
Póngase en contacto con Kitech Company

Cómo funcionan los peletizadores de plástico: tipos, componentes y guía de selección del comprador
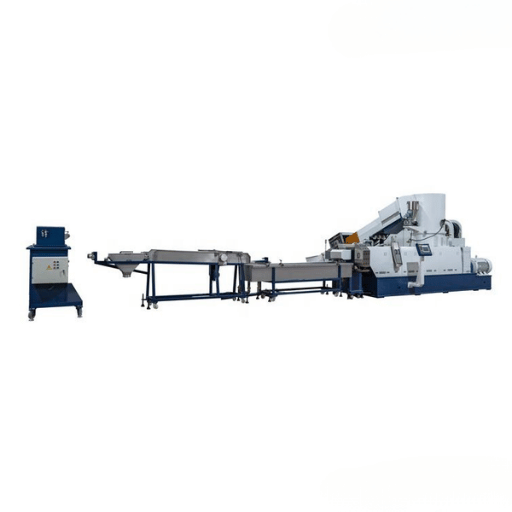
Mientras que cada año se generan millones de toneladas de chatarra plástica como subproducto industrial o residuo posconsumo, el proceso de convertir esos residuos en una valiosa materia prima pasa por el peletizador de plástico. Esta es la máquina central de cualquier línea de reciclaje, una de las máquinas de reciclaje más críticas, que transforma polímeros de chatarra fundidos o triturados en pellets uniformes, materias primas listas para su reutilización en el procesamiento de inyección, soplado y película. Esta guía analiza el funcionamiento de los sistemas de peletización, compara las tres tecnologías de corte principales, lo guía a través de consideraciones de control de procesos y proporciona una guía sencilla para seleccionar el equipo de peletización adecuado para su operación de reciclaje.
Especificaciones rápidas
| Parámetro | Valor |
|---|---|
| Tipos de peletizadores | Hebra, Subacuática (UWP), Anillo de Agua |
| Rango de rendimiento | 50-3.000+ kg/h |
| Formas de pellets | Cilíndrico (cadena) / Esférico (cara de matriz) |
| Polímeros compatibles | PE, PP, PET, PS, ABS, PA, PC y compuestos |
| Diámetro del orificio de la placa de matriz | 2,0-6,0 mm (estándar) |
| Humedad residual | <0,05% (UWP) a <1% (cadena) |
¿qué es un peletizador de plástico?

Un peletizador de plástico es un equipo que toma polímero termoplástico o desechos plásticos triturados como entrada y produce gránulos de plástico pequeños y uniformes (generalmente de 2 a 5 mm de diámetro). Estas pequeñas bolas de plástico, también llamadas nurdles o gránulos, luego fluyen hacia tecnología posterior, como una máquina de moldeo por inyección o soplado o una matriz de película.
Independientemente del método de corte, el proceso de peletización sigue siendo el mismo. Normalmente, los plásticos en bruto se alimentan a través de una extrusora y luego se procesan termomecánicamente hasta fundirlos y luego se transportan mediante un cambio de pantalla. A continuación, el polímero fundido se transporta a través de una matriz con varios a varios cientos de orificios, luego se corta en trozos del tamaño de una bolita, se seca, se enfría y luego se transporta a través de un sistema transportador hasta un silo de pellets. Cada paso afecta la calidad de los pellets en términos de forma, tamaño y contenido de humedad.
La peletización es relevante para el reciclaje desde el EPA de EE.UU afirma que se puede ahorrar hasta 50% de la energía necesaria para producir resina virgen reciclando plásticos. Cuando la chatarra de plástico reciclado se peletiza según normas como la Directrices de la APR (que estipulan un contenido de humedad inferior a 0,5% como se describe en ASTM D6980), los gránulos resultantes reemplazan al material virgen en muchas aplicaciones. Normalmente, el consumo de energía para el reciclaje de PP está en el rango de 1 a 4 kWh/kg con un rendimiento de diseño, lo que reconoce que el tamaño y la eficiencia del motor; así como el poder calorífico de los residuos, influyen en los resultados.
