
Get in touch with Kitech Company

The choice between a plastic squeezing dryer vs centrifugal dryer is one of the most expensive decisions in a recycling line — and one of the most misunderstood. Pick wrong and you either burn six-figure energy bills evaporating moisture you should have wrung out mechanically, or you ship pellets riddled with bubbles, hydrolyzed polymer chains, and customer complaints. Pick right, and the same wet feedstock that wrecked the line last quarter feeds your pelletizer at APR PE Film & Flexible Packaging spec moisture targets without a single thermal kilowatt-hour wasted. This guide compares the two technologies on principle, residual moisture, throughput, energy, material fit, and 5-year total cost of ownership — anchored to current data, current standards, and current EU PPWR regulatory pressure.
Plastic Dewatering at a Glance: Squeezer Dryer vs Centrifugal Dryer
Before the engineering, the ten-second answer. A centrifugal dryer — also known as a centrifugal dewatering machine — spins wet plastic flakes at roughly 1,500 RPM and lets centrifugal force throw surface water through a screen. A squeeze dryer (also called a screw press dewatering machine) drives wet film through a tapered screw against a perforated barrel, then converts friction into heat to flash off residual moisture and densify the material in one pass. They serve overlapping but not identical jobs in a plastic recycling washing line.
Quick Specs (1,000 kg/hr Reference Line)
| Parameter | Centrifugal Dryer | Squeeze Dryer |
|---|---|---|
| Mechanism | Centrifugal force ~1,500 RPM | Screw press + frictional heat |
| Throughput Band | 300–4,000 kg/hr | 100–2,000 kg/hr |
| Power (1,000 kg/hr) | ~45 kW | ~55–75 kW |
| Output Moisture (Film) | ~10% (alone) | 1–5% (typically 3%) |
| Output Moisture (Rigid) | 1–2% (HDPE/PP) | Not suitable |
| Output Form | Loose, fluffy flakes | Dense, semi-plasticized clumps |
| Best For | PET / HDPE / PP rigid flakes | PE / LDPE / PP woven film |
The key point you can take to a vendor call: centrifugal owns rigid plastics, squeeze dryer owns flexible film. Most current recycling lines which make pelletizing-grade moisture employ both – centrifugal for surface moisture on rigid, a film squeezer for film, and an optional thermal stage that applies hot air when the target requires sub-1%. Kitech’s auxiliary recycling machinery line is configured around exactly this staged logic.
How Each Technology Works: Mechanical Squeeze vs High-Speed Centrifugal Force

The reason why these two machines aren’t interchangeable is in the physics. They each take water out in a very different way, and that way, as we shall see, determines what feedstock they can work with.
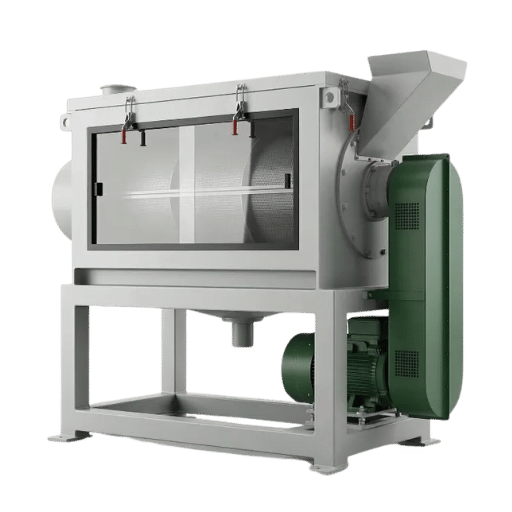
Centrifugal Dryer: Spin-Throw Mechanics
Wet plastic enters a vertical or horizontal rotor surrounded by a perforated screen. Inside, that rotor spins at roughly 1,500 RPM and generates centrifugal force several hundred times gravity. Paddles attached to the rotor strike the material and propel it forward in a helical path while water — held to the surface by little more than surface tension — gets thrown outward through the screen mesh. Finer mesh sizes — usually 0.5 to 2 mm — trade higher water clearance against higher fines loss. Picture a salad spinner scaled to industrial throughput and you have the working idea.
