
Get in touch with Kitech Company
Quick Reference: Thermosetting Plastics at a Glance
| Global production | Over 65 million tonnes/year |
| Share of all polymer output | ~18% of global polymer production |
| Typical cure temperature | 80–200°C (varies by resin system) |
| Max continuous service temp | 150–300°C (phenolic and polyimide grades) |
| Tensile strength range | 38–200 MPa (neat resin to glass-filled epoxy) |
| Recyclability (conventional) | Not melt-recyclable; grinding, pyrolysis, or chemical solvolysis only |
| EU PPWR enforcement date | 12 August 2026 (Regulation 2025/40) |
| Market size (2025) | USD 145.86 billion globally |
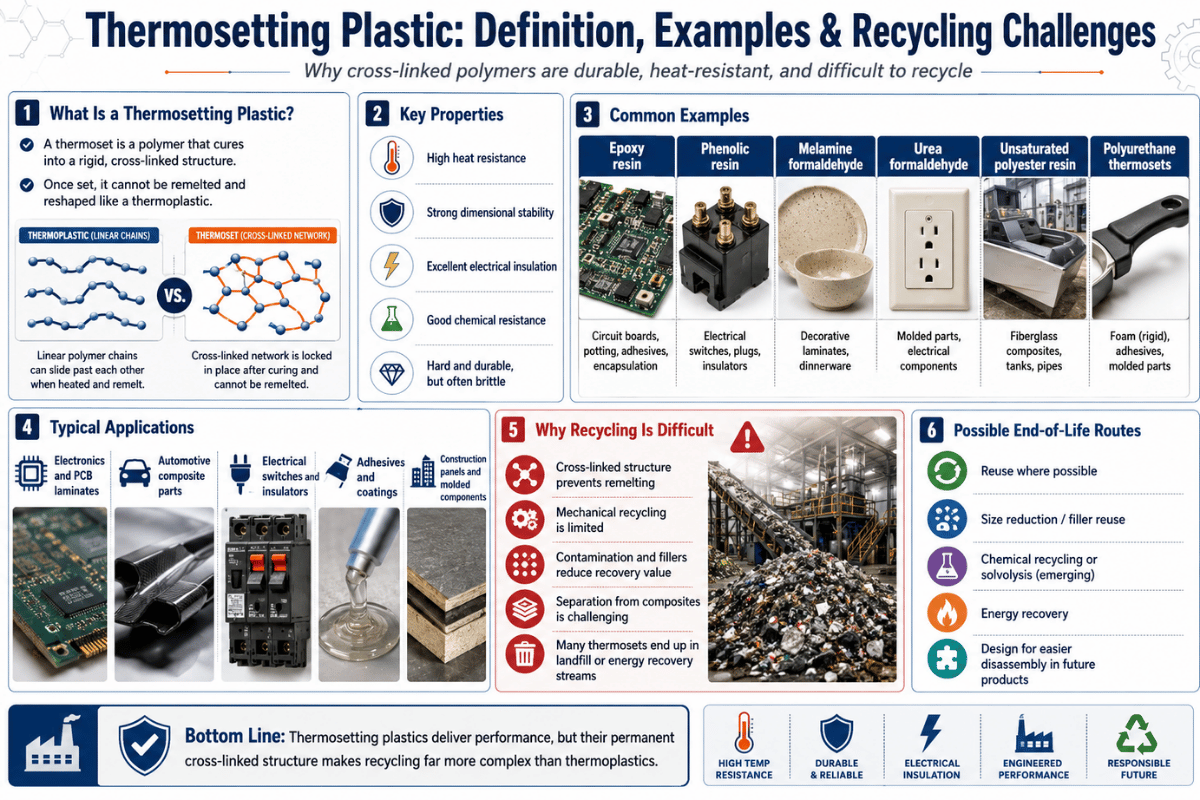
Thermosetting plastic is a polymer that hardens when heated – and, unlike thermoplastics, can’t be remelted or reshaped once cured. That hardening is what makes thermosets so useful in high-performance applications: aerospace components, printed circuit boards, wind turbine blades, and high-temperature electrical components. It is also the reason why disposal has proven to be one of manufacturing’s most intractable problems.
This overview covers the chemistry, the seven main types, key material properties, industrial uses, and – in the chapter others neglect – a candid explanation of why conventional recycling is impossible, the emergingtechniques that could change that, and what EU PPWR 2026 enforcement means for specifiers and recyclers alike.
