
Póngase en contacto con Kitech Company
Un sistema de reciclaje de agua de circuito cerrado determina si una planta de lavado de plástico gestiona sus costos de funcionamiento o si lo dictan ellos. En una línea típica de plástico rígido que funciona a 1.000 kg/h, la operación de circuito abierto implica un rendimiento de 8 a 15 toneladas/hora de agua dulce. Un sistema de circuito cerrado diseñado adecuadamente reduce esto a ²-3 t/h de maquillaje, una reducción de 4-6 ×, que a menudo devuelve el gasto de capital en unos meses. El consumo de agua es más que un costo (es la variable de calidad de las escamas y exposición al cumplimiento).
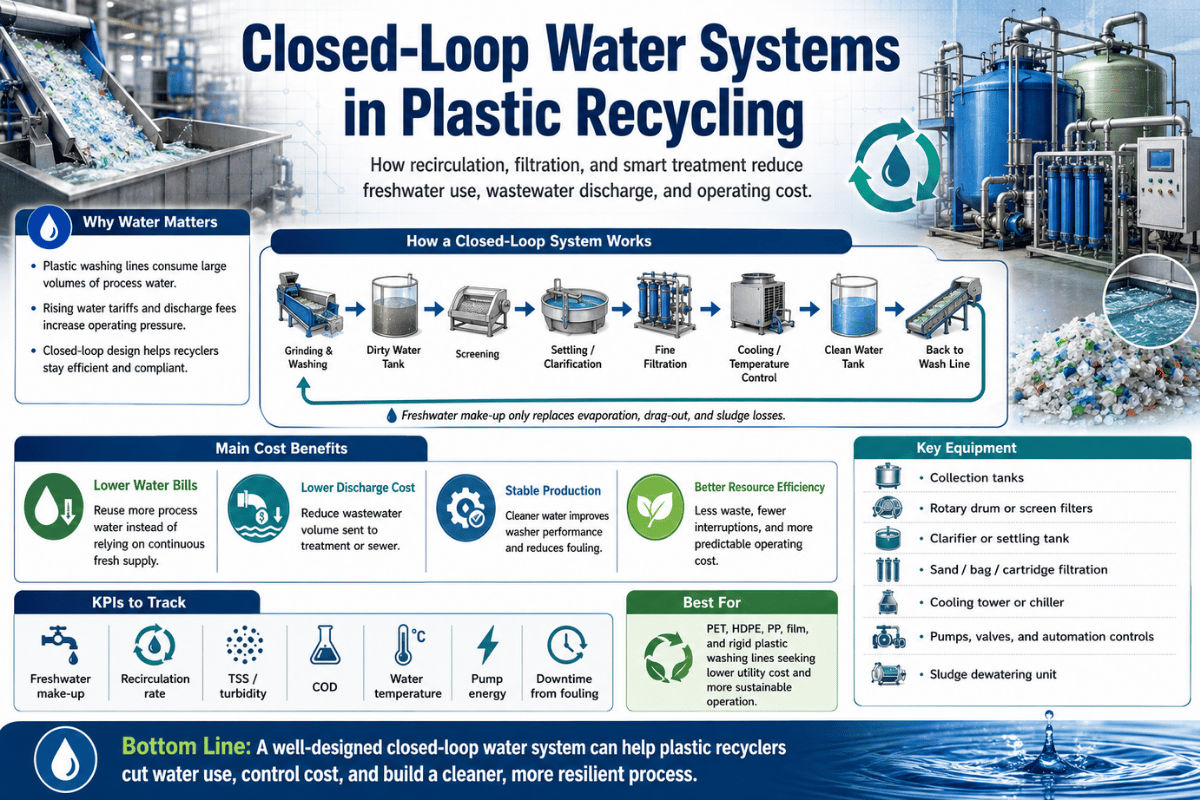
Esta guía describe los componentes del tren de tratamiento, cómo dimensionarlos para las líneas LDW, RPW y WES, qué requiere el cumplimiento ambiental y cómo se ve de manera realista la descarga cero.
Especificaciones rápidas: Sistema de agua de circuito cerrado para reciclaje de plástico
| Agua de maquillaje « circuito cerrado | Capacidad de lavado de 2-13 t/h por 1.000 kg/h |
| Consumo de agua « circuito abierto | 8-15 t/h pe 1.000 kg/h |
| Tss objetivo para la recirculación | <200 mg/L (general); <50 mg/L (etapa de enjuague caliente) |
| rango operativo de pH | 6,5-8,5 (agua recirculada) |
| Tasa de caída | 5-15% de volumen circulante por día |
| Estimación de la producción de lodos | 0,5-2% de volumen diario de agua de lavado |
| Cápsula típica de tratamiento de agua | $20.000-$80.000 (depende de la capacidad) |
Beneficios de un sistema de reciclaje de agua de circuito cerrado para plantas de reciclaje de plástico
El agua es el principal medio de proceso en las operaciones de lavado de plástico. Líneas de película, líneas de plástico rígido y líneas de botellas para mascotas confíe en el agua como medio principal para clasificar las impurezas (etiquetas, residuos químicos, pegamento y suciedad) de las escamas recicladas. El impacto del tratamiento de agua de circuito cerrado es triple, lo que lo convierte en una opción obvia para instalaciones que manejan más de 500 kg/h.
Eficiencia hídrica. Las cifras muestran que la línea de circuito abierto Kitech RPW1000 consume entre 8 y 15 t/h de agua de reposición, mientras que un sistema de reciclaje de circuito cerrado reduce la cantidad de agua consumida en 4-6× (a 2-3 t/h de reposición) a 1.000 kg/h. capacidad de procesamiento. Trabajando 16 horas al día, 300 días al año, esto equivale a 35.000-55.000 toneladas menos de agua utilizadas cada año y reduce sustancialmente los costos relacionados con el uso de agua y los cargos municipales.