This works beautifully on rigid flakes. PET, HDPE, and PP flakes have low surface area per unit mass, water adheres to the outside, and a single centrifugal pass clears it down to 1-2% residual moisture. Run that same machine on PE film, though, and it runs into a failure mode that suppliers rarely advertise.
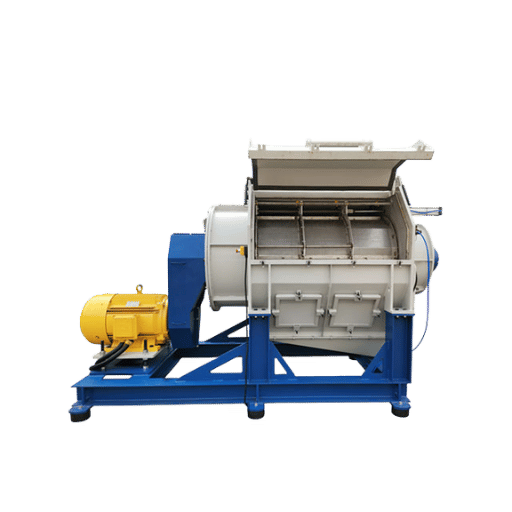
Squeeze Dryer: Wring-Press + Frictional Heat
A squeeze dryer is a screw press first and a dryer second. Wet film flakes — typically arriving from an upstream crusher or shredder stage — drop into a barrel and engage a hardened-alloy screw shaft driven by a low-speed, high-torque reducer. Screw geometry — shallower flights or thicker shaft diameter as material progresses — increases the compression ratio along its length. Barrel walls are perforated with drainage holes or a screen. As pressure climbs, water gets physically wrung out through those holes; this is the “wring” phase, and it pulls bulk moisture from roughly 30% down to single digits.
Phase two — the drying half — is where this technology really separates itself from a centrifuge. Out at the discharge end of the screw, with material now compressed and back-pressured (some advanced models add a hydraulic gate to push it further), friction between particles and against the barrel wall generates real heat. PE and LDPE, with melting points sitting in the 105-130°C window, hit a semi-plasticized state. Capillary-trapped water flash-evaporates as steam right through the drainage holes, and the soft-melted polymer fuses into dense, irregular clumps that resemble a compacted granule rather than fluffy flake. You exit the machine with pellet-density feedstock that’s already partially compounded — which is why some catalogs call the squeeze dryer an agglomerator-densifier. That is the secret weapon: not just dewatering, but densification in one machine cycle.
📐 Engineering Note
Spec the squeeze dryer screw with a wear-resistant alloy facing — Cr-Mo overlay or boronized steel are the common choices. Untreated steel screws show visible abrasion within 800-1,500 hours when running gritty post-consumer film. Screen and drainage bar sets should be replaceable as a quick-change cassette; count on 4,000-6,000 hours between replacements depending on contamination load.
Residual Moisture Performance: Who Actually Hits <3%?

Moisture floor is the single most important spec for a dewatering machine, and it’s the spec where supplier datasheets stretch the truth most aggressively. Here’s what the plastic squeezing dryer vs centrifugal dryer comparison actually delivers in production, by feedstock.
| Material | Centrifugal Alone | Squeeze Dryer Alone | Optimal Combo |
|---|---|---|---|
| PE / LDPE film | ~10% (filter-cake floor) | 1–5% | Squeezer → 1–3% |
| PP woven bags | 8–12% | 2–5% | Centrifugal + Squeezer → 2% |
| PET flake (food-grade) | 1–2% | N/A (rigid) | Centrifugal + Thermal → <0.5% |
| HDPE / PP rigid flake | 1–2% | N/A (rigid) | Centrifugal alone (sufficient) |
Sources: figures cross-validated against published industry data (Energycle 2026 dewatering guide; Boxin squeezer technical brief). Field results vary with feed moisture, screen wear, and contamination load.