Para los procesadores de plásticos que buscan comprar plásticos reciclados, es el grado de formación de pellets lo que permite o previene el procesamiento convencional sin modificaciones. Se puede atribuir la culpa a los pellets que se rompen en las tolvas o exhiben características inconsistentes en el producto final máquinas peletizadoras de plástico que no se especificaron en términos de rendimiento, tamaño de pellets, humedad residual y densidad aparente.
¿cómo convierte un peletizador de plástico los residuos en pellets?
Seis pasos comprenden este proceso. 1) Los desechos de plástico clasificados se introducen en la tolva de la extrusora mediante un dispositivo dosificador y se trituran. 2) El cilindro de la extrusora se calienta por encima del punto de fusión del polímero mientras el tornillo produce presión. 3) El polímero se empuja a través de un cambiador de pantalla que elimina todos los desechos y partículas extrañas. 4) Luego, el material se fuerza a través de una placa de matriz con orificios de bloque perforados en la cara para producir hebras. 5) un sistema peletizador ubicado en la cara de la matriz o varios pies aguas abajo corta las hebras en gránulos. 6) Los gránulos se enfrían o enfrían en un baño de agua, un anillo de agua o una cámara presurizada. Luego se transportan neumáticamente a la unidad de secado en un secador centrífugo. Desde allí, los gránulos secos se transportan neumáticamente hasta su almacenamiento.
La transformación completa es de 3 a 45 segundos según el tipo de sistema.
Plato vs Subacuático vs Anillo de Agua: Tres sistemas de peletización comparados
Las tres técnicas principales de peletización hacen el mismo trabajo básico: tallar el polímero caliente en bolitas, pero su ubicación y método de corte varían, y esta variación influye en todo, desde la forma de la bolita y el contenido de humedad hasta los costos de capital y el tiempo requerido por el operador.
| Característica | Hebra | Subacuático (UWP) | Anillo de agua |
|---|---|---|---|
| Rendimiento | 100-2.000 kg/h | 500-3000+ kg/h | 200-1.500 kg/h |
| Forma de pellet | Cilíndrico | Esférico | Lenticular |
| Mejores materiales | PET, PA, PP, compuestos rellenos (hasta relleno 90%) | Todos los polímeros | PE (LDPE, LLDPE, HDPE), PP, PC, PS |
| Enfriamiento | Baño de agua + cuchillo de aire | Cámara de agua a presión | Anillo de agua + centrífuga |
| Humedad residual | <1% | <0,05% | <0,5% |
| Costo relativo | $$ (entrada más baja) | $$$$ (máximo) | $$$ (rango medio) |
| Participación del operador | Alto (convencional) / Bajo (ASP) | Bajo (automatizado) | Bajo |
Pelletización de hebras: esta es la forma de peletización más antigua y familiar. Una placa de matriz forma rollos continuos de resina fundida que se enrollan a través del baño de agua, una cuchilla de aire seca la superficie y luego los hilos entran en el cortador de hilos en el que las cuchillas giratorias cortan los hilos en gránulos cilíndricos. Los compuestos rellenos se procesan más fácilmente que con la tecnología de matriz porque los hilos son sólidos antes de ser cortados.
Ventajas de ✔ Strand
- El costo de capital más bajo de los tres sistemas
- Maneja compuestos llenos hasta una carga de relleno 90%
- Mantenimiento sencillo « ruta de cadena visible para solucionar problemas
- Los peletizadores de hebras automáticos (ASP) reducen la dependencia del operador
⚠ Limitaciones de la cadena
- Mayor humedad residual (<1%) que los sistemas de matriz
- Los modelos convencionales necesitan la atención del operador para orientar el hilo
- Los baños de agua abiertos pueden generar polvo y finos
- No apto para fundidos pegajosos o de baja viscosidad
En UWP, el corte se produce debajo de la cara del troquel dentro de una cavidad llena de agua con material fundido expulsado de la placa del troquel y cortado por cortadores en cuchillas giratorias inmediatamente después de la salida para formar gránulos esféricos. Luego, el flujo de agua lleva los gránulos a un secador centrífugo. Una ventaja específica de este proceso es el corte y enfriamiento ‘instantáneo’ en un ambiente contenido con humedad residual mínima asociada (<0,05%) y sin partículas muertas/polvo en la atmósfera.