Calidad de las escamas. Como el agua recirculada que no se trata se carga con impurezas, a un nivel de alrededor de 300-400 mg/L de sólidos suspendidos totales, esto inevitablemente resulta en una redepositación en superficies limpias lavadas. Esto provoca contaminación de las escamas de plástico fresco y una caída de la pureza después de secar las escamas --entre 3-8%. El riesgo del plástico de calidad alimentaria es más grave debido a criterios de pureza más estrictos, que a menudo caen muy por debajo de las 100 ppm.
Cumplimiento normativo. Si está utilizando una línea que descarga en aguas superficiales (incluidos los desagües municipales), deberá asegurar un Permiso NPDES de la EPA (Agencia de Protección Ambiental) en EE. UU. bajo el programa de Aguas Residuales Industriales. Un descargador indirecto a un sistema de agua municipal también puede estar sujeto a los requisitos locales del Programa de Pretratamiento Industrial (IPP). Debido a que es un sistema circular que minimiza las descargas, un proceso de circuito cerrado administrado adecuadamente minimizará su exposición general. Y, en un escenario de descarga cero que cumpla con la EPA de EE. UU., las aguas residuales que han sido recuperadas y devueltas al proceso pueden quedar excluidas de las regulaciones de generación de desechos peligrosos de la RCRA (ver 40 CFR 261.4(a)(8) de AZDEQ para orientación).
Las acciones retrasadas en la inversión en gestión del agua a menudo conducen al descubrimiento de desafíos en la gestión del agua (más comúnmente descubiertos en la auditoría de calidad inicial por parte de un nuevo cliente, momento en el cual el agua probablemente habrá estado circulando y deteriorándose en calidad durante algún tiempo). Ver puntos de referencia de consumo de agua de líneas de lavado de plástico para encontrar datos comparables entre diferentes tipos de líneas de procesamiento.
4–6×
Menos agua que circuito abierto
97%+
Pureza de las escamas con calidad de agua gestionada
<3 años
Recuperación típica de capex a $0,50+/m³
Procesar contaminantes del agua en el lavado de plástico: qué impulsa el diseño del tratamiento
Antes de la propuesta de equipo: la prueba de lavado “su comodín” para el juego de aguas residuales Las cuatro categorías de contaminantes en su agua de lavado de plástico: “¿Qué lote ejecutamos?” La calidad del agua en las plantas de reciclaje de plástico varía mucho, con concentraciones de contaminantes potencialmente fluctuando entre “3-5 veces”. Entonces, cuando solicite una propuesta de equipo a proveedores de tecnología de aguas residuales, ¿qué pasa si no sabe exactamente en qué se diferencia la calidad del afluente en sus instalaciones?
Las cotizaciones de lo que parecen ser sistemas muy similares pueden variar enormemente según lo que el proveedor “supone” que es la calidad de su suministro de agua. “Si se desconoce el análisis de laboratorio de su agua de lavado, las cotizaciones de los equipos de aguas residuales de los proveedores a menudo vienen con una prima de riesgo estándar, lo que resulta en ofertas de hasta 3 a 5 veces más altas”, escribe Dave Johnson, experto en sistemas industriales de tratamiento de agua y aguas residuales y autor de la guía para el tratamiento de agua de lavado de plástico. “Una muestra relativamente barata de 500 ml puede evitar un rediseño costoso” Antes de solicitar estimaciones para su sistema de agua de lavado de plástico, realice un análisis exhaustivo de su agua de lavado y envíe esos datos a sus proveedores potenciales.
El tratamiento con agua de lavado de plástico funciona centrándose en cuatro categorías generales de contaminantes, pero las concentraciones para cada grupo pueden variar de 3 a 5 veces dependiendo de la materia prima exacta: • Los sólidos pesados (arenilla, vidrio, arena) tienen un tamaño superior a 2 mm y deben eliminarse para proteger los elementos difusores de la bomba y del DAF (flotación por aire disuelto) contra daños.
• Los sólidos suspendidos (fibras marcadoras, finos plásticos) miden menos de 2 mm y no se sedimentan solo por gravedad «se necesita un coagulante y DAF para eliminarlos.
• Los aceites y productos orgánicos (residuos de alimentos, adhesivos, detergentes remanentes) necesitan un tratamiento químico y un método físico para sacarlos del agua.
• El arrastre cáustico es exclusivo de las líneas de lavado en caliente a base de cáustico y puede interferir con la química del coagulante.
- Sólidos pesados: Arena, vidrio, arena y agregados provenientes de la trituración de plástico rígido posconsumo. La materia prima de película de uso agrícola transporta tierra y grava. Las partículas de más de 2 mm deben retirarse antes de llegar a las bombas y a las partes internas del difusor DAF.
- Sólidos suspendidos: fibras de etiquetas de papel, finos de microplásticos y partículas de polímero adhesivo procedentes de la eliminación de etiquetas -glaseadas, normalmente de 10 a 500 m. Son demasiado ligeras para asentarse por gravedad solas. Se requiere DAF con pretratamiento químico.
- Aceites y productos orgánicos: Residuos de alimentos en recipientes de HDPE/PP posconsumo, polímero adhesivo de etiquetas y tensioactivo remanente de la dosificación de detergente de lavado en caliente.
- Carga química: El lavado en caliente que funciona a 80-95 °C con NaOH 1-2% genera una descarga alcalina a pH 9-11 en el primer ciclo de contacto con el agua. Sin control del pH, el arrastre cáustico se acumula en el circuito de recirculación y eventualmente inhibe la química de coagulación de la que depende DAF. Las líneas de lavado en caliente que utilizan cáustico requieren una neutralización de pH dedicada en la Zona 4. Consulte también nuestra descripción general de sistemas de lavado en caliente y sus requisitos de tratamiento de arrastre cáustico.
| Parámetro | Rango típico | Lo que indica | Disparador de diseño |
|---|---|---|---|
| TSS | 200-2.000 mg/L (rud) | Carga sólida suspendida en DAF | >500 mg/L → Zona 1 + Zona 2 obligatoria |
| Aceite y grasa | 10-200 mg/L | Demanda de coagulantes químicos | >50 mg/L → se requiere pretratamiento químico |
| pH | 6.0-11.0 (dependiente de la materia prima) | Retraso de lavado en caliente; Compatibilidad con coagulantes | Líneas de lavado en caliente → Se requiere neutralización del pH de la Zona 4 |
| Temperatura | 20-60°C | Velocidad de floculación; Solubilidad en aire DAF | >45°C → etapa de enfriamiento antes de la DAF recomendada |
| Conductividad/tds | 500-3000 µS/cm (se construye con ciclos) | Tasa de acumulación de sólidos disueltos | >2000 µS/cm → aumentar la frecuencia de purga |
¿Qué parámetros debo probar en agua de lavado de plástico antes de diseñar un sistema de tratamiento?