How low can a plastic squeezing dryer actually go? (And the marketing trap to watch)
Operators ask this question almost daily, and the honest answer is 1-3% on PE/LDPE film when the screw geometry, barrel pressure, and dwell time are all dialed in for the specific feedstock. The 1% lower bound shows up on optimized lines processing clean, pre-drained agricultural film with a hydraulic back-pressure lock. A 5% upper bound is what you’ll see on contaminated post-consumer mixed film with worn screen mesh. Anyone quoting under 1% on a squeeze dryer alone is either testing under lab conditions or selling.
Chemistry behind why moisture matters explains why every percent counts. At 200°C in the pelletizing extruder barrel, residual water flash-evaporates to steam — expanding more than 1,000× in volume — and triggers two downstream failures at once. First, trapped steam creates voids in the molten polymer; once the die head pressure releases, voids become bubbles and porous pellets that get rejected at sale. Second, water at extrusion temperatures attacks polymer chains through hydrolysis, cleaving the long-chain bonds that give PE its tensile strength. Pellets can look fine on the surface and still be down-rated to filler-grade material when the buyer runs an MFI test.
⚠️ Supplier Overclaim Warning
Some centrifugal dryers datasheets record <3% or <2% moisture on film– they are physically impossible to achieve by just a single centrifuge however since soft film flattens to a dense filter cake against the screen, trapping water within the fold geometry. When you encounter these figures ask if they used rigid flake tests (where they can happen) or film tests (where not). For the highest-grade output, the APR FPE-CG-01 specification calls for <0.5% volatiles per ASTM D6980, measured within 96 hours of pellet extrusion — a level only the staged centrifugal-plus-thermal combination reliably hits on rigid feedstock, and that no single mechanical machine reaches on film alone.
Throughput, Energy Consumption, and Footprint Side-by-Side

Once moisture targets are settled, the next question every plant manager asks is what the line will draw at the meter. Intuition says a high-pressure squeeze dryer must consume more electricity than a simple centrifuge — and intuition turns out to be backward at the system level. Mechanical work moves water; thermal work boils it. Physics rewards the former by a factor of three to four.
Side-by-Side Specs (1,000 kg/hr PE Film Line)
| Parameter | Centrifugal Dryer Only | Squeeze Dryer Only | Centrifugal + Thermal |
|---|---|---|---|
| Installed Power | ~45 kW | ~65 kW | ~165 kW (45 + 120 thermal) |
| Annual Energy (6,000 hr) | 270,000 kWh | 390,000 kWh | 990,000 kWh |
| Energy per Ton (kWh/t) | ~45 | ~65 | ~165 |
| Footprint (m²) | 4–6 | 8–12 | 25–35 (incl. pipe dryer) |
| Output Moisture on Film | ~10% | 1–3% | 2–4% (after thermal) |
40–60%
Total drying energy reduction when mechanical-first replaces thermal-only on film
$72,000
Annual energy saving — squeezer vs thermal-only at 1,000 kg/hr, $0.10/kWh
8–14 mo
Typical centrifugal dryer payback through energy savings on a film line
The reason mechanical wins on energy is straight forward: lifting one kilogram of water from a film fold to a drainage hole takes roughly 0.01 kWh of mechanical work. Evaporating that same kilogram takes 0.62 kWh of thermal energy — about 60× more. Every ton of moisture you can remove with a screw or a paddle instead of a heater is a ton you don’t pay to vaporize. That’s why a 2023 EU JRC environmental assessment of plastic recycling measured shredding and dewatering at roughly 61 kWh per tonne of throughput — modest compared to thermal drying — and why every modern recycling line designer puts mechanical dewatering before any thermal stage.