Ventajas de ✔ UWP
- Mayor capacidad de rendimiento (3000+ kg/h)
- Pellets esféricos con excelente fluidez
- Funcionamiento cerrado y sin polvo
- Humedad residual ultrabaja (<0,05%)
⚠ Limitaciones de UWP
- Mayor inversión de capital de los tres sistemas
- El sistema de agua de proceso añade complejidad
- El procedimiento de inicio requiere una coordinación precisa de la temperatura
- No es ideal para cargas de relleno muy altas (>70%)
La peletización con anillo de agua funciona de manera similar a la peletización con cara de matriz, en el sentido de que la cara de matriz se corta; sin embargo, en lugar de cortar en una cámara de agua bajo presión, se utiliza un anillo de agua que gira. Los gránulos se disparan desde el anillo de hilatura hacia el agua, antes de dejarlos secar, produciendo gránulos lenticulares (en forma de lente) y funcionando mejor para poliolefinas como el polietileno (PE) y el PP.
Ventajas del anillo de agua ✔
- Buen equilibrio de costo, rendimiento y calidad de pellets
- Muy adecuado para PE, PP y otras poliolefinas
- Requisitos de presión de agua más bajos que los UWP
- Huella compacta
⚠ Limitaciones del anillo de agua
- No apto para polímeros de alta temperatura de fusión como el PET
- Es posible que la forma lenticular no cumpla con todas las especificaciones del cliente
- Techo de rendimiento moderado frente a UWP
Considere la ventana de fusión a corte: como se ve en el gráfico anterior, no importa en qué tipo de tecnología se administre, es necesario que haya un período de tiempo específico, conocido como ventana de fusión a corte, entre el momento en que el polímero sale del troquel y la cuchilla golpea el polímero. Si no hay suficiente tiempo entre el troquel y la cuchilla, entonces la masa fundida está demasiado caliente y el gránulo extruido en lugar de tener una buena forma redonda, tiene formas de noria o, en el lenguaje de los fabricantes de pellets, “se duplica”. Si hay demasiado tiempo entre el troquel y la cuchilla, se producen fracturas, finos y colas.
Controlar esta ventana, con la temperatura del agua, la temperatura del troquel y la velocidad del cortador, es una variable muy influyente en la calidad de los pellets.
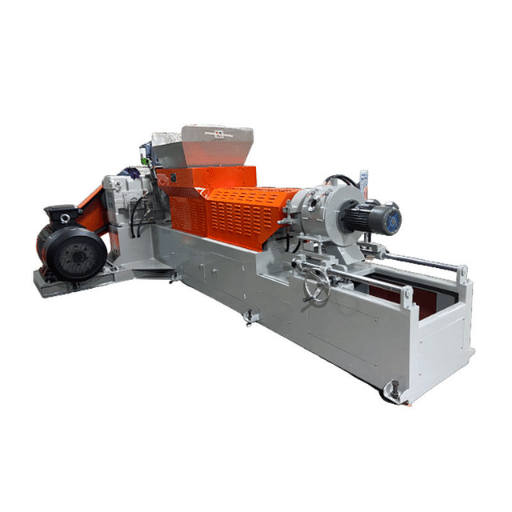
¿cómo funciona la peletización submarina?
Pelletización bajo el agua En un sistema de peletización submarino, el polímero fundido se extruye a través de una placa de matriz calentada directamente a una cámara de agua bajo presión. Un cabezal cortador giratorio con muchas cuchillas (el bloque de corte) se descarga contra la cara de la placa de matriz para que cada hebra de masa fundida se corte en el instante en que sale. El efecto del baño de agua interno es congelar las gotas en esferas en cuestión de unas pocas décimas de segundo. La suspensión de pellets/agua se bombea continuamente a un secador centrífugo que separa el pellet del agua de proceso en menos de 10 segundos (en ningún momento el polímero está en contacto con el aire). El agua de proceso se envía a través de un filtro y control de temperatura antes de ingresar a un sistema cerrado para su recirculación. Debido a que el punto de corte está bajo el agua en un ambiente sellado, no hay problemas de polvo, ni exposición del operador a humos o emisiones, ni arrastre de material externo a la corriente de producto.