Como mínimo: TSS, aceite y grasa, pH, temperatura y conductividad/TDS. Etiquete cada muestra con el tipo de materia prima, la etapa de lavado y los productos químicos de lavado en uso.
Si procesa varios tipos de materias primas, recopile una muestra para cada uno. Recopile muestras durante la producción normal, no durante el arranque o el apagado, cuando los perfiles de contaminación no son representativos. Una muestra compuesta tomada durante cuatro horas de funcionamiento normal proporciona datos mucho más representativos que una muestra de captura.
Los proveedores que diseñen a partir de suposiciones no probadas especificarán el tren de tratamiento incorrecto; una prueba de laboratorio $500 evita un rediseño de $30.000.
El Tren de Tratamiento de 4 Zonas para el Reciclaje de Plástico Agua de Lavado
Nuestra Arquitectura de Tren de Tratamiento de 4 Zonas para Plantas de Reciclaje de Plástico
Un marco estructurado para evaluar propuestas de proveedores y diseñar tratamientos de agua de lavado de plástico. A diferencia de los enfoques generales de tratamiento de agua industrial, esta arquitectura secuencia zonas de tratamiento para que coincidan con el perfil de contaminación específico y la variabilidad del flujo de las operaciones de lavado de plástico posconsumo ñan donde la contaminación puede oscilar de 3 a 5 en una sola hora según los cambios de lotes de materia prima.
Cada sistema de tratamiento de agua de circuito cerrado para plásticos requiere cuatro zonas secuenciadas, cada una de las cuales aborda un tipo de contaminación y un modo de falla distintos. Saltarse o reducir el tamaño de cualquier zona tiende a crear problemas de composición aguas abajo (generalmente a un costo mayor que el ahorro original).
Zona 1 « Protección Primaria (Detección Gruesa)
Equipo: Criba de tambor, criba vibratoria o trómel; canal de arena o pozo de sedimentación; Separador en línea para arena pesada y partículas densas aguas arriba de las bombas.
Objetivo: Eliminar partículas >2 mm antes de que lleguen a las bombas y placas difusoras DAF.
Arena generada a partir de operaciones de trituración de plástico es el objetivo principal aquí.
Modo de falla: la arena que pasa por la pantalla de la Zona 1 ingresa a las placas difusoras DAF. Observado por los ingenieros de la planta, la arena abrasiva reduce drásticamente la longevidad del difusor de 3 a 5 años (o más) a aproximadamente 3 a 4 meses. El reemplazo de estas placas es mucho más costoso que el del equipo de cribado.
Zona 2 « Recuperación de Agua (Ecualización + DAF)
Equipo: Compactadores de tornillo;Tanque de ecualización con tiempo de retención hidráulica2-4hh; Dosificación de coagulantes y floculantes; Unidad de flotación por aire disuelto (DAF);
Objetivo : Minimizar el TSS crudo (500-2000 mg/L) hasta <200 mg/L para fines de reciclaje. DAF, utilizando la química de coagulación correcta, proporcionará una reducción de 85-95% en TSS en un proceso de reciclaje de plástico real. Los lodos de DAF se proporcionarán a la Zona 3 deshidratando a una concentración de sólidos secos de 2-5% frente a típicamente <1% en los lodos provenientes de la sedimentación por gravedad, lo que reducirá en gran medida la carga de trabajo en la Zona 3.
Modo de falla. No igualar la corriente (reducción de costos 40%) es el modo de falla número uno en la Zona 2 ... y el número uno en costos. Con los insumos posconsumo puede abarcar varios contaminantes de la corriente de alimentación, en un solo turno: fardos cargados con una película de detergente para ropa, luego una carga de recortes industriales más claros y luego una película agrícola.
El equipo de dosificación química simplemente no puede reaccionar lo suficientemente rápido ante las fluctuaciones en los perfiles de contaminación de las corrientes para evitar que la capacidad de DAF caiga a 50-60% de capacidad de diseño.
Zona 3 « Manejo de Lodos (Derucción)
Equipo: remoción de flotador DAF, sumidero de recolección de lodos, prensa de deshidratación (prensa de tornillo para líneas más pequeñas, prensa de filtro para grandes rendimientos).
Objetivo 'Espesar lodos DAF de sólidos secos 1-3% a 20-35% es la restricción que rige ': esta etapa dicta el rendimiento de todo el circuito cerrado 'no el sistema de tratamiento de agua en sí, sino la capacidad de manipular lodos.
modo de falla, la capacidad de deshidratación de tamaño insuficiente representa la falla más típica de un sistema de circuito cerrado. La capacidad de almacenamiento se llena y los operadores comienzan a pasar por alto el sistema de recolección; En días se forma un circuito de agua sucio. Pregunte siempre al proveedor: “¿Qué volumen de lodo diario espera para mis tasas de producción y para qué porcentaje mínimo de sólidos secos está diseñada la prensa de deshidratación?”
Zona 4 « Pulido + Reutilización
Equipamiento: Filtro de arena, Sistema de filtración láser autolimpiante tanque de regulación de pH tanque de compensación de agua limpia bomba de recirculación que devuelve el agua tratada a las etapas de enjuague limpio; La composición del agua repone las pérdidas por evaporación y purga.
Objetivo: producir <50 NTU, 6,5-8,5 PH de agua hasta la etapa de enjuague en caliente. Esta agua es la calidad final para el agua recirculada que entra en contacto con las escamas y la confiabilidad del sistema depende de mantener este estándar de manera consistente.