Table of Contents
- What is Thermosetting Plastic? The Science behind a Structural “Bond for Life”
- 7 Main Types of Thermosetting Plastics Technicians Should Recognise
- Thermosetting vs Thermoplastic: Key Differences
- Key Mechanical and Thermal Properties
- Industrial Uses: Fields Where Thermosets Are Non-negotiable
- How Thermoset Plastics Are Manufactured
- Why Thermosets Are Unsuitable for Conventional Recycling
- 4 New Technologies Disrupting Thermoset Recycling
- Industrial Outlook: Thermosets and the Circular Economy, 2025-2026
- Frequently Asked Questions
What Is Thermosetting Plastic? The Science of Permanent Bonding
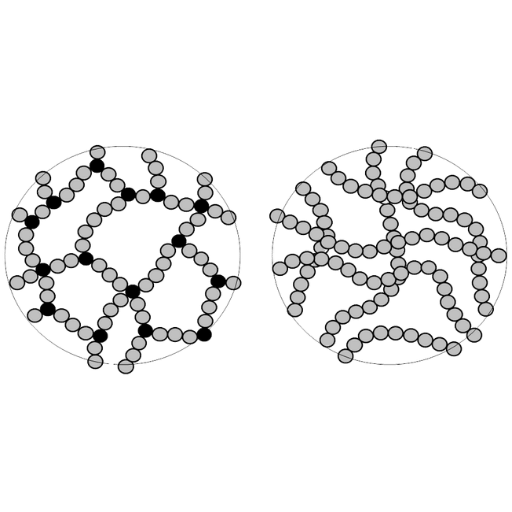
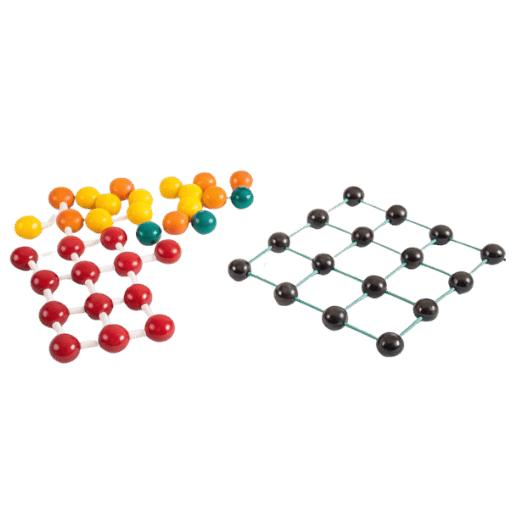
A thermosetting plastic (also called a thermoset or thermosetting polymer) is a material created through an irreversible chemical process called curing. During curing, heat (or a catalyst, radiation, or chemical hardener) promotes covalent crosslinking between the polymer’s chains, resulting in a stiff three-dimensional network. Once that network is established, it cannot be undone with reheating: the polymer deteriorates before it begins to melt.
The Gold Book from the IUPAC Compendium of Chemical Terminology defines a thermosetting polymer as one “obtained by irreversibly hardening a soft solid or viscous liquid prepolymer (resin)” by curing – yielding an “infusible and insoluble polymer network.” That lack of flow in the softened state distinguishes thermosets. Unlike a thermoplastic bead, which can be reintroduced into an extruder and re-pelletised, a thermoset has no melting phase. Heat added after cure accelerates decay, not melting.
Globally, thermosets are estimated to constitute around 18% of all plastics produced, with an annual output of more than 65 million tonnes – a market valued at USD145.86 billion in 2025 and anticipated to have climbed to USD228.69 billion in 2035 (CAGR 4.6%). Construction applications occupy roughly 45% of end-user sales; automotive and electricals dominate the rest.
📐 Engineering Note: Cross-Link Density and Glass Transition Temperature
One key driver of thermoset characteristics is the number of crosslinks per unit volume. More bonds means higher transition temperature, at which point the material moves from rigid to “rubbery.” Roughly every 1% increase in epoxy crosslinker is expected to increase Tg by about 5-15C: a Tp 180C epoxy epoxy system requires a 200 C, 2 hour post-cure to reach its glass transition, which is when secondary bonding between hydroxyl groups occurs. To specify Tg without a thermal schedule is a reliable recipe for failure.
Myth #1- all other thermosets are just “harder thermoplastics.” Thermosets are a completely different class, with a fundamentally different chemistry. Thermoplastics are long chains of molecules held together by van der Waals forces- this intermolecular force is reversible with heating. Thermosets rely on permanent covalent bonds between chains- these can only be broken with a chemical reaction, which cannot be induced by heating. It is this difference that accounts for the ability of thermosets to perform in ways that thermoplastics physically cannot.
7 Types of Thermosetting Plastics Engineers Should Know

Thermosets are not a single material- they are an umbrella family, defined by how you do the cure. Different chemistry families trade key performance parameters to secure the type of end-of-life profile they want. Knowing the taxonomy here isn’t just academic- it’s necessary to industrially select a material and to plan for recycling. The following are the seven most common thermoset chemistry families, illustrated with their essential properties, typical use, and max service temperature.
| Type | Cure Chemistry | Key Property | Typical Applications | Max Service Temp |
|---|---|---|---|---|
| Epoxy resin | Addition (anionic/cationic or with hardener) | High adhesion, chemical resistance, dimensional stability | PCBs, CFRP aerospace structures, adhesives, epoxy coatings | 150–200°C |
| Phenolic (Bakelite) | Condensation (phenol + formaldehyde) | Excellent electrical insulation, fire resistance | Electrical switches, brake pads, circuit breakers | 200–300°C |
| Polyurethane (thermoset) | Addition (isocyanate + polyol) | Impact resistance, flexibility, abrasion resistance | Rigid foam insulation, automotive body parts, RIM components | 120–150°C |
| Melamine formaldehyde | Condensation (melamine + formaldehyde) | Hard, scratch-resistant surface, heat resistance | Countertop laminates, tableware, decorative panels | 130–150°C |
| Unsaturated polyester | Free radical (with styrene monomer) | Cost-effective, versatile composite matrix | GRP boat hulls, wind turbine blades, construction panels | 100–130°C |
| Silicone (thermoset) | Condensation (Si–O backbone crosslinking) | Extreme temperature range, biocompatibility | Seals, gaskets, medical devices, encapsulants | -60 to 230°C |
| Polyimide | Condensation/addition (imidization) | Ultra-high temperature stability, low outgassing | Aerospace engine components, spacecraft, high-temp electronics | Up to 400°C |
What Products Are Made From Thermosetting Plastic?