Material Compatibility: PE Film vs PET Flakes vs PP Woven Bags vs Rigid Plastics

Every recycler eventually learns the hard way that a centrifugal dryer aimed at film and a squeeze dryer aimed at rigid flake both fail catastrophically. Wrong machine on wrong feedstock isn’t underperforming — it’s destroying material. Match equipment to material before throughput, before cost, before footprint.
What materials can a centrifugal dewatering dryer handle?
Rigid flakes are the natural domain. PET bottle flakes, HDPE milk-jug flakes, PP container flakes — all of these have low surface-area-to-mass ratios and hold water only on the outside. A high-speed centrifugal pass throws that surface water through the screen and the flake exits at 1-2% residual moisture, ready for either pelletizing or an optional thermal polish for food-grade specifications. PP woven bags after shredding behave similarly enough to rigid flake that high-speed centrifugal also handles them, though residual moisture sits a little higher (8-12%) because the woven texture traps water in interfilament voids. Centrifugal does not handle thin film well — the failure mode in the next subsection explains why.
Why centrifugal dryers fail on film: the filter-cake problem
Drop wet PE film into a 1,500 RPM rotor and the same centrifugal force that throws water off rigid flakes pins the soft, light film against the inside of the screen. Within seconds, the film layers compress into an impermeable mat — a “filter cake” — that water cannot escape through. Spin continues, current draw stays at rated levels, aerodynamic noise climbs — and barely any water leaves the machine. Operators see it on the discharge: the film is squashed into a sheet, not fluffed dry. Final moisture sits at 10% or higher. This is the exact gap a squeeze dryer was engineered to fill.
| Feedstock | Best Primary Dryer | Why |
|---|---|---|
| PE / LDPE agricultural film | Squeeze dryer | Filter-cake failure on centrifugal; squeeze + densify in one pass |
| PP woven (super-sack, raffia) | High-speed centrifugal | Stiffer than film; high-RPM design clears interfilament water |
| PET bottle flake (food-grade) | Centrifugal + thermal | Surface water + sub-0.5% target needs evaporative finish |
| HDPE / PP rigid flake | Centrifugal alone | 1–2% sufficient for pelletizing; thermal optional |
| Mixed flexible packaging | Squeeze dryer (with pre-screen) | Densification compensates for material variability |
The matrix is actionable on day one of a line design: identify the dominant feedstock, pick the matched dryer, then add the secondary stage only if a downstream specification (food-grade contact, blown-film grade) requires lower moisture than the primary stage delivers. Auxiliary equipment for plastic recycling can be configured around either primary technology depending on what walks into the receiving area.
Total Cost of Ownership: CAPEX, OPEX, and the 5-Year Picture

Capital cost decisions on dewatering equipment look small next to the line as a whole until you stack five years of OPEX next to them. Numbers below are anchored to a single industry-published 1,000 kg/hr line analysis (referenced in Energycle’s drying-system guide); calibrate to your own electricity rate and runtime before signing a PO.
5-Year TCO — 1,000 kg/hr Film Line, 6,000 hr/yr, $0.10/kWh
| Cost Bucket | Centrifugal + Thermal | Centrifugal + Squeezer |
|---|---|---|
| CAPEX (typical band) | $95,000–$140,000 | $70,000–$110,000 |
| Energy / yr | $99,000 | $63,000 |
| Wear parts / yr | $3,000–$5,000 | $5,000–$8,000 (squeezer screen + screw) |
| 5-yr OPEX | ~$510,000 | ~$345,000 |
| 5-yr Total Cost | $605,000–$650,000 | $415,000–$455,000 |
CAPEX bands reflect typical Asian-import equipment as of 2026 and may not reflect current market — verify quotes against current FOB pricing. Energy line items are anchored to one published industry analysis; actual results vary with electricity rate, runtime, and feed moisture.