Modo de falla El pH se desplaza a <5,5: a medida que el vidrio se disuelve absorbiendo CO2 con una tasa de purga no suficiente para mantener la alcalinidad, el exceso de sílice se disuelve del material no digerido o parcialmente disuelto en el vidrio en bruto. La sílice entra en las superficies de las paletas del lavador de fricción para desgastar las cuchillas 30-40% más rápido.
Una lección de $14.000 en secuenciación de la Zona 2
Cuando se puso en servicio a los operadores de una planta de lavado de botellas de HDPE de 500 kg/h en Vietnam, no consideraron instalar un tanque de preecualización, por lo que $8.000 no tuvieron que tener en cuenta dicha capacidad para fabricar el buque. El sistema de dosificación de productos químicos DAF fue de 2 a 3 dosis objetivo en 30 días en un intento de hacer frente a los picos de contaminación química por lotes de una serie de fardos adhesivos para etiquetas que se intercalan con recortes industriales limpios. Los productos químicos utilizaron un rendimiento de planta DAF triple al 60% de diseño en la eliminación de TSS. Posteriormente, $11.000 tres meses después modernizó un tanque de ecualización de 15 m de tamaño apropiado y los costos volvieron a la línea base, al igual que el rendimiento. El tanque representó $14.000 en términos de 90 días de gasto químico adicional. Las secuencias de la zona 2 sí cuentan.
📐 Nota de Ingeniería: Dimensionamiento DAF para Reciclaje de Plástico
Objetivo de diseño recomendado para DAF en aplicaciones de reciclaje de plástico El objetivo debe reflejar un rendimiento de tratamiento adecuado en todas las variaciones tanto en los contaminantes poliméricos del material de la etiqueta como en las fluctuaciones inherentes en la contaminación de la materia prima (Zegbrk): 0,3-0,5 m de superficie efectiva (m) hasta el pico DAF flujo de agua de lavado (m/h). (Esta carga suele ser mayor que la aplicada a aplicaciones industriales estándar para abordar el arrastre de partículas poliméricas desde las etiquetas y la fluctuación de la calidad de la alimentación del agua de lavado). Ejemplo de cálculo para 1.000 kg/h Línea de lavado de plásticos Rigod (p. ej., botellas). Suponiendo un flujo promedio de agua de lavado de 12 m 3 /h y tomando una carga conservadora de 0,4 m /m 3 /h: Área efectiva requerida 4,8 m 2 Agregue un factor de sobretensión adicional de 30% (0,3 m / m 3 /h promedio) a la carga máxima para adaptarse a los períodos de alimentación de mayor contaminante. (Consultar a ISO 15270:2008 directrices sobre mejores prácticas de reciclaje mecánico y puntos de seguimiento/control requeridos para el uso de agua.)
“Poner la planta DAF aguas arriba de una criba gruesa de tamaño razonable es uno de los errores más costosos que vemos en este sector. Con frecuencia vemos desgaste en los componentes del difusor DAF debido a una combinación de desgaste abrasivo debido a las sémolas remanentes (como una criba gruesa que se eliminará durante $2,000-$4,000) de las tiradas de stock de etiquetas pesadas, lo que convierte un programa de reemplazo de equipos de 3 años en un ciclo de 90 días; La Zona 1 no se puede omitir”
Sistemas de agua de circuito cerrado versus de circuito abierto: comparación de costos y rendimiento
Las objeciones sobre la modernización al circuito cerrado (p. ej., $20.000-$80.000 para tamaños de plantas de 500 a 3.000 kg/h) son frecuentemente la principal barrera. Una simple comparación de los costos anuales de uso del agua ayuda a poner la inversión en perspectiva:
Ahorro anual en costos de agua “1000 kg/h Ejemplo de planta
Consumo anual de agua en circuito abierto 16 h/día @ 11,5 t/h promedio @ 300 días = 55.200 t/año
Consumo Anual de Agua en Pista Cerrada (con una composición promedio de 2,5 t/h). 16 h/día @ 2,5 t/h promedio @ 300 días = 12.000 t/año
Agua salvada: 43.200 t/an
Suponiendo una tasa de agua industrial común de $0,50/m3, eso supone un ahorro de $21.600 sólo por año (¡$14.000 es un término mejor cuando se habla de ahorro de costos!)
La $2,50/m³: $108.000/an salvat
Los períodos de recuperación de los gastos de capital suelen caer entre 0,3 y 3 años (nuevamente, dependen en gran medida de la tasa y el uso local del agua).
✔ Ventajas
- 4-6× reducción del consumo de agua dulce
- Elimina o minimiza la descarga continua de aguas superficiales
- La calidad estable del agua recirculada protege la pureza de las escamas
- La exposición a los permisos NPDES se redujo significativamente
- Potencial exención de residuos peligrosos de circuito cerrado de 40 CFR
- Admite informes KPI de eficiencia hídrica ESG para la calificación del comprador
⚠¦ Limitaciones
- $20.000-$80.000 inversión de capital inicial
- La eliminación de lodos agrega costos operativos continuos
- La dosificación química requiere un operador capacitado y una calibración regular
- riesgo de acumulación de TDS si la disciplina de purga es inconsistente
- Se requiere mantenimiento trimestral del skimmer y difusor DAF
| Escenario vegetal | Sistema de agua recomendado | Est. Capex |
|---|---|---|
| <300 kg/h + coste local del agua <$0,30/m³ | Pozo de sedimentación + pantalla únicamente; descarga con permiso NPDES | $3.000-$8.000 |
| 300-800 kg/h O costo de agua >$0.50/m³ | Reciclaje parcial (solo Zona 1+2, recirculación 50-70%) | $15.000-$35.000 |
| >800 kg/h O se requiere permiso de descarga | Objetivo completo de recirculación ≥80% de circuito cerrado de 4 zonas | $30.000-$60.000 |
| Lavado en caliente + salida de PET de calidad alimentaria | Obligatorio completo de circuito cerrado de 4 zonas (la cáustica requiere Zona 2-4) | $45.000-$80.000 |
¿cuáles son las desventajas del reciclaje de agua en circuito cerrado?