Thermoset plastics are all around us- embedded in standard infrastructure, aircraft high-performance equipment. Every smartphone and laptop contains an epoxy resin matrix for the glass fiber-reinforced epoxy laminate that keeps PCB board faces dimensionally stable in soldering temperatures. Automotive brake pad binders contained phenolic resin since the 1950s for excellent heat resistance exceeding 200C in application. Wind turbine blades, boat hulls, and domestic water tanks rely on glass-reinforced thermoset polyester resin based composites. Refrigerated truck trailers and building facades are insulated with polyurethane thermosets. laminate work surfaces and whiteboards are clad in the crumb resistant, easy to clean, insoluble melamine formaldehyde thermal resin. Jet engine nacelles are built exclusively from the thermoset family Polyimide.
The thermosetting v thermoplastic dichotomy is the most significant single binary in polymer plastics selection- and the most often oversimplified. The distinction is the nature of the bonds linking macro-molecules: thermoplastics use soft secondary bonds (intermolecular forces), thermosets use indis-soluble covalent cross links. The implications for processing and performance are momentous.
Thermosetting vs Thermoplastic: Key Differences (With Numbers)
For overviews on thermoplastics, including resin identification code and recyclability guidance, see our full plastics classification overview.
| Property | Thermoset | Thermoplastic |
|---|---|---|
| Bond type | Covalent crosslinks (permanent) | Van der Waals / secondary forces (reversible) |
| Max continuous use temp | 150–300°C (grade dependent) | 80–150°C (general purpose PP/PA/PC) |
| Tensile strength (unfilled) | 38–90 MPa (neat resin) | 21–65 MPa (PE, PP, PS, PET range) |
| Dimensional stability | Excellent (low CTE, cross-linked network) | Moderate (higher CTE, creep under load) |
| Processing temperature | 80–200°C (cure); cannot be reprocessed | 200–350°C (melt); can be reprocessed |
| Melt recyclability | Not possible (degrades before melting) | Yes — core advantage for circular economy |
| Tooling cost | Lower (compression molds, RTM tooling) | Higher (injection mold steel tooling) |
| Per-part cost at high volume | Higher (slower cycle times) | Lower (injection molding cycle: seconds) |
Thermoset vs Thermoplastic Selection Matrix
| If your application requires… | Choose | Reason |
|---|---|---|
| Continuous service temp > 150°C | Thermoset | Most thermoplastics soften or creep at elevated temperatures |
| Mandatory recyclability / EU circular economy compliance | Thermoplastic | Can be melt-reprocessed; meets recycled content targets under EU PPWR |
| Weight-critical structural composite (aerospace/wind) | Thermoset CFRP/GRP | Superior specific stiffness at lower weight than metals or thermoplastic alternatives |
| High-volume injection-molded parts (>50,000/year) | Thermoplastic | Injection molding cycle times of seconds vs minutes for thermoset compression molding |
| Electrical insulation > 10 kV/mm | Thermoset (epoxy/phenolic) | Dielectric strength of 10–30 kV/mm; superior to most general-purpose thermoplastics |
✔ Thermoset Advantages
- Higher thermal stability (up to 400°C for polyimide)
- Excellent dimensional stability after cure
- Superior chemical resistance
- Better electrical insulation properties
- Higher strength-to-weight ratio in composite form
- Lower tooling investment for large/complex shapes
⚠ Thermoset Limitations
- Cannot be melt-recycled or reshaped after curing
- Higher brittleness (lower impact resistance than tough thermoplastics)
- Slower production cycles vs injection molding
- Limited design modification post-cure
- End-of-life waste streams go predominantly to landfill
- Increasing regulatory pressure under EU PPWR 2026
The thermosets v thermoplastics distinction is the single most consequential binary in polymers selection- and the one most often under specified. The key distinction is the bond type:thermoplastics rely on secondary (van der Waals) intermolecular forces between chains, which soften reversibly on heating; thermosets depend on permanent covalent crosslinks that do not, meaning they do not reversibly soften. This criterion drives every downstream distinction in performance, processing, and end-of life solution.
Key Mechanical and Thermal Properties of Thermoset Plastics
For an application-specific example of usefully contrasting thermoplastics, consider our thermoplastic recycling guidance contrasting thermoplastics’ movement through the recycling stream (since thermoplastics aem broadly recyclable) with thermoset end-of-life pathways.
| Property | Epoxy (glass-filled) | Phenolic | Melamine | Test Method |
|---|---|---|---|---|
| Tensile strength | 68–200 MPa | 38–50 MPa | 60–90 MPa | ASTM D638 |
| Young’s modulus | ~20 GPa (GF) | 17–35 GPa | ~7 GPa | ASTM D638 |
| Density | 1,600–2,000 kg/m³ | 1,600–1,900 kg/m³ | 1,800–2,000 kg/m³ | ASTM D792 |
| Dielectric strength | 10–30 kV/mm | 10–20 kV/mm | 8–15 kV/mm | ASTM D149 |
| Water absorption (24h) | 0.05–0.15% | 0.10–0.40% | 0.10–0.30% | ASTM D570 |
| CTE (neat resin) | 45–65 ppm/°C | 25–40 ppm/°C | 30–50 ppm/°C | ASTM E831 |
A thermoset material can mean different things to different people. Providing a definitive set of properties would be meaningless, as truly rigid property data is material-specific. For reference, here are the ranges of the most widely used parameters. Always confirm all property specifications against a manufacturer’s datasheet and test method before finalising a design.
