PET, HDPE, LDPE, PP, PA y ABS
El comportamiento del material se divide en categorías higroscópicas y no higroscópicas. Los plásticos higroscópicos absorben agua ambiental directamente en el polímero. Los materiales no higroscópicos suelen retener agua en grietas superficiales, pliegues, finos o geometría de partes huecas.
Esta distinción afecta la elección del secador y el punto de prueba de humedad.
| Grupo material | Riesgo de humedad | Implicación de secado |
|---|---|---|
| Copos de PET | Sensible antes del procesamiento en estado fundido | Utilice secado específico de PET y control de calidad antes de la extrusión |
| Escamas rígidas de HDPE y PP | Principalmente humedad superficial | Secado centrífugo más secado térmico cuando no se cumple el objetivo de liberación |
| Película LDPE y película agrícola | Agua atrapada en pliegues y películas de alta superficie | El secador por compresión suele ser el paso central de deshidratación |
| PA, ABS y plásticos de ingeniería | Mayor preocupación por la humedad interna | Es posible que sea necesario secar el desecante y controlar el punto de rocío |
Para películas flexibles y materiales tejidos, el Secador exprimible de plástico Kitech para eliminar la humedad de la película flexible es la opción más directa.
Si una línea debe manejar diferentes formas de materiales, compare tecnologías de deshidratación y combínelos con los flujos de material reales.
Señales de falla: vapor, fusión espumosa, rayas y cambios de pantalla
Los problemas de humedad a menudo surgen en las señales de control del proceso antes de que aparezca el producto terminado rechazado.
Problemas como vapor de arranque, fusión espumosa, rayas plateadas, huecos de pellets, aumentos repentinos u pantallas obstruidas son indicadores de que debe probar la humedad del material antes de ajustar la velocidad del tornillo, la temperatura de fusión o la malla de la pantalla.
| Señal observada | Enlace de humedad probable | Primera acción correctiva |
|---|---|---|
| Vapor en la matriz | El agua entra en la zona de fusión | Descarga del secador de prueba y entrada de la tolva |
| Fusión espumosa | La humedad parpadea bajo el calor | Verifique el tiempo de secado y el flujo de aire |
| Cambios frecuentes de pantalla | Los finos húmedos y los contaminantes llegan a la filtración por fusión | Revise el camino de lavado, eliminación de finos y secadora |
| Pellets quebradizos o débiles | Degradación del material o secado deficiente antes de la fusión | Separe el tipo de material y realice una prueba de humedad controlada |
Donde pertenecen los secadores en líneas de lavado, deshidratación y peletización
El secado pertenece antes del embalaje y almacenamiento, no después.
Una instalación que alimenta escamas húmedas y mal lavadas en un proceso de peletización en caliente puede secar los contaminantes en el producto en lugar de eliminar la humedad del material limpio. Una mejor secuencia es lavar, densificar cuando corresponda, enjuagar, exprimir mecánicamente, terminar de secar, probar la humedad y luego empacar o transferir el material al almacenamiento.
¿Es suficiente un secador centrífugo después de lavar las escamas de plástico?
En el caso de ciertas escamas rígidas, lo único necesario para el secado centrífugo podría ser eliminar un poco de agua en la superficie para pasar el lavado al descargar la planta. Esto no se aplicaría a películas flexibles, bolsas tejidas de PP o materias primas que contengan pliegues y finos, lo que requeriría un camino combinado con compresión y posiblemente secado térmico antes de la peletización.
Los planificadores de Kitech pueden adaptar estas opciones de secado a la configuración del sistema de lavado de plástico, Sistema de lavado de película PP PE, Línea de lavado de botellas de PET y Comprobador de calidad de escamas de PET. Una secadora debe igualar la producción de lavado, no tener dificultades para compensar después.
Economía de selección de secadoras: energía, huella, rechazos y TCO
El costo inicial de una secadora barata aumenta si el proceso deja el material lo suficientemente húmedo como para crear defectos después de la peletización. A menudo se consume energía adicional porque no se controló la deshidratación mecánica, la entrada de aire o el tiempo de permanencia, no porque la línea necesite más calor. El control de costos depende del objetivo de humedad, la demanda de energía, el tamaño de la instalación, el acceso de mantenimiento y el rendimiento rechazado.