Cuestiones operativas. Los desafíos para una operación exitosa del proceso residen en la aplicación química y la gestión de lodos. El programa de tratamiento químico probado y calibrado durante la puesta en servicio de material representativo puede no ser óptimo cuando se producen cambios estacionales, variabilidad del proveedor de materia prima y fluctuaciones de producción, particularmente en regiones con eventos climáticos significativos que afectan el contenido de humedad de la materia prima y la contaminación del suelo. Los operadores e ingenieros de procesos anotan periódicamente el tiempo necesario (semanas a meses) para encontrar el programa de tratamiento químico óptimo para su corriente de alimentación particular (los resultados de las pruebas en frascos rara vez predicen completamente el rendimiento). La disciplina de purga es frecuentemente el primer parámetro operativo sacrificado, lo que resulta en una rápida acumulación de TDS en el sistema y una disminución de la calidad del agua en 2 a 4 semanas; el agua de reposición disminuye y el consumo de agua, incluso para una planta de circuito abierto, aumenta para combatir la degradación de la calidad. Se debe asignar un espacio de acumulación segura de lodos (equivalente a 5 a 7 días de producción de tortas prensadas), lo que les permite cubrir períodos de equipo de la planta y/o mantenimiento de la prensa sin una interrupción inmediata de la producción. Ninguna de estas demandas operativas es difícil de cumplir; sólo requieren operadores capacitados y un plan de mantenimiento preventivo y operaciones de rutina.
Dimensionamiento de un sistema de circuito cerrado: parámetros clave por tipo de línea de lavado
La elección de los sistemas de tratamiento de agua depende de 4 entradas; rendimiento (kg/h), tipo de material de alimentación, número de etapas de lavado y nivel de adición química y luego los valores calculados de volumen de ecualización, área DAF, prensas de lodos que varía drásticamente en el caso de películas y líneas de plástico rígido e incluso más en el caso de procesamiento regular y de calidad alimentaria.
0
| Tipo de línea | Rendimiento | Proyección Zona 1 | Ecualización de la Zona 2 | Área DAF | Prensa de la Zona 3 | Derribar |
|---|---|---|---|---|---|---|
| LDW300 (película) | 250-300 kg/h | Pantalla vibratoria de 2 mm | 3-5 m³ | 1,5-2 m² | Prensa de tornillos, 15 kg/h | 8-12%/zi |
| RPW1000 (rigid) | 800-1.000 kg/h | Pantalla de batería + canal de arena | 12-18 m³ | 4-6 m² | Prensa de filtro, 80 kg/h | 10-15%/zi |
| RPW3000 (rigid) | 2.500-3.000 kg/h | Pantalla de batería + canal de arena | 30-45 m³ | 10-15 m² | Prensa filtrante, 200 kg/h | 10-15%/zi |
| WES3000 (SEMANA) | 2.550-3.000 kg/h | Pantalla fina 1 mm + fosa de sedimentación | 15-25 m³ | 6-8 m² | Centrífuga, 150 kg/h | 5-10%/zi |
Líneas cinematográficas (LDW) producir una alta contaminación orgánica a partir de cargas de suelo de películas agrícolas, pero una arena relativamente baja. La zona 2 es la zona de tratamiento dominante, con dosis químicas que oscilan entre 0 y 12 kg/h. Un secador exprimible genera un alto arrastre de humedad, por lo que la Zona 4 debe manejar un flujo de agua elevado durante los períodos de máximo rendimiento.
Líneas de plástico rígido (RPW) son dominantes en arena debido a la trituración previa al lavado. El tamaño de la zona 1 es fundamental: un tamaño insuficiente envía los costos a la zona 2 y a la zona 3. Rangos de dosificación química de 0,20 kg/h. Línea de lavado de botellas de PET las configuraciones con alta densidad de etiquetas requieren una dosificación previa de coagulante delante del tanque de ecualización cuando el contenido de etiquetas excede 30% de peso de la bala.
Corrientes RAEE llevar finos metálicos que requieran filtración especializada de la Zona 4. Se debe utilizar la filtración de agua de la Zona 4 para arroyos RAEE sistemas de filtración láser autolimpiantes para pulir para evitar el cegamiento de partículas metálicas de medios filtrantes convencionales.
📐 Nota de ingeniería: Presupuesto de agua de reposición
El requerimiento diario de reposición de agua dulce equivale a la pérdida total de agua de tres fuentes: evaporación (1-3% de volumen circulante), purga (5-15%) y arrastre físico sobre superficies en escamas (1-3%) «, totalizando 7-21% de reposición por día. Para una planta de 1.000 kg/h con tampón de recirculación de 50 m³, presupuesto de 3,5-10,5 m³/día de reposición de agua dulce. Verifique esto con su infraestructura y tarifa de suministro de agua local antes de finalizar la planificación de servicios públicos del sitio.
Cómo la calidad del agua de lavado afecta directamente la pureza de las escamas
10000 El llenado diario de agua dulce equivale a la pérdida por evaporación (1-3% del volumen de circulación) más la purga (5-15%) más el arrastre mecánico en superficies en escamas (1-3%). En conjunto (7-21%) constituye el llenado diario. Para una línea de 1.000 kg/h con un tanque de compensación de 50 m3, deje una composición de agua diaria de entre 3,5 m3 y 10,5 m3 y compruébelo con la infraestructura y los costos del agua del sitio.
10000 El llenado diario de agua dulce equivale a la pérdida por evaporación (1-3% del volumen de circulación) más la purga (5-15%) más el arrastre mecánico en superficies en escamas (1-3%). En conjunto (7-21%) constituye el llenado diario. Para una línea de 1.000 kg/h con un tanque de compensación de 50 m3, deje una composición de agua diaria de entre 3,5 m3 y 10,5 m3 y compruébelo con la infraestructura y los costos del agua del sitio.
10000 El rendimiento del sistema de agua y la pureza de las escamas están directamente relacionados y se retrasan entre 2 y 5 días. Es por eso que cualquier operador que no mida y monitoree consistentemente la calidad del agua no tendrá ningún impacto por la disminución de la calidad del agua y, por lo tanto, fallará en varios lotes antes de rastrear una especificación de calidad perdida hasta el circuito de agua.