The glass-filled epoxy figures above illustrate why CFRP thermoset composites dominate aerospace structural applications: research from 2025 on reversible-chemistry CFRP systems has shown tensile strengths exceeding 450 MPa with Young’s modulus above 12 GPa — performance levels unobtainable from standard thermoplastics without metal reinforcement.
An important key point for engineering: the balance of mechanical strength and thermoset brittleness is inversely proportionate, with increasing crosslinking density. Increasing crosslinking density gives increasing stiffness and high temperature resistance, but at the cost of decreasing toughness. Phenolic thermosets, being based on extremely highly crosslinked aromatic network, give a very high Young’s modulus (17-35 GPa), but brittle.
Unfilled polyurethane thermosets must sacrifice Young’s modulus in order to produce flexible, impact resistant material. To my knowledge there’s no thermoset which is a maximum for all properties – any such claim would be mis-selling.
Industrial Applications: Where Thermosets Are Indispensable
FT is by no means a dying traded material which is on a path out – it has highly entrenched markets for no feasible replacement applications. If we identify which markets are most instrumental to thermoset demands we can then find out which markets ultimately contribute to waste at end of life and know why large scale thermoset scrap collection has such a difficult structure.
Aerospace and Defence:- In the current generation of commercial aircraft the primary aircraft structure is comprised of CFRP epoxy thermosets, which have supplanted aluminium in weight-sensitive roles. CFRP thermoset composites are specified for wings, fuselage sections, and engine nacelles, where the specific stiffness (stiffness per unit mass) is better than either aluminium or steel. This same material has been specified for use in the Military drones, where an early 2024 programme experience show rCF uses delivering a factor of ca 40% reduction in the processing costs.
Electronics: there are no thermoplastic laminates that can fulfill the dichotomy of having the FR4 for every printed circuit board in a mobile phone, server or industrial controller, having the epoxy matrix that is dimensionally stable at 260 C during wave soldering and provides electrical insulation between layers at dielectric strengths of between 10 and 30 kV/mm.
Automotive: Phenolics thermosets are the resin binder in automotive friction materials, (brake pads and clutch linings, where a steadily applied heat exceeding 200 C, will not soften, or outgas. SMC: sheet moulding compound, a chopped glassfilled polyester thermoset, finds use through out the body and structural underbody parts for hoods, panels, etc. where good corrosion resistance and pick-up properties are demanded.
Wind Energy carbon8ustries. This is where thermoset waste begins to be seen. Each blade has 60-70% glass fibre-reinforced polymer and 20-30% thermoset resin (polyester or epoxy) [by weight].
Global wind capacity reached 907 GW in 2022 and is expected to see over 2,000 GW decommissioned by 2030 (according to IEA data). However, with first generation utility scale turbines becoming decommissioned, an estimated 43 million tonnes of thermoset blade waste will need to be disposed of by 2050 and in Europe alone 52,000-55,000 tonnes of blade material will have to be disposed of by 2030.
Construction: Use of glass-reinforced plastic (GRP) pipe, epoxy structural adhesives and phenolic-bonded composite panels is commonplace in conveying drinking water, supporting bridge decks, and coating heavy duty floors for chemical plants. The thermoset GRP pipe has proven service life exceeding 50 years when used in chemically aggressive environments others that thermoplastics can sustain in a narrow range of temperature and pressure.
Electrical infrastructure: The dielectric strength and arc resistance of switchgear housings, transformer bushings, and HV insulators require the use of epoxy and phenolic thermosets. These parts are manufactured to IEC 60243 dielectric test standards, and substituting with thermoplastics cannot meet rated electrical performance.
⚠️ Supply Chain Blind Spot
Another common blind spot for engineers in their supply chains is thermosets. One decommissioned offshore wind turbine blade (.50-100 t of thermoset composite waste without current industry recycling infrastructure close by. For procurement and sustainability teams the creation of end-of-life charters in some form of new thermoset component specifications, the direction of travel in EU regulation, is an absolute.
Our plastics recycling solutions article explains how operators are tackling mixed waste streams.
How Thermoset Plastics Are Manufactured: The Process That Creates the Recycling Problem

Knowledge of the manufacturing process of thermosets is fundamental to understanding the issues surrounding their recycling; it is the manufacturing process that is to blame for thermosets’ irrecyclability – in every stage where the final properties are established, thermosets are made insoluble and infusible. Thermosets are shaped from a continuous liquid or highly viscous semi-solid prepolymer and the thermosetting reaction that occurs during curing then forever “fixes” the shape in the final form.
| Process | Cure Temp | Cycle Time | Typical Material | Application |
|---|---|---|---|---|
| Reaction Injection Moulding (RIM) | 50–80°C | 2–5 min | Polyurethane thermoset | Automotive body panels, bumpers |
| Resin Transfer Moulding (RTM) | 120–160°C | 15–60 min | Epoxy + carbon/glass fibre | Aerospace structures, automotive chassis |
| Compression Moulding | 140–180°C | 3–8 min | Phenolic, SMC (polyester) | Electrical housings, auto parts |
| Pultrusion | 130–180°C | Continuous | Polyester or epoxy + glass/carbon fibre | Structural profiles, FRP rebar |
| Hand Lay-Up | 25°C + post-cure | 4–24 h total | Unsaturated polyester / epoxy | Marine, construction, repairs |
📐 Engineering Note: Why the Cure Reaction Is Irreversible
However once the linkages are formed the reaction is exothermic and auto-catalytic. The overheating that occurs in the RIM and RTM processes during cure provides in-situ formation of char as well as polymer degradation (rather than remeltability). The difference with injection-moulded thermoplastics here is that an end-of-life thermoset component cannot be re-ground and re-processed.