“La peletización submarina funciona como un sistema de circuito cerrado libre de aire. No existe riesgo de emisión de gases, polvo o contaminación del producto”
« John Bell, Ingeniería de Reducción Scheer, escribiendo en Plastics Technology
Obtenga más información sobre sistemas peletizadores monotornillo, o compárelo con a sistema de peletización compactador.
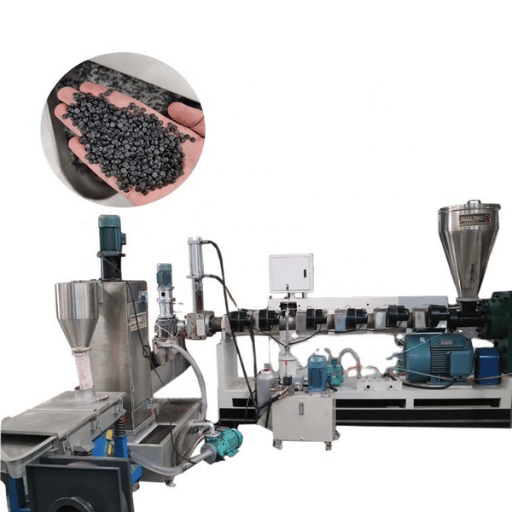
Componentes clave dentro de una máquina peletizadora

La confiabilidad de todo un sistema de peletización depende del rendimiento de cada componente individual. Siga los enlaces para comprender las funciones.
Extrusora (de un solo tornillo o de dos tornillos): la extrusora es el caballo de batalla del peletizador y crea flujo dentro de la corriente de fusión. Es responsable de fundir, transportar y comprimir el material. Una extrusora de un solo tornillo para reciclaje tiene una relación L/D entre 28:1 y 36:1. Las unidades de doble tornillo generalmente se utilizan para la composición.
Placa de matriz: El trabajo de la placa de matriz es extruir la forma de pellet deseada. Los tamaños habituales de pellets varían de 200 a 800 orificios con un diámetro de 2,5 a 4 mm. Utilice el patrón del orificio de alimentación, la longitud del terreno y las puntas del ángulo cónico para mejorar la calidad de su producto.
📐 Nota de ingeniería: La especificación de la placa de matriz “el número de orificios multiplicado por el diámetro determina el tamaño del sedimento base, pero las dimensiones finales también dependen de la velocidad del cortador, la viscosidad de la masa fundida y el hinchamiento de la matriz. Rango estándar: 200-800 agujeros a 2,5-4,0 mm de diámetro. El acero inoxidable 316L está especificado para aplicaciones corrosivas que incluyen PVC y compuestos halogenados.
Sistema de corte: Un cortador giratorio descendente ubicado en la cara del troquel o un cortador giratorio de la cara del troquel comprende el sistema de corte. Las piezas mecánicas se cortan a más de 3000 revoluciones por minuto. La calidad de la hoja se puede reflejar en el uso de acero para herramientas, estelita o carburo de tungsteno, especialmente si necesita procesar polímeros rellenos de abrasivo. Las cuchillas desgastadas generan colas y finos indeseables.
Sistema de refrigeración: Un baño de agua (hebra), una cámara de agua a presión o un anillo de agua gestiona la extracción de calor de diferentes maneras. La temperatura del agua del proceso debe permanecer dentro de una ventana cerrada o de lo contrario se generan dobles o se comienza a fracturar los hilos.
Secador centrífugo: Los gránulos se hilan rápidamente en un secador especial después del corte y para el enfriamiento inicial con el fin de eliminar el exceso de agua del proceso (humedad superficial). Sólo un secador centrífugo bien diseñado puede eliminar la humedad residual de 0,05% del gránulo de UWP.