💡 Pro Tip — Hidden Costs Most Buyers Miss
These three line items are rarely included in a centrifugal versus squeezer quotation table, but are consistently present on the operating budget. The first is re-circulation and treatment volume for water: a thermal-heavy line says you used (and paid for, and treated for) twice as much water in the washer as you already paid for. The second is the tendency of the downstream pelletizer to lose 5-10% of throughput relative to the arrival percentages of the feedstock, because the extruder is melting away water rather than making other use of the energy. The third is consumption of compressed air, which doubles on thermal dryers relative to centrifugal, because the pneumatic conveying system transports the hot flakes. Ask suppliers for an air specification if quoted.
Maintenance, Wear Parts, and Field Reality

Wear-part economics tilt one way on rigid flake lines and the other on film lines. Knowing where the money goes lets you stock the right spares before a 3 a.m. screen tear takes the line down for forty-eight hours waiting on shipping.
Centrifugal Dryer Wear Pattern
- Screen / mesh — 6,000-10,000 hours typical service life on rigid flake; halved on contaminated film. Replace as a quick-change cassette to keep changeover under thirty minutes.
- Paddles — abrasive PET flake erodes leading edges; resurface or replace at 8,000-12,000 hours. Worn paddles drop dewatering efficiency 15-20% before they fail catastrophically.
- Bearings — high-RPM main shaft bearings are the single highest-cost wear item; expect replacement at 12,000-18,000 hours with proper lubrication intervals.
- Vibration — out-of-balance rotor (often caused by uneven screen wear or paddle failure) is the canary; install a vibration sensor with alarm at 4.5 mm/s RMS.
Squeeze Dryer Wear Pattern
- Screw shaft — Cr-Mo overlay or boronized facing lasts 6,000-10,000 hours on clean PE film; far less on grit-contaminated post-consumer feed. Re-overlay rather than replace when the wear scar reaches 2 mm depth.
- Drainage screen / barrel liner — 4,000-6,000 hours typical. Pressure here is far higher than centrifugal screen pressure, so plan replacement schedules accordingly.
- Gearbox — high-torque reducer running continuously at 200-400 RPM output; oil change interval 4,000 hours, full rebuild target 25,000 hours.
- Hydraulic gate (if equipped) — seals replace annually; cylinder rebuild every 3-5 years.
📐 Engineering Note — Field Pitfalls
Two operator habits cost more dewatering throughput than any equipment failure: skipping the pre-drain step and tolerating feed-rate surges. Letting washed material drain on a vibrating screen for 10-30 seconds before mechanical dewatering reduces downstream load 20-30%. Surges and gaps in feed rate – common on lines without VFD-driven conveyors – drop dewatering efficiency 15-25%. Both fixes are software/configuration changes, not capital expenses.
Decision Framework: The 4-Quadrant Dryer Selection Rule
Strip the spec-sheet detail away and the choice between a plastic squeezing dryer vs centrifugal dryer reduces to two questions: what’s the dominant material, and what’s the throughput target. Map those two axes and four scenarios fall out – each with a clean recommendation.
The 4-Quadrant Dryer Selection Rule
| Throughput \ Material | Film-dominant (PE/LDPE/PP) | Rigid-dominant (PET/HDPE/PP flake) |
|---|---|---|
| Low (<1,000 kg/hr) | Squeeze dryer alone (densification doubles as agglomeration) | Centrifugal dryer alone (1–2% moisture sufficient for pelletizing) |
| High (≥1,000 kg/hr) | Centrifugal pre-stage + Squeeze dryer (parallel screens, max throughput) | High-speed centrifugal + optional thermal (food-grade or blown-film grade) |
Scenario Examples
Scenario 1 — PE Film Recycler @ 800 kg/hr (low-throughput, film-dominant)
Single squeeze dryer. Its semi-plasticized output feeds the pelletizer directly without an agglomerator stage. Capital saved: roughly $40k versus a centrifugal+thermal alternative. Annual energy saved: ~$30k. Whole staging fits in a 12 m² footprint.
Scenario 2 — PET Flake Processor @ 2,000 kg/hr (high-throughput, rigid-dominant)
High-speed centrifugal as primary, thermal pipe dryer as polish. This combo hits APR FPE-CG-01’s <0.5% volatile target per ASTM D6980. A squeeze dryer is the wrong tool here – its screw geometry was never designed for rigid material and it would pulverize PET flake into unsellable powder.