All “manufacturing” scrap produced in thermoset forming processes—sprues, runners, flash, off-spec parts—goes direct to landfill or incineration. This accounts for an estimate of ca. 30% scrap by weight during aerospace CFRP manufacturing processes—an amount with no value-added re-cycling process currently in place.
The five processes above all produce a high quality product. They all produce the same 5 ps of performance and stability. Each of the five processes produce a material which if current recycling technology is not improved, will end up in landfill or as flares or refuse incineration.
Why Thermosetting Plastics Cannot Be Recycled the Traditional Way

It is estimated that around 25% of all plastics made the world over are thermosets- and they are “virtually unrecyclable through any existing conventional infrastructure”. The reason for this is chemical: covalent crosslinks generate a permanent three-dimensioal network on cure, which doesn’t flow when heated- it degrades. There simply is no melt phase to work with.
The plastics sorting and washing lines, pelletisers and extruders which are used for thermoplastics have no place in thermoset recycling
But the issue is not merely chemistry. Three distinct barriers block thermoset recycling at commercial scale, and understanding all three is necessary to assess whether any given waste stream has a viable path forward.
Barrier 1: The Chemistry Barrier
Conventional mechanical recycling involves a melting and re-extrusion step. A 2022 review of recycling technologies in Green Chemistry (run by the Royal Society of Chemistry and funded by D.O.E. ) states explicitly: ” thermosets ‘do not flow upon heating after cure…cannot tolerate thermal treatment if reheating occurs’. The crosslinked polymer remains intact until thermal degradation of the backbone at a temperature of approximately 300-400C renders the material no longer a useful polymer.”
For thermoset composites containing polycarbonate or flame-retardant additives, even when pyrolysis occurs 20-30% of solid char remains as a residue by weight (another waste stream that will need to be landfilled).
Barrier 2: The Economics Barrier
Even when chemical recycling is achievable in principle, the economics are borderline. Techno-economic analysis of a pyrolysis operation at a scale of 120,000 tonnes per year gives an open-loop NPV (material is converted into low-grade filler) of around USD 32.50/tonne – just a fraction of that available from open-loop end-of-life PT and PU elastomers of around USD 2.72/ tonne, or closed-loop chemical recycling seeking to extract polymer grade material. Closed-loop chemical recycling at this scale has a roughly 58% chance of producing a positive commercial return – a highly undesirable statistic for potential investors.
Chemical recycling using advanced catalysts (hydrogenolysis, noble metal systems) has higher selectivity, but “noble metal centres are likely to be poisoned by the impurities in the feedstock”, i.e. mixed thermoset waste, the reality for postconsumer streams that is quickly “showing up the inherent limits on the catalyst”
Barrier 3: The Logistics Barrier
Advanced chemical recycling processes require high purity, large volume feedstock; hydrothermal liquefaction, as another example, cannot operate cost-effectively until sub-70% loading is achieved. But thermosets come in mixed, contaminated waste streams – blades co-mingled with steel fittings, PCBs bonded to copper foil, automotive parts coated in paint and adhesives. Sorting thermosets from mixed waste streams is problematic: coloured plastics including many thermoset composites are not identified by normal near-infrared sensors used at Materials Recovery Facilities.
The consequence: to date, only 15% of the world’s generated carbon fibre-reinforced polymer (CFRP) composite waste has been recycled. The balance is either landfilled or used for energy recovery. In 2024, the total global CFRP waste generation was approximately 62,000 tonnes. Of this, around 30% was derived from European businesses.
Can Thermosetting Plastics Be Recycled?
The upshot: it cannot be achieved via “standard” melt processes. There are however, three interim routes – mechanical grinding to filler, pyrolysis to fibre, chemical solvolysis to high grade products (these are limited by scale), as well as a revolutionary, immediate pathway embodied by vitrimers and covalent adaptable networks (CANs), discussed in section 8. There are three steps to examine; each will be briefly reviewed here under:
💡 Pro Tip: The 3 Thermoset Waste Streams
Manufacturing scrap (clean, uncontaminated, labelled chemical combinations) is by far the least challenging waste collection in thermoset recycling; advances here can be more easily translated to component end-of-life (co-mingled materials, residual adhesives etc) and embedded composite structures (aircraft fuselages, wind turbine blades, infrastructure GRP) as the technology develops.
To put this into perspective of what types of thermoplastic materials can be recovered in the normal recycling stream, our recyclable plastics guide covers the resin types that make it through the normal mechanical recycling process. That is what makes their difference with thermosets so significant and why they’re regarded as a whole other challenge in their own right. The improvement over these two main technical solutions in terms of plastic recycling can be read in our technical comparison of mechanical and chemical plastic recycling approaches.