Bomba de fusión y cambiador de criba: la bomba de engranajes se coloca inmediatamente después de la extrusión de la masa fundida para proporcionar una presión constante a la cara de la matriz o al peletizador. Un cambiador de criba colocado antes de la placa de matriz elimina contaminantes como papel, metal y polímero no fundido que podrían crear problemas con la matriz.
⚠¦ Importante
Como se puede ver en la fotografía, si el cuchillo de cama se rompiera podría salir y causar lesiones en el peletizador. ¡Utilice siempre el torque especificado al dar marcha atrás o instalar cuchillos de cama!
En máquinas más nuevas, el desmontaje del cortador se puede realizar en menos de 2 minutos con acceso sin herramientas como el que se muestra. Se obtienen importantes ahorros en HDT con un cambio rápido de cuchilla. El tiempo de inactividad para los cambios de cuchilla cae a casi cero.
Lista de verificación de inspección de puesta en servicio:
- Alineación de la placa de matriz « verifique la concentricidad con el cubo del cortador
- La holgura del espacio entre cuchillas se puede comprobar con una galga de espesores antes de realizar ajustes de cuchillas según las especificaciones OEM.
- Temperatura del agua del proceso « confirmar dentro de ±2°C del objetivo
- La condición del rodillo de alimentación se determina mediante examen de ranuras de desgaste largas (sistemas de hebras).
- La calibración del sistema de control compara la lectura digital del sensor de velocidad y temperatura del termopar con lecturas de termómetros y tacómetros portátiles.
¿quieres comparar modelos de peletizadores entre sí? Aquí es donde enumeramos el rendimiento, la configuración del troquel y la potencia motriz para toda nuestra línea.
Compatibilidad de materiales: ¿qué plásticos se pueden peletizar?
No todos los sistemas de peletización son compatibles con todos los materiales plásticos. La temperatura de fusión, la viscosidad, el nivel de relleno y la sensibilidad al agua tienen un impacto en la selección de métodos de corte. Aquí hay un cuadro que muestra los tipos de resina y las tecnologías populares utilizadas en los peletizadores.
| Material | Temperatura de fusión (°C) | Sistema recomendado | Forma de pellet | Notas especiales |
|---|---|---|---|---|
| HDPE | 130-137 | Hilo o Anillo de Agua | Cilíndrico/lenticular | Resina reciclada más común |
| Película LDPE/LLDPE | 110-125 | Anillo de Agua o Compactación + Hebra | Lenticular | Requiere compactador para baja densidad aparente |
| PP (rígido + tejido) | 160-170 | Hilo o Anillo de Agua | Cilíndrico/lenticular | Esté atento al relleno de carbonato de calcio |
| MASCOTA | 250-260 | Hebra (convencional) | Cilíndrico | Requiere cristalización; alta sensibilidad a la humedad |
| PD | 210-250 | Hebra o UWP | Cilíndrico/esférico | Propenso a las multas; corte cerca del punto de reblandecimiento de Vicat |
| ABS | 220-260 | Hebra o UWP | Cilíndrico/esférico | Bueno para aplicaciones compuestas |
| Compuestos | Varía | UWP o Tornillo Doble + Hebra | Varía | Color masterbatch, relleno, mezclas |
Todos los valores de propiedad térmica se basan en ASTM D4000. La especificación de PE reciclado APR para humedad residual es inferior a 0,5% de peso ASTM D6980. Tanto el sistema de hebras como el de anillos de agua son capaces de cumplir con este requisito cuando el material se seca adecuadamente.
Las aplicaciones de composición (producción de masterbatch de color, concentrados rellenos de minerales y mezclas de polímeros) a menudo combinan una extrusora de doble tornillo co-rotativa con UWP o corte de hebras. Las extrusoras de doble tornillo permiten que se produzca la mezcla dispersiva y distributiva adecuada mientras el método de peletización se basa en la forma deseada de los gránulos y los requisitos de rendimiento. La operación de UWP es extensa para la producción de masterbatch de color de gran volumen, ya que los gránulos esféricos fluyen eficientemente a través de sistemas de mezcla gravimétrica.