Scenario 3 — Mixed Rigid Recycler @ 500 kg/hr (low-throughput, rigid-dominant)
Centrifugal alone, with a vibratory pre-drain ahead of it. 1-2% moisture is plenty for general-purpose pelletizing, and the pelletizer’s slight residence-time excess handles whatever residual is left. CAPEX: ~$40k. No thermal stage required.
Plastic Squeeze Dryer vs Plastic Dewatering Machine — Who Is Better?
This is the wrong question, even though every supplier site frames it that way. A “plastic dewatering machine” is usually shorthand for a centrifugal unit; a “squeeze dryer” is a screw press with frictional heat. They aren’t competing for the same job. Better framing: which one belongs in your line as the primary stage, and does the material then need a secondary stage at all? On rigid flake, centrifugal is primary and often the only stage you need. On film, the squeeze dryer is primary because centrifugal alone can’t get under 10% residual moisture. Lines processing both feedstocks run both machines, with shared screening and conveying infrastructure between them.
Industry Outlook: Where Plastic Dewatering Is Headed in 2026
Dewatering technology itself has been stable for a decade. Regulatory ground around it has not. Three forces are reshaping plastic dewatering specification in 2026 and beyond, and any equipment buyer making a five-year capital decision should weigh them before signing.
First, EU PPWR comes into force August 2026. The European Commission’s PPWR rollout guidance sets mandatory recyclability thresholds by 2030 and minimum recycled-content targets that escalate through 2030 and 2040. PPWR itself raises demand for recycler-grade output, and recycler-grade output starts at the dewatering stage. Films that hit 1-3% moisture command a price premium over films at 8-10% in plastic film recycling markets, and that premium widens as PPWR-driven content quotas tighten the market.
Second, the global plastic dryer market is forecast to grow from USD 1.45 billion in 2025 to USD 1.58 billion in 2026 — about 9% year-over-year — driven primarily by recycler upgrades in Europe and North America. APR’s 2025 capacity report flags more than 2 billion additional pounds of unused recycling capacity in the US and Canada, much of it bottlenecked at the drying stage. Replacing thermal-only legacy lines with mechanical-first staged systems is the highest-ROI upgrade most operators have available.
Third, equipment innovation continues to push the moisture floor lower. K Show 2025 unveiled film-squeeze-dryer designs claiming sub-1% residuals on PE feedstock under optimized conditions — a meaningful step from the 3% industry standard of three years ago.
💡 If you’re buying in 2026
Write the moisture target into the purchase order as a guaranteed performance specification, not a “typical” claim. For PE film, request <2% guaranteed under your specified feed-moisture and contamination conditions. For PET flake, request <0.5% per ASTM D6980 if your downstream is food-grade or blown-film. Suppliers unwilling to put the moisture spec in the PO are telling you something.
Frequently Asked Questions
Q: What is a centrifugal dryer used for in plastic recycling?
View Answer
A centrifugal dryer in a plastic recycling washing line strips surface water from flakes after the washing stage. It spins material at roughly 1,500 RPM inside a perforated screen — centrifugal force throws water through the mesh while paddles convey the flakes forward. It’s the standard primary dewatering machine for PET, HDPE, and PP rigid flakes, where it reaches 1-2% residual moisture in a single pass. It performs poorly on PE/LDPE film because soft film compresses against the screen and traps water in the fold geometry.
Q: Does a plastic squeezing dryer also clean the plastic?
View Answer
No. A squeeze dryer dewaters and densifies — it doesn’t wash. Cleaning happens upstream in the friction washer and float-sink tank stages of the washing line. Feeding contaminated, unwashed material into a squeeze dryer accelerates screw and screen wear dramatically.
Q: What is the primary role of a dewatering machine in a washing line?