⚠¦ Diagnóstico erróneo común
Cualquiera que se queje de que “el tendedero funciona bien, pero las escamas no pasan las pruebas de pureza” generalmente tiene un DAF obstruido o se ha olvidado de ejecutar el ciclo de purga en el sistema de agua. Todo funciona bien en el tendedero; la calidad sólo se deteriora en el circuito de agua. La primera verificación es la turbidez a la salida del tanque de compensación de agua limpia: intente apuntar a menos de 50 NTU antes de la etapa de enjuague limpio.
Arabia Saudita «Caso: El nuevo RPW2000 de Kitech, instalado para un cliente en Arabia Saudita que procesa botellas de detergente HDPE, ofrece más de 97% de pureza en escamas después de un lavado en caliente a 85 °C. El sistema funcionó como una línea de tratamiento completa de 4 zonas y requirió atención y gestión constante de la calidad del circuito de recirculación de agua en todo el circuito.
💡 Sistema de Alerta Temprana
Instale un medidor de turbidez en línea a la salida del tanque de compensación de agua limpia (se utilizaron equipos de 800 USD $1,500) y registre lecturas diarias “en un momento constante cada día. Cualquier tendencia al alza en Turbidity cercana a 50NTU indica un deterioro del rendimiento de DAF de la Zona 2 (probable problema químico, necesita reequilibrio) alrededor de 3-5 días antes de que cualquier degradación en la pureza de las escamas se confirme mediante análisis por lotes - tiempo suficiente para reaccionar sin que un comprador rechace el material en función de fallas de calidad.
Cumplimiento del tratamiento de aguas residuales para sistemas de circuito cerrado: explicación de descarga cero
“Descarga cero” «este término se utiliza generosamente en el marketing de equipos, pero la realidad es que puede ser engañoso para la mayoría de las operaciones de reciclaje y puede generar inversiones innecesarias. Es importante tener muy claro qué significa el término en cualquier acuerdo contractual.
Lo que realmente significa ‘descarga cero’ “. La gran mayoría de los sistemas de tratamiento de agua de ”bucle cerrado“ son en realidad ”sistemas de circuito abierto con alto reciclaje“. Esto significa que el sistema necesita cierto grado de purga (a menudo 5-15% de volumen diario) para evitar la acumulación de incrustaciones a medida que se acumulan los sólidos, necesita reposición de agua a partir del agua de reposición para compensar el arrastre y la evaporación, y la corriente residual es principalmente purga de agua, sólidos (lodos) y otros subproductos recolectados. que luego deben gestionarse/eliminarse adecuadamente. La verdadera definición de ”descarga cero” implica que no se descargue en aguas superficiales, ni siquiera en una corriente de purga gestionada. Un sistema genuino de descarga cero de líquido (ZLD) es una combinación de evaporadores y cristalizadores diseñados para eliminar todas las descargas de líquidos. Dichos sistemas funcionan con un costo superior al de un circuito cerrado estándar y generalmente solo se requieren en regiones reguladas con una escasez crítica de agua.
Se requieren permisos NPDES -- Según el Sistema Nacional de Eliminación de Descargas Contaminantes de la EPA (Programa de Aguas Residuales Industriales NPDES, cualquier descarga de aguas residuales de proceso (incluida la purga de agua limpia de un sistema de circuito abierto o semicerrado) a aguas superficiales como ríos, arroyos o humedales en los EE. UU. está regulada mediante un permiso NPDES. Si la descarga es a un sistema de alcantarillado sanitario municipal, es posible que la instalación deba cumplir con los estándares del Programa de Pretratamiento Industrial (IPP) establecidos por el POTW municipal para proteger su capacidad. Los diseños de circuito cerrado que reciclan la mayor parte del agua pueden reducir significativamente los flujos de aguas residuales requeridos y potencialmente eliminar la necesidad de un permiso NPDES dependiendo de los detalles del diseño y la gestión de la purga.
Exclusión de circuito cerrado limpio de la RCRA 40 CFR § 261.4(a)(8) “En los EE. UU., la Ley de Recuperación y Conservación de Recursos (RCRA) tiene una exención específica bajo ”residuos peligrosos característicos“ para el ”reciclaje de circuito cerrado‘. Específicamente, según 40 CFR 261.4(a)(8), los materiales reciclados (es decir, materiales contaminados pero sin reaccionar que se devuelven al proceso de fabricación original de la misma manera que los materiales vírgenes) pueden excluirse de la clasificación como generación de desechos peligrosos. Esto puede tener beneficios significativos, especialmente para instalaciones que tratan artículos plásticos que contienen productos químicos residuales. Esto se aplica siempre que el proceso en sí cree un verdadero ’circuito cerrado', en el que el material se recupera y luego se reintroduce en el mismo proceso de fabricación que lo produjo. Se recomienda verificar la adopción e interpretaciones de esta regla específicas del estado.
ISO 15270:2008 Gestión del Agua La Directrices ISO 15270:2008 para la recuperación y el reciclaje de plásticos especifique que “para el reciclaje mecánico, y de hecho para todas las operaciones de recuperación de plásticos, se requieren procedimientos adecuados de seguimiento y control del proceso.” La documentación de gestión del agua entra en esta categoría y se hace referencia a ella en la certificación de diseño de instalaciones. (Nota: ISO/CD 15270-2, una norma actualizada centrada específicamente en el reciclaje mecánico, se encuentra actualmente en desarrollo (los requisitos de documentación de procesos pueden volverse más específicos en una revisión futura) ISO 15270:2008 Recuperación/Reciclaje de Plásticos (agosto de 2024)
⚠¦ Lista de verificación de documentación de cumplimiento
- Registros diarios de consumo de agua (entrada, salida, volumen de maquillaje).