Consulte el Máquina peletizadora de HDPE, peletizador de reciclaje de PET, y máquina peletizadora de películas páginas para información específica del equipo.
¿cómo convertir plástico en pellets?
La peletización de residuos plásticos implica siete pasos. Separe la chatarra entrante por tipo de resina. Tritúrelo en escamas con un granulador o trituradora. Enjuague las etiquetas, el pegamento, la suciedad y el producto. Seque por debajo de 0,5% el contenido de humedad (los polímeros sensibles al agua como PET o PA sufren una descomposición prematura mediante hidrólisis). Cargue las escamas secas limpias mediante un apisonador o una tolva de alimentación forzada en una extrusora. La pulsación se mitiga a través de un filtro, luego el polímero fundido pasa sobre el paquete de pantalla y dentro del cabezal de la matriz. Los gránulos se crean en el sistema troquelador. Mida la distribución del tamaño de los gránulos, la densidad aparente y el contenido de humedad de acuerdo con las especificaciones del cliente o los valores del índice de flujo de fusión ASTM D1238 para caracterizar la calidad.
Cómo elegir el peletizador adecuado para su línea de reciclaje
Seleccionar un peletizador es una decisión compleja y multifactorial; Las siguientes cuatro preguntas son un punto de partida lógico para reducir las opciones antes de enviar solicitudes de cotización.
El marco de selección de peletizadores de 4 preguntas:
- ¿Qué material estás procesando? Esto elimina rápidamente las opciones inadecuadas. Los restos de película fibrosa deben introducirse en un compactador aguas arriba. El PET debe alimentarse a través de un cristalizador y un secador. Los compuestos altamente llenos necesitan una placa de matriz abrasiva. Si está procesando múltiples fundidos, comience con la masa fundida de peor rendimiento.
- ¿qué rendimiento necesitas? Esto ayuda a dimensionar la unidad. Menos de 500 kg/h es un tamaño pequeño-medio (hebra o anillo de agua). Entre 500 y 1500 kg/h es de tamaño mediano donde las tres tecnologías son bastante comparables. Con más de 1500 kg/h, UWP sobresaldrá en eficiencia y automatización.
- ¿qué forma de pellet requiere su salida deseada? Los moldeadores de inyección generalmente utilizan pellets esféricos (UWP) o cilíndricos (de hebras). Los peletizadores de película generalmente aceptan lenticulares (anillo de agua). Consulte con los clientes/compradores antes de especificarlo.
- ¿cuál es su presupuesto de inversión? Los sistemas de hebras de nivel básico funcionan justo por debajo de $50.000. Los peletizadores de hebras automáticos y de anillo de agua de rango medio funcionan entre $50.000 y $150.000. Los sistemas UWP de alto volumen funcionan por encima de $150.000. Tenga en cuenta que el costo total de propiedad podría ser menor con UWP ya que tiene un capital inicial más alto pero mano de obra mucho menor y costos de mitigación de polvo cero.
Situación de la vida real: un reciclador de plásticos que manipulaba 800 kg/h de película de HDPE posconsumo instaló un pequeño peletizador compactador con cara de matriz de anillo de agua. Su compactador gestionaba la menor densidad aparente de la película (flota y une en tolvas estándar), mientras que el anillo de agua creaba pellets lenticulares consistentes con una inversión inicial significativamente menor que un sistema UWP equivalente. El sistema se amortizó solo en 14 meses.
💡 Consejo profesional
Elige tu equipo único o integrado líneas completas de peletización cuidadosamente por el costo total de propiedad en lugar del precio de compra únicamente. Espere costos de capital más altos con los peletizadores UWP, pero costos de mano de obra operativa por kilogramo más bajos con operación sin polvo (no se requiere sistema de recolección de polvo) y un contenido de humedad ultrabajo que elimine el secado posterior en muchas aplicaciones de procesamiento.