4 Emerging Technologies Changing Thermoset Recycling (2025–2026)

Commercial thermo set chemical recycling, as a scale up has not been achieved one however the technology landscape changed significantly from 2022 to 2026. A peer-reviewed 2026 comparative study from the Royal Society of Chemistry published the first TRL-rated comparison of viable thermoset composite recycling routes. The table below is derived from that report
| Technology | TRL (2026) | Fibre Retention | Energy Use | Key Limitation |
|---|---|---|---|---|
| Mechanical grinding | 9 (commercial) | 60–80% (short fibre/powder) | 5–15 MJ/kg | Severe property downgrade; filler use only |
| Pyrolysis | 7–8 (limited commercial) | 80–90% | 40–80 MJ/kg | Char residue (20–30 wt%); high energy; GFRP fibres largely destroyed |
| Solvolysis (chemical) | 6–7 (pilot/scale-up) | 90–98% | 25–50 MJ/kg | Solvent management; economics marginal at scale |
| Biological / enzymatic | 2–3 (research) | 95–99% | 5–15 MJ/kg | Very early stage; limited substrate range |
| Vitrimers / CANs | 3–4 (early research-commercial) | 98–100% | 15–30 MJ/kg | Requires thermoset formulation redesign at source; not applicable to legacy materials |
The Vitrimer Exception: Thermosets That Actually Recycle Like Thermoplastics
One can consider the most revolutionary innovation in thermoset science following the 1970s to be that of the vitrimer – a thermoset analogue whose crosslinks are not stable but rapidly exchangeable. These CGCNs, or “vitrimers” (also known as “Covalent Adaptable Networks”, or CANs), are those having a crosslinked structure at use temperature (i.e.: high performance, like a thermoset) and allowing the topology of the network to be reshuffled at a certain activation temperature (pre-empting the thermoplastic state).
At the laboratory scale, four main families of vitrimer chemistry have been showcased :
- Transesterification (TER): Original vitrimer chemistry (Montarnal et al., Science, 2011). -hydroxyl esters in an epoxy matrix undergo bond exchange at Tg, catalysed by zinc acetate, and enable network flow without chain scission.1 A feasibility study from Case Western Reserve University found this limited to 2026 via solid-state shear extrusion (SSSE) at room temperature, solvent-free, continuous processing, with storage modulus rising from 1.48 to 2.46 GPa as successive reprocessing cycles were induced.2
- Disulfide bonds: Lower activation energy than TER; enables Re-Forming under more moderate. 3-D Direct-ink-wrote MWCNT/disulfide-PU composites of the composite showed the tensile strength of 9.07 MPa after five successive reprocessings, compared to 9.12 MPa of initial reprocess: off by 0.5%.
- Diels-Alder (DA) / retro-DA:a thermally reversible reaction: a crosslinking reaction where a furan-maleimide bond is formed below ~110Cand dissociates above ~110C (uncrosslinked). This allows repair and remoulding of the system but, due to its low activation temperature the system may not be used above ~110Cand for continuous service.
- Imine bonds (Schiff bases): Also catalyst-free, and responds to water and mild acid. Polyimine thermosets have been shown to recover 97.5% of graphene nanoplatelets with dilute HCl/acetone at room temperature.
This chemistry, continually proven, enjoys fibre retention of 98-100% after repeated reprocessing cycles, a feat the traditional system despite its efforts cannot compete with at 80-90%. It is not the chemistry itself that is in question, but the ability to add this chemistry at a formulation level in bulk to enable the investment in commercial infrastructure.
— Analysis synthesis from RSC Polymer Chemistry 2026 review and Wiley Global Challenges 2026 feasibility study
The first commercial example: Siemens Gamesa installed the first commercial RecyclableBlade – using Aditya Birla ‘s (Ceelux) ‘Recyclamine’ epoxy (engineered cleavage points) – at RWE ‘s Kaskasi offshore farm in 2022. This was the first installed thermoset blade engineered for chemical recovery (resin and fibre) at EOL. BMW has been using recovered carbon fibre (rCF) from CFRP thermoset waste in the seat frames and C-pillars of i3/i8 production vehicles since 2013 – with around 30% weight gains versus aluminium equivalents.
For recovered thermoset composite materials which can be ground down and re-pelletised into thermoplastic-compatible granulates – such as certain carbon fibre reinforced vitrimer outputs – our plastic pelletizing equipment offers the downstream processing capability. For the wider technology comparison between mechanical and chemical recycling approaches our dedicated chemical recycling approaches guide can be found here.
💡 Pro Tip: Evaluating Your Thermoset Waste Stream
The vitrimer-to-commercial pipeline is real but sluggish – TRL 3-4 … could take between 5-10 years to scaled. For operators managing thermoset waste today: to be economically reliable to take to market, mechanical grinding into filler (TRL 9) is the only truly operational pathway; pyrolysis of CFRP specifically (TRL 7-8) recovers fibre with maintainable quality; solvolysis pilots are navigating the economy but not to market-place scale yet. If you are specifying new thermoset components select vitrimer-formulated resins where mission-critical performance characteristics can otherwise be met – the recyclability gap can only get worse!
Industry Outlook: Thermosets and the Circular Economy, 2025–2026
Three driving forces are redefining the thermoset industry’s relationship with circularity: one EU regulation with a hard compliance deadline, a self-imposed industry pledge on wind blade landfilling, and a market for thermoset component demand that keeps expanding despite – not because of – the recyclability hurdle.