- ✔ Registros de volumen y frecuencia de purga (registro diario)
- ✔ Inventario de dosificación y almacenamiento de productos químicos (cumplimiento de OSHA HazCom)
- ✔ Manifestaciones de eliminación de lodos y certificaciones de transportistas autorizados
- ✔ Informes anuales de seguimiento de descargas (si el titular del permiso NPDES lo permite) « una medida directa de la fiabilidad del sistema
- Resultados de las pruebas TCLP para lodos (requeridos por algunos estados para la clasificación de vertederos no peligrosos).
Aguas abajo operaciones de peletización de plástico genere un mínimo de agua de proceso, pero debe incluirse en la documentación general del balance hídrico de la instalación para que esté completo.
Tendencias de eficiencia del agua en circuito cerrado que remodelan el reciclaje de plástico en 2025-2026
Tres presiones convergentes están haciendo que la capacidad de gestión del agua sea un requisito de acceso al mercado (no solo una preocupación de impacto ambiental) para las operaciones de reciclaje de plástico en 2025 y más allá.
Tendencia 1 -Formalización regulatoria (agosto 2026). El Reglamento de la UE sobre envases y residuos de envases (PPWR) 2025/40 entró en vigor el 11 de febrero de 2025 y se aplicará de forma general a partir del 12 de agosto de 2026. El reglamento establece objetivos obligatorios de contenido reciclado y criterios de reciclabilidad que requieren registros de calidad del proceso verificables por parte de los recicladores de plástico que abastecen el mercado de la UE.
Si bien PPWR no exige explícitamente documentación sobre el agua, las afirmaciones de contenido reciclado requieren pistas de auditoría que incluyan registros de calidad del proceso (de los cuales la gestión del agua es un componente directo). Los datos de volumen de palabras clave de DataForSEO muestran que las búsquedas de “plantas de tratamiento de efluentes” crecieron de 390/mes (mayo de 2025) a 720/mes (octubre de 2025), lo que indica que se está exigiendo formalmente a más operadores de plantas que aborden el tratamiento de aguas residuales por primera vez.
Tendencia 2 'calificación de comprador ESG. Los principales propietarios de marcas en envases de calidad alimentaria ahora exigen que los proveedores de materiales reciclados revelen el consumo de agua por tonelada de producción -ñan y el uso real de agua frente a objetivos de referencia -manualidades como parte de la calificación de adquisición. Las instalaciones sin medición de flujo no pueden completar estas divulgaciones - y corren el riesgo de rescindir contratos de suministro en mercados rPET competitivos donde los KPI ambientales son contractualmente vinculantes.
El mercado del plástico reciclado está creciendo a 9,5% CAGR y la eficiencia del agua se está convirtiendo en un criterio de diferenciación de proveedores junto con la pureza.
Tendencia 3 ñanescasez de agua en los mercados en crecimiento.
El Sudeste Asiático, Medio Oriente y África del Norte (regiones clave para la inversión en nueva capacidad de reciclaje de plástico) están implementando aumentos en las tarifas del agua industrial y condiciones más estrictas para los permisos de descarga. Para los clientes de Kitech en Arabia Saudita, Vietnam y México, la gestión del agua de circuito cerrado es cada vez más una condición de permiso antes de la puesta en servicio, no una mejora de eficiencia opcional después del inicio.
Cambio de tecnología. Los MBR “y en algunos casos las membranas de ósmosis inversa “ están comenzando a reemplazar a los DAF en instalaciones PET premium de calidad alimentaria donde se cierran para enjuagar finalmente los niveles de TSS por debajo de 10 mg/L «los niveles simplemente no se pueden lograr con 50-100 mg/L bien operados. L de DAF. Si bien el gasto de capital de MBR es 2-3 veces mayor que el DAF, a medida que los niveles de agua se vuelven limitantes para la calidad del proceso de calidad alimentaria, los procesadores de calidad alimentaria miran más allá del DAF bien operado, pero inherentemente limitante, hacia el MBR. Análisis de reciclaje de plástico/reducción de CO2 de la AEMA Puntos en la gestión de circuito cerrado de los recursos, no sólo el plástico, sino el suministro de agua como núcleo de los objetivos de circularidad, “El objetivo final es... un enfoque de circuito cerrado para el recurso, utilizando tanto el plástico como material como agua... El objetivo es recuperar... recursos al final de su vida útil, [convirtiéndolos] en nuevos productos. Tendrá sentido si... los materiales, sustancias, productos químicos y componentes se reutilizan o reciclan”. Si está considerando un plan de instalaciones para 2026, el mejor momento para comenzar a medir el uso del agua es ahora ($2,000-$5,000 para medidores de flujo básicos disponibles) y cree su conjunto de datos de uso de 12 meses antes de cualquier informe obligatorio.
Para obtener contexto sobre el panorama completo del capital, incluidas las empresas de servicios públicos, consulte nuestro análisis completo de costos de plantas de reciclaje de plástico para 2026.
Preguntas frecuentes
¿qué es el reciclaje de agua de circuito cerrado?
Ver respuesta
El reciclaje de agua de circuito cerrado implica tratar el agua residual del proceso en el sitio y devolver el agua limpia del proceso para usarla en la línea de lavado. El agua de proceso se recoge de lavadoras por fricción, tanques de lavado en caliente y etapas de enjuague, y se pasa a través de una planta de tratamiento de 4 zonas para eliminar la mayor parte de los sólidos suspendidos (TSS), junto con el aceite y los contaminantes químicos. Luego, el agua limpia del proceso resultante se devuelve a la línea de lavado para su reutilización. Un volumen relativamente pequeño de agua de reposición, alrededor de 2-3 t/h de agua de reposición por cada 1000 kg/h de capacidad, repone el volumen de agua de proceso perdida por evaporación, purga y transferencia física de las superficies de las escamas de lavado.
¿cómo funciona un sistema de agua de circuito cerrado?