Utilice esta herramienta de medición de peletizadores para ingresar su material y determinar las recomendaciones del modelo de peletizadores para el rendimiento deseado. O puede considerar explorar las ofertas de líneas integradas, que incluyen extrusora, troquel, enfriamiento, secado, transporte y otros ingredientes además del peletizador.
Problemas comunes con los peletizadores y cómo prevenirlos

Incluso cuando está equipada con las mejores especificaciones, la maquinaria de peletización produce un producto defectuoso cuando los parámetros se desvían. A continuación se detallan los cinco problemas de peletización más comunes junto con sus causas fundamentales y soluciones prácticas basadas en una amplia experiencia de campo y guías de solución de problemas.
| Problema | Causa raíz | Prevención |
|---|---|---|
| Tamaño desigual del pellet (fino) | Hebra demasiado fría en el punto de corte; rotor desgastado | Corte cerca del punto de reblandecimiento de Vicat; utilice rotores de acero inoxidable o de acero para herramientas; mantener bordes afilados |
| Colas (protuberancias) | Corte limpio fallido; placa de troquel mellada | Vuelva a separarse según las especificaciones del fabricante; inspeccionar la placa del troquel en busca de ranuras; cambie al borde nuevo del rotor |
| Reducir los huecos/gránulos huecos | Procesar agua demasiado tibia o demasiado fría | Templado adecuado de las hebras; Verifique el puerto de vacío para ver si hay volátiles arrastrados |
| Dobles / cremalleras | Agua de proceso demasiado caliente; bajo flujo de agua | Bajar la temperatura del agua; aumentar el caudal; comprobar la separación de los orificios de los troqueles |
| Bloqueo de agujeros de troquel | Materia prima contaminada; cambiador de pantalla incorrecto | Materia prima previa al filtro; El cambiador de pantalla de tamaño engrana correctamente |
¿cuáles son los problemas comunes de los peletizadores?
Cinco defectos de peletización comunes incluyen un tamaño de pellets deficiente, colas/cabello en los bordes de los pellets, huecos retráctiles que crean huecos, dobles donde dos pellets se fusionan y bloqueos de orificios de matriz que limitan el rendimiento. Las medidas preventivas comprobadas incluyen tres controles de proceso: el equilibrio de temperatura entre la masa fundida y el medio refrigerante, el espacio de la hoja y el filo de la hoja, y la limpieza de la materia prima. El mantenimiento preventivo, como controles de la hoja cada ocho horas, limpieza de la placa del troquel en cada turno y registros de temperatura del agua calentada, ayudará a eliminar posibles problemas antes de que generen desechos.
⚠¦ Importante
Un cuchillo de cama agrietado puede soltarse y volar alrededor del peletizador, rompiendo o opacando los bordes cortantes, una reparación costosa. Siempre verifique y siga las recomendaciones de torsión del fabricante al instalar o girar cuchillos de cama.
Nota sobre la experiencia de procesamiento: los hidrocarburos volátiles o los reflejos de los gases residuales de los sensores en línea pueden leerse como humedad residual. Si su secadora funciona normalmente y las lecturas de humedad aumentan, realice una prueba de pérdida por ignición o LOI para notar la diferencia. Este suele ser el caso cuando se procesa PP posconsumo que contiene residuos y aditivos de calidad alimentaria.
Preguntas frecuentes
¿Qué máquina convierte el plástico en pellets?
Ver respuesta
Un peletizador de plástico (o granulador, máquina peletizadora, etc.) convierte el material en suspensión o termoplástico en gránulos consistentes. Hay tres tipos comunes, todos los cuales producen diferentes formas de gránulos y satisfacen diversas necesidades de rendimiento.
¿es rentable peletizar plástico reciclado?
Ver respuesta
Sí. El material reciclado generalmente se puede vender por 40-70% de precios de resina virgen, y la EPA ha descubierto que se necesita hasta 50% menos de energía para producirlo. La rentabilidad varía según el costo de la materia prima, la calidad de los pellets y la demanda del mercado en regiones específicas del país.