View Answer
The dewatering machine sits between the washing tanks and the pelletizing extruder. Its job is to bring residual moisture down to the threshold the extruder can handle without flash-evaporation defects — typically below 5% for film densification and below 1% for high-grade pelletizing. Without effective dewatering, the entire upstream washing investment converts to wasted electricity at the extruder, where moisture turns into bubbles, hydrolyzed polymer, and rejected pellets.
Q: Can a centrifugal dryer alone reach pelletizing-grade moisture?
View Answer
For rigid flakes, yes in most cases — PET, HDPE, and PP rigid flakes exit a centrifugal pass at 1-2% moisture, sufficient for general-purpose pelletizing. For PE/LDPE film, no. “Filter-cake” failure means a single centrifugal pass leaves film at roughly 10% residual moisture, far above the 5% film threshold and triggers steam expansion, polymer hydrolysis, and porous pellets in the extruder. For food-grade or blown-film grade, even rigid flakes need a thermal polish to reach the under-0.5% APR specification per ASTM D6980.
Q: How much does a plastic squeezing dryer cost compared to a centrifugal dryer?
View Answer
For a 1,000 kg/hr line in 2026, a centrifugal dryer lists at roughly $25,000-$50,000 EXW Asia, while a squeeze dryer lists at $45,000-$80,000. Squeezer CAPEX runs higher but is offset by lower operating cost on film feedstock and by eliminating the need for a separate agglomerator stage. Verify current quotes — pricing moves with steel and electrical motor markets.
Q: Should I run a squeezer and a centrifugal dryer in series?
View Answer
For mixed-feedstock lines processing both film and rigid plastics, yes — but with a switching arrangement, not a hard series flow. Film should bypass the centrifugal stage to avoid the filter-cake compression and head straight into the squeeze dryer. Rigid flake should bypass the squeeze dryer (it’s not designed for that geometry) and go through the centrifugal alone, with optional thermal afterward for high-grade specs. Lines that hard-couple the two stages on a single conveyor route waste capital on at least one of the stages whichever feedstock runs.
Plan Your Recycling Line Drying Stage
Whether you’re upgrading a legacy thermal line ahead of EU PPWR’s 2026 deadline or sizing a greenfield facility for mixed feedstock, the dewatering choice is the highest-ROI decision in the line. Kitech configures auxiliary dewatering equipment around your specific material and throughput.
About This Analysis
This guide compares plastic squeezing dryer and centrifugal dryer technologies for plastic recycling washing lines, with cost figures anchored to a 1,000 kg/hr film line analysis published by industry sources and standards references from APR FPE-CG-01 / ASTM D6980 and the August 2026 EU PPWR regulation. Field results vary with feedstock contamination, electricity rate, and line configuration — calibrate the moisture and TCO numbers against your own pilot data before committing capital.
References & Sources
- PE Film & Flexible Packaging — Critical Guidance Document FPE-CG-01 — Association of Plastic Recyclers (APR)
- Commission Publishes Guidance to Support Implementation of New PPWR — European Commission
- Packaging and Packaging Waste Regulation — European Commission DG Environment
- Environmental and Economic Assessment of Plastic Waste Recycling — European Commission Joint Research Centre (JRC)
- 2025 Plastic Recycling Capacity in the US and Canada — Association of Plastic Recyclers (APR)
- Energy-Efficient Dewatering Technique for Recycled Films — Academic research
- Mapping of Plastics Recycling Processes & Technologies — Circular Plastics NL (industry research consortium)
- ASTM D6980 — Standard Test Method for Determination of Moisture in Plastics by Loss in Weight (referenced via APR FPE-CG-01)
- ASTM D7885 — Standard Practice for the Pelletization Performance of Plastic Waste
Related Articles
- Kitech Systems recycling auxiliary line – overview of equipment
- Auxiliary dewatering system for recycling lines for plastic films
- Installation of a centrifugal drier in the PET flake washing lines
- Layout of plastic recycling washing lines and process flow