Un artículo de Plastics Engineering de 2026 presenta el secado de resina como un problema de control de energía relacionado con el punto de rocío, el flujo de aire, el tiempo de residencia, la entrada de aire y la potencia del ventilador. Las plantas de reciclaje deben recibir la misma advertencia: más calor no siempre resolverá los problemas de humedad cuando el aire húmedo ingresa al proceso o el flujo de aire no coincide con el tipo y espesor del material.
Lista de verificación de TCO para la selección de secadoras
- Humedad inicial y forma del material
- Dirija la humedad residual al descargar el secador
- Demanda energética de calor y flujo de aire
- Espacio de planta y acceso de mantenimiento
- Tasa de rechazo, tiempo de inactividad del cambiador de pantalla con o sin modificaciones de secado
- Costo de la prueba por lotes y tiempo del operador
Al comparar equipos de proceso, considere la comparación de a secadora exprimidora y secadora centrífuga contra a línea peletizadora de plástico, a máquina granuladora de plástico para pellets reciclados y a máquina peletizadora de películas plásticas. La decisión correcta de compra de la secadora se basará en una comparación de la recuperación de la línea completa, no en un precio de compra aislado del equipo.
Perspectivas para 2026: calidad más estricta del reciclado y control de la humedad con menor energía
En 2026, el proceso de compra de la secadora se centrará cada vez más en la demostración de la calidad controlada del producto final y la reducción del consumo de energía. No se tratará de si se puede establecer un nuevo objetivo predeterminado de secadora. Más bien, se trata de demostrar cómo se manejó la humedad a lo largo de un lote, especificar el camino previsto a través de la secadora y describir una decisión de liberación controlada basada en ese objetivo de humedad administrado antes de la peletización.
Un documento de gestión de residuos de 2023 sobre plásticos flexibles describe el secado térmico como una de las operaciones que consumen más energía en el reciclaje de plásticos. También vincula el rendimiento del secado mecánico con la velocidad del aire, el espesor de las escamas, el tamaño y la humedad tanto en el producto sólido como en el aire. En las propuestas, pruebe las tecnologías de los secadores antes de simplemente aumentar la capacidad de calefacción.
¿está pensando en instalar un sistema de lavado o una operación de peletización en 2026? Comience por incorporar los requisitos de humedad en su solicitud de cotización. Pregunte a los proveedores qué humedad están asumiendo en su planta, cuál será su objetivo al momento de la descarga, cuál debe ser su muestra y tiempo de residencia en la secadora, su proyección de energía total y cuáles son sus consecuencias si no pasa una prueba por lotes. Esto aclarará todas sus opciones, incluidas línea de peletización de plástico soluciones, diseños de lavado en caliente y sistemas de secadora.
Preguntas frecuentes
P: ¿Cuál es el mejor secador para el reciclaje de películas plásticas?
Mostrar respuesta
Para películas flexibles, una etapa de secado por compresión generalmente maneja la carga crítica de eliminación de agua porque los pliegues de la película retienen el agua. Es posible que aún sea necesario secar el corte con aire caliente cuando el peletizador requiere menor humedad residual. Confirme la configuración con una prueba del espesor de la película, el nivel de contaminación y el rendimiento planificados.
P: ¿Qué contenido de humedad es aceptable antes de peletizar plástico reciclado?
Respuesta abierta
Depende del material y de la calidad de la salida. La práctica de poliolefina APR utiliza escamas secas por debajo de 1% en peso, mientras que los datos del secador por compresión de película flexible pueden terminar con una humedad residual más alta. Utilice datos de prueba medidos para cada materia prima en lugar de un número universal.
P: ¿Cómo se elimina la humedad de los gránulos reciclados de HDPE y PP?
Ver respuesta
Identifique si la humedad está en la superficie, en finos o se gana durante el almacenamiento. Utilice deshidratación mecánica para escamas lavadas y luego seque con aire caliente controlado cuando sea necesario. Libere los gránulos basándose en la medición del medidor de humedad antes de la extrusión.
Después del secado con aire caliente, el almacenamiento en aire húmedo puede agregar humedad nuevamente a los gránulos. Si la primera carga no muestra vapor pero las cargas posteriores sí, verifique el tiempo de residencia de la tolva y la humedad de almacenamiento.