EU PPWR: The regulatory tipping point. The EU Packaging and Packaging Waste Regulation (PPWR), Regulation 2025/40, officially entered into force on 11 February 2025 and is valid from 12 August 2026. The regulation applies universally, to all packaging irrespective of material composition or source, including packaging that integrates thermoset components (‘epoxy can’ linings, composite caps, multi-layer structures with thermoset barrier layers). Packaging that cannot be achieved to meet 70% recyclability by weight in 2030, cannot be put on the EU market from 2030. From 2038, the performance-requirements was increased to a requirement to 80%. Thermoset-inclusive packaging that fails to reach those recyclability thresholds faces mandatory removal from the EU market.
There is no thermoset exclusion in the currently codified PPWR language, the ‘everything material-neutral’ regulator reading. Ecosurety’s recyclability classification tests can be initiated now so that manufacturers can prepare their thermoset-containing products for imminent regulation’s requirements.
Wind Blade Landfill Ban: industry self-fulfilment, effective 1 January 2026. The wind sector has leapt, ahead of legislation: by 1 January 2026, the wind turbine industry in Europe self-enforced a ban on blade landfill. The legislated blade landfill ban was enacted in Germany in 2024 and implemented in the Netherlands in 2023. With Europe managing at least 52,000-55,000 tonnes of blades annually by 2030, the inflexion point for the need for commercially scalable thermoset composite recycling pathways is certainty to arrive.
Market Growth in the Future. The future of the thermosetting plastics industry is one of exponential growth, with recyclability fears holding back the current growth of the plastics market as a whole. It was valued at $145.86bn in 2025, and predicts to continue to grow to $228.69bn by 2035 in CAGR of 4.6%.9 Epoxy Resins, [being] the most environmentally complex as it involves CFRP composites, is growing at 8.5% in the wider plastics market.10.
The rise of electric vehicles [is likely to] increase demand for composite thermosets even more [in the future:] battery enclosures, structural body parts, even thermal management areas become active fields for thermoset composites R&D.
Advanced recycling investment is real. Plastics Europe estimates that EU manufacturers invested about 7.2 billion in chemical recycling. By 2030, Airbus aims at 50% of recycled weight in the aircraft manufacturing process.
NREL PECAN ( PolyEster Covalently Adaptable Network) resin those biodegradable ingredients are recyclable in six hours in mild chemistry, and replicates the performance of thermoset composites. It has been demonstrated in a prototype blade nine meter size and is actively on the way to commercialisation. But, they are indications of investment trends.
Action Recommendations for 2025–2026
- Specifiers: Initiate end-of-life recording audits for all thermo-set components prior to Q1 2026. EU PPRW threshold levels for recyclability begins from August 2026.
- Wind operators: the European blade landfill ban is in place from January 2026. Connect with pyrolysis and cement coprocessing companies now- capacity is limited and booking well in advance is not uncommon in Germany or the Netherlands.
- Procurement: Where allowable by performance specification, test vitrimer-formed thermoset resins, including but not limited to, future proof thermoset resins such as Aditya Birla Recyclamine for epoxy application.
- Recyclers: it doesn’t behave like a normal plastic stream. To justify investment in a process to convert CFRP scrap into pyrolysis or to enable solvolysis then requires that the customers for “feed” stock are different from those for thermoplastic pelletising operations.
Further information on how the value chain can benefit from circular economy principles can be found in our circular economy for plastics guide. For operators contemplating investment decisions for a recycling plant, our recycling plant profitability analysis presents the cost structure across technology types.
Managing Plastic Waste Streams at Industrial Scale?
Kitech designs and manufactures plastic recycling equipment for thermoplastic waste streams — pelletising lines, washing systems, and shredding solutions that handle the recyclable fraction while helping you document what cannot yet be mechanically recovered.
Frequently Asked Questions
What is thermosetting plastic, with examples?
View Answer
The second type of polymer is thermosetting plastic which hardens permanently after the chemical cure reaction and is not possible to re-melt or form reshapes. This type of polymer has covalent bonds forming crosslinks between chains and forms a 3D network structure. Typical examples of thermosetting plastics are epoxy resin used on circuit board and CFRP composites, phenolic resin or bakelite used in brake pads and electrical fittings, melamine formaldehyde used in countertop laminates, unsaturated polyester used on GRP boat hulls, polyurethane thermoset used in rigid foam insulation, Silicone thermoset used in medical seals and polyimide used in engine components on space shuttles up to 400C.
What is the difference between thermoplastic and thermosetting plastic?
View Answer
The key difference(s) are the bond type, and the ability to be reversed or remelted: for thermoplastics polymer chains are held together by seconday (van der Waals) forces between them, which soften when heated, enabling the material to melt, be remoulded, and reprocessed by re-extrusion. For thermosets the chains are covalently crosslinked during curing: heating them causes degradation, not liquid flow, and the polymer matrix cannot be remelted. Practical consequence is: thermoplastics are pelletised and electro-mechanically recycled by re-melting, thermosets are not. The consequence for the eventual appli- cation is: thermosets offer better thermal performance (up to 400C versus 80-150C for most ‘common’ thermoplastics) and dimensional stability (better retention of geometry, at the expense of re-processability), and thermoplastics the other way round. Table 1 summarises other considerations for choosing between these two material classes.
Can thermosetting plastics be reshaped or remoulded?