Ver respuesta
Proceso de 4 zonas de agua de lavado:1. Pre-cribado en el primer proceso inicial de la Zona 1, se emplean precribados para eliminar desechos de más de 2 mm, como arena y piedras pequeñas, evitando cualquier daño potencial a la corriente de proceso y al equipo aguas abajo.2. DAF En la Zona 2, el agua de lavado residual tamizada y luego filtrada fluye hacia un tanque de ecualización para amortiguar los cambios en el flujo y la concentración. Luego, la corriente del proceso pasa a una unidad de flotación de aire disuelto que elimina eficientemente 85-95% de sólidos suspendidos (TSS) y aceites utilizando productos químicos coagulantes para desestabilizar los contaminantes en el agua.3. PressZone 3 incorpora una prensa de deshidratación, utilizada para deshidratar la suspensión concentrada hasta un contenido constante de sólidos secos de 20-35% para facilitar su eliminación y minimizar los costos de transporte4. Pulido y purga La zona 4 realiza el pulido final del agua filtrada mediante ajuste de pH y procesos de deshidratación antes de devolverla a la línea de lavado para el ciclo de enjuague final. Las purgas controladas diarias (5-15%) de agua de lavado saturada, que contienen mayores concentraciones de sólidos disueltos (TDS), se utilizan para evitar la acumulación de estos sólidos. El volumen de agua desplazado se obtiene con agua dulce y cruda para compensar las pérdidas por evaporación, el arrastre físico residual de las superficies y cualquier purga intencional del sistema.
Ahorro de costos: ¿Es rentable el reciclaje de agua de lavado en circuito cerrado?
Ver respuesta
Generalmente, para capacidades >500 kg/h, sí. A 1 tph, por ejemplo, el ahorro de agua durante un año calendario completo es de alrededor de 43.200 toneladas, ¡un ahorro sustancial de efectivo con los precios típicos actuales del agua industrial! Un gasto de capital a esta capacidad es común para alcanzar la recuperación en 0,3 a 3 años dependiendo de las tarifas del agua y los horarios de funcionamiento de la planta de su región. Por debajo de 300 kg/h con agua de bajo costo, entonces podría ser suficiente un simple pozo de asentamiento. Sin embargo, sería convincente estar ubicado en una región con escasez de agua, como Arabia Saudita, Vietnam o partes de México con tarifas más altas y restricciones de descarga más estrictas.
¿Cuál suele ser el factor limitante en los sistemas de agua de circuito cerrado?
Ver respuesta
Manejo de lodos. El sistema de agua puede ser de circuito cerrado y funcionar de manera eficiente, pero la producción de lodos DAF aún puede paralizar las capacidades de almacenamiento y eliminación debido a una prensa de deshidratación de tamaño insuficiente o al exceso de sólidos generados por el filtro de arena de la Zona 1 al DAF. Los sistemas de Zona 3 del tamaño adecuado producirán lodos secos de 20-35%.
Los sistemas de mal tamaño producen lodos de 5-10% húmedo, un volumen que es de 2 a 4 veces mayor. La mejor pregunta para los proveedores: ¿Cuál es su volumen diario estimado de lodos a mi rendimiento y qué porcentaje de sólidos secos deshidratados garantiza?
¿Pueden las plantas de reciclaje de plástico lograr una verdadera descarga cero
Ver respuesta
No. La mayoría de los sistemas de circuito cerrado todavía requieren una descarga controlada de aproximadamente 5-15% del agua del proceso diariamente para evitar la acumulación de contaminantes.
Esta descarga se reemplaza por agua de reposición debido a pérdidas por evaporación y sangrado del sistema. La verdadera “descarga cero de líquidos” es técnicamente factible a costa de un costo del sistema 5-10% mayor que un circuito cerrado estándar; Por lo general, estos sólo son económicamente justificables para requisitos estrictos de permisos o en regiones con escasez de agua. El objetivo operativo es la minimización y el control, no la eliminación absoluta.
Con un circuito cerrado, el impacto ambiental se traslada a los lodos y debe tenerse en cuenta en la planificación y los costos. Las instalaciones estadounidenses deberían revisar el El Sistema Nacional de Eliminación de Descargas Contaminantes (NPDES) de la EPA permite la clasificación comprender los requisitos antes de asumir descarga cero.
Tamaño de su sistema de tratamiento de agua alrededor de su línea de lavado
Kitech diseña desde el principio el tratamiento de agua in situ en el diseño de líneas LDW, RPW y WES, no como una ocurrencia tardía. Los criterios de diseño se basan en datos recopilados de más de 500 sistemas instalados en todo el mundo, no en una estimación genérica de la práctica industrial.
Acerca de este artículo: Equipo de ingeniería de Kitech con 25 años de experiencia en diseño y puesta en marcha de sistemas de lavado de plástico; más de 500 instalaciones en todo el mundo. Consumo de agua: datos del estudio comparativo RPW1000 de Kitech de 2-3 t/h de agua de reposición frente a 8-15 t/h para sistemas de circuito abierto. Todas las referencias regulatorias se aplican a la industria de los Estados Unidos y provienen de EPA, AZDEQ e ISO.
Destinado a ingenieros de plantas, gerentes de adquisiciones y diseñadores de instalaciones que buscan mejorar la gestión del agua en las operaciones de reciclaje de plástico.
Referencias y fuentes
- Permisos de Aguas Residuales Industriales NPDES ñu Agencia de Protección Ambiental de Estados Unidos
- Sistemas de circuito cerrado - Resumen de recursos para la prevención de la contaminación (40 CFR 261.4(a)(8)) ñanero Departamento de Calidad Ambiental de Arizona
- ISO 15270:2008 « Directrices para la recuperación y el reciclaje de residuos plásticos « Organizare internațională pentru standardizare
- Reglamento de Envases y Residuos de Envases (PPWR) 2025/40 « Dirección de Medio Ambiente de la Comisión Europea
- Reciclaje de Plásticos ñeclave para reducir la huella de carbono agencia Europea de Medio Ambiente
- Un sistema de circuito cerrado para botellas de plástico recicladas Ahorra Materiales y CO (Grupo Schwarz) ñona PlasticsEurope
Artículos relacionados
- Línea de lavado de plástico: Guía completa de reciclaje
- Lavado en caliente versus lavado en frío: una guía de decisiones para recicladores
- Guía de costos de plantas de reciclaje de plástico 2026
- Secador exprimible versus secador centrífugo: ¿cuál se adapta a su línea?
- Economía Circular y Reciclaje de Plástico