P: ¿Es suficiente un secador centrífugo después de lavar las escamas de plástico?
Ver respuesta
A veces. Puede funcionar para escamas rígidas si pasa la prueba de humedad.
P: ¿Las escamas de PET necesitan secado desecante antes de la extrusión?
Ver respuesta
El PET es higroscópico durante la fusión, por lo que las escamas de PET necesitan un secado y control de calidad más estrictos que la película de PE lavada. Seque las escamas de PET de acuerdo con las especificaciones de secado del proveedor de la línea de PET y mida el contenido de humedad antes de liberar el material a la extrusión.
No mezcle datos de secado de PET con datos de HDPE o PP; el riesgo posterior es diferente.
P: ¿Cómo deberían medir los recicladores la humedad en las escamas de plástico?
Ver respuesta
Recoja muestras en un punto fijo entre el secado final y el siguiente proceso. Utilice varias muestras pequeñas a lo largo del flujo en lugar de unas pocas desde la parte superior de un contenedor.
P: ¿Por qué la humedad causa burbujas o degradación en la extrusión?
Ver respuesta
El calor convierte la humedad residual en vapor, que forma burbujas, espuma o rastros de gas en la masa fundida. El agua también puede acelerar la degradación del polímero en plásticos sensibles a la humedad. Es por eso que la configuración del secador, el tiempo de residencia y una prueba de humedad previa a la extrusión son importantes incluso cuando los gránulos parecen limpios.
¿Qué es una secadora?
Respuesta abierta
Una secadora elimina el agua libre, la humedad de la superficie o la humedad absorbida del plástico lavado antes de almacenarlo, extruirlo o peletizarlo. En el reciclaje, puede ser un secador centrífugo, un secador exprimible, un secador de aire caliente, un secador desecante o un sistema por etapas.
¿Qué tipos de plástico puede procesar este sistema?
Mostrar respuesta
Se puede configurar un sistema de control de humedad para películas de LDPE, bolsas tejidas de PP, escamas rígidas de HDPE y PP, escamas de botellas de PET, PA, ABS y corrientes mixtas posconsumo. Cada material necesita su propia ruta de secado, punto de prueba y regla de liberación.
¿Cómo afecta la humedad al reciclaje de plástico?
Leer respuesta
La humedad afecta el reciclaje de plástico al reducir la calidad de los pellets, aumentar el vapor en la matriz, aumentar la demanda de energía y hacer que el procesamiento posterior sea menos estable. También dificulta comparar el rendimiento del secador a menos que cada lote se mida en el mismo punto de liberación.
Planifica tu línea de control de humedad con Kitech
Ya sea que su corriente de reciclaje contenga película húmeda, botellas de PET, escamas rígidas de HDPE/PP o plástico mixto posconsumo, Kitech puede planificar sistemas de lavado, deshidratación, secado y peletización alrededor de la ventana de humedad objetivo.
Nota de publicación
Los objetivos de humedad para el reciclaje de plástico se pueden definir en torno a la materia prima, la descarga de la lavadora, el diseño de la secadora, el almacenamiento ambiental y las necesidades de extrusión posterior. Los rangos anteriores son pautas de adquisición y prueba inicial, no límites de producción garantizados.
Artículos relacionados
Referencias y fuentes
- Proceso de Reciclaje de Plástico -asociación de Recicladores de Plástico
- Prácticas estándar de procesamiento de laboratorio para PET -asociación de Recicladores de Plástico
- Pautas estándar de procesamiento de laboratorio de poliolefina -asociación de Recicladores de Plástico
- Evaluación del secado térmico para el reciclaje de plásticos flexibles ñame Gestión de Residuos / Universidad de Alicante
- Humedad en Resina -tecnología Plástica
- Conceptos básicos de secado -tecnología Plástica
- Secado con resina: el elefante energético escondido a plena vista -ingeniería Plástica
Revisado por el equipo de ingeniería de Kitech
Sistemas de reciclaje y diseños de líneas de lavado para residuos plásticos industriales, incluidas películas, bolsas tejidas, botellas de PE, escamas rígidas de HDPE/PP y plásticos mixtos posconsumo.