View Answer
not with conventional thermosets – once cured, the crosslinked network is permanent. However, a new ‘family’ of thermosets known as vitrimers (Covalent Adaptable Networks) have been developed, which can be reshaped and remoulded; their dynamic covalent bonds exchange at high tempera- ture and enable reshaping – yet retain the same high temperature and chemical performance as their precursor thermotorest. Vitrimers are currently R&D-stage (TRL 3-4) and require the CAN chemistry to be fundamentally considered during formation design and processing; traditional thermosets cannot be converted.
Is PVC a thermoset plastic?
View Answer
No – you are confused! PVC (Polyvinyl Chloride) is a thermoplastic, and can be remelted and reformed using standard recycling routes, including for example secondary granulation. (In fact PVC is not normally mechanically recycled: its high chlorine levels lead to difficult reprocessing in mixed streams, and to formation of toxic dioxins in its demise). The term ‘thermosehts’ can lead us to think of it as setting the way an inorganic metal does – but most common forms of virgin PVC are unplasticised; it is a flexible material due to the plasticiser content, not by virtue of its crosslinked structure. It does not undergo curing.
What are the main disadvantages of thermosetting plastics?
View Answer
this answer points to the main weaknesses of the usual ‘esters’ (Un- saturated Polyesters, UPEs): they are not therefore as recyclable conventionally, they tend to be brittle (a consequence of high cross-link density, which delivers high stiffness and excellent heat stability simultaneously), they have a longer cult time so batching tends to be longer, and the now converging EU Packaging and Packaging Waste Regulation 2026 requirements starting to impose recyclability conditions on Verpackungen which contain vitreous or thermoset resins. Performance considerations can override these issues for most gea- ring components, but at end-of-life the burden will increasingly shift to the supplier unless a new thermoset class becomes readily commercialisable.
Which thermosetting plastic is most commonly used in industry?
View Answer
as a class of polymers epoxy resin is one of the second most used nationwide, reaching adoption levels of an estimated 43% of the world global thermoset market in 2035. It is cost-competitive versus the other thermosets in high-performance structural composites in Aerospace, electronics and other exotics, maintain strong growth rates in this selector, and acts as the high-value driver for the other thermoset categories; phenolics (Bakelite) was the first internatinally-available commercial plastic, while Vectra is currently the best-deployed high-value engineering thermose- ts.
How should thermoset plastic waste be handled at end of life?
View Answer
The optimal route varies by thermoset (cloestablished in the United States or Europe) and for what level of contamination. For CFRP thermoset composites (the most established thermoset composite) pyrolysis (TRL 7-8) is our most commercially accessible route, with 80-90% fibre property retention: solvolysis (TRL6-7) provides 90-98% property retention at pilot scale. For GFRP glass-fibre-reinforced thermoplastics the currently most deployed route is cement co-processing using the calcium in the thermopresent; both fibres and calcium can be incorporated directly into clinker.
Mechanical grinding can be used to produce filler (TRL9): however it is universal but low value in output. Landfilling is common but faces growing restrictions, especially on wind blades (EU industry ban from January 2026). All thermoset waste handlers must begin recording provenance of waste stream now in order to ensure compliance with traceability requirements of EU packagingandpackaging waste regulation(ET 2013) effective 1 August 2026.
Our Perspective on This Topic
Kitech designs and manufacturers plastics recycling equipment — pelletisers, washing systems, shredding lines — for thermoplastic waste streams, not thermoset composite recycling equipment. We are (currently) writing because our customers are mixed plastics processing plants who, on their journey to efficient operations, may encounter thermosets and need to know what they are and why they do what they do, so they can make decisions about what to accept, what to refuse, and what to document. What’s in this paper is based on publicly available research published through early 2026; Tier 1 academic and regulatory sourced claims are referenced and linked throughout.
References & Sources
- IUPAC Compendium of Chemical Terminology (Gold Book) — “thermosetting polymer” — International Union of Pure and Applied Chemistry, 5th ed. (2025)
- Jamei-Oskouei et al., “Recycling Thermoset Systems by Vitrimerization Using Solid-State Shear Extrusion” — Global Challenges (Wiley), Vol. 10, Jan 2026 (doi:10.1002/gch2.202500417)
- Li et al., “Expanding plastics recycling technologies: chemical aspects, technology status and challenges” — Green Chemistry, Royal Society of Chemistry, 2022 (DOE-funded)
- Kuila et al., “Comprehensive review of CFRP recycling methods: 3R strategies” — RSC Polymer Chemistry, 2026
- PMC12329581 — “Pathways towards a circular economy for thermoset nanocomposites” — Chemical Science, 2025 (University of Waterloo / Royal Society of Chemistry)
- PMC11902707 — “Recent Advances in Polymer Recycling: A Review of Chemical and Mechanical Methods” — NIH PubMed Central, 2024
- Ramaswamy et al., “Wind Turbine Blade Recycling: Status, Challenges and Emerging Technologies” — MDPI Energies, 2025
- European Commission — Packaging and Packaging Waste Regulation 2025/40 (PPWR) — DG Environment, European Union
Related Articles
- Thermoplastic Recycling: Complete Process Guide — how recyclable polymers move through pelletising lines
- Mechanical vs Chemical Plastic Recycling: Which Approach Works? — key differences for mixed polymer operators
- Which Plastics Can Be Recycled? A Complete Material Guide — resin codes and recyclability ratings explained
- Circular Economy for Plastics: Key Principles and Strategies — regulatory framework and industry roadmap
- Types of Plastic: Resin Codes, Properties, and Recyclability — complete polymer classification guide