Los gránulos de HDPE y polipropileno posconsumo pueden obtener los márgenes más altos según los fuertes mercados de películas y moldeo por inyección. Las instalaciones que utilizan chatarra industrial preclasificada suelen alcanzar el punto de equilibrio en un año o un año y medio.
¿cuál es la diferencia entre un peletizador y un granulador?
Ver respuesta
Los granuladores producen escamas de plástico triturando el plástico. Luego se pueden reformar en gránulos uniformes usando un peletizador, que calienta y reforma usando una placa de matriz y una extrusora.
¿cuánto cuesta una peletizadora de plástico?
Ver respuesta
Los costos varían desde $20,000 para peletizadores de hebras de gama baja hasta $150,000+ para sistemas submarinos de alta capacidad. Una línea de peletización completa (extrusora, matriz, enfriamiento y secado) promedia $50,000-$250,000 basada en el rendimiento y los controles automatizados. Lea nuestro desglose completo de costos en Costo de la línea de peletización de plástico: lo que realmente pagará.
¿qué rendimiento puede manejar un peletizador?
Ver respuesta
Las tasas de rendimiento son diferentes para cada tipo de peletizador: los peletizadores de hebras pesan entre 100 y 2000 kg/h, los sistemas de anillos de agua pesan entre 200 y 1500 kg/h, mientras que los peletizadores submarinos pesan más de 500 kg/h. En realidad, el rendimiento depende de la viscosidad del material, el índice de flujo de fusión, el diseño de la placa de matriz y la geometría del tornillo extrusor. Los materiales más viscosos, como el PP relleno, funcionan más lentamente que la resina pura, lo que reduce la producción en 15-25%.
¿son seguros los peletizadores de plástico para operar?
Ver respuesta
Los peletizadores contemporáneos cumplen con los estándares CE, UL y CSA. La seguridad está garantizada por gabinetes alrededor de las cámaras de corte, paradas de emergencia, puertas de acceso entrelazadas y alimentación automática de cuchillas, que el operador no puede ajustar durante el funcionamiento. El principal problema de seguridad es la alta temperatura alrededor de la zona de la placa de matriz (250 °C+ para plásticos de ingeniería) y las piezas giratorias.
El mantenimiento, como el torque correcto en el ajuste de la cuchilla de cama, evita fallas mecánicas que podrían convertirse en peligros de proyectiles.
¿listo para especificar su sistema de peletización?
Indique sus necesidades de material, rendimiento y forma de pellets. Nuestros sistemas modulares nos permiten aconsejar la configuración más adecuada.
Acerca de esta guía de peletización
Kitech diseña y produce sistemas de peletización de plástico para más de 500 sitios en más de 80 países. Los tipos de pellets incluyen PE, PP, PET y plásticos de ingeniería. Las aplicaciones incluyen: procesos de hilos, anillos de agua y hilos submarinos con un rendimiento de entre 50 y 3000 kg/h. Este material se basa en la experiencia práctica del equipo de ingeniería de Kitech en la puesta en servicio de sistemas de hilos y anillos de agua de hilos submarinos, investigaciones revisadas por pares y fuentes de publicaciones industriales citadas.
Referencias y fuentes
- Agencia de protección medioambiental de Estados Unidos-ahorro de energía del reciclado del plástico
- Recicladores de Plástico (APR) - Directrices para el Reciclaje de Películas de PE (ASTM D6980)
- Alabi et al. (2025) “Tecnologías avanzadas para el reciclaje de residuos plásticos” “PMC/NIH
- ISO -normas y Contaminación del Medio Ambiente con plásticos.
- Bell, J. “resolver siete problemas comunes de peletización” - Tecnología de plásticos
- ASTM D4000 / ISO 1874 « Parámetros termodinámicos plásticos
Artículos relacionados
- Costo de la línea de peletización de plástico: lo que realmente pagará
- Granulador de plástico: tipos y principio de funcionamiento
- Máquina de reciclaje de plástico: tipos, selección y guía de costos
- Eficiencia Energética en Líneas de Reciclaje de Plástico
- Herramienta de planificación de capacidad de peletizadores







