
Póngase en contacto con Kitech Company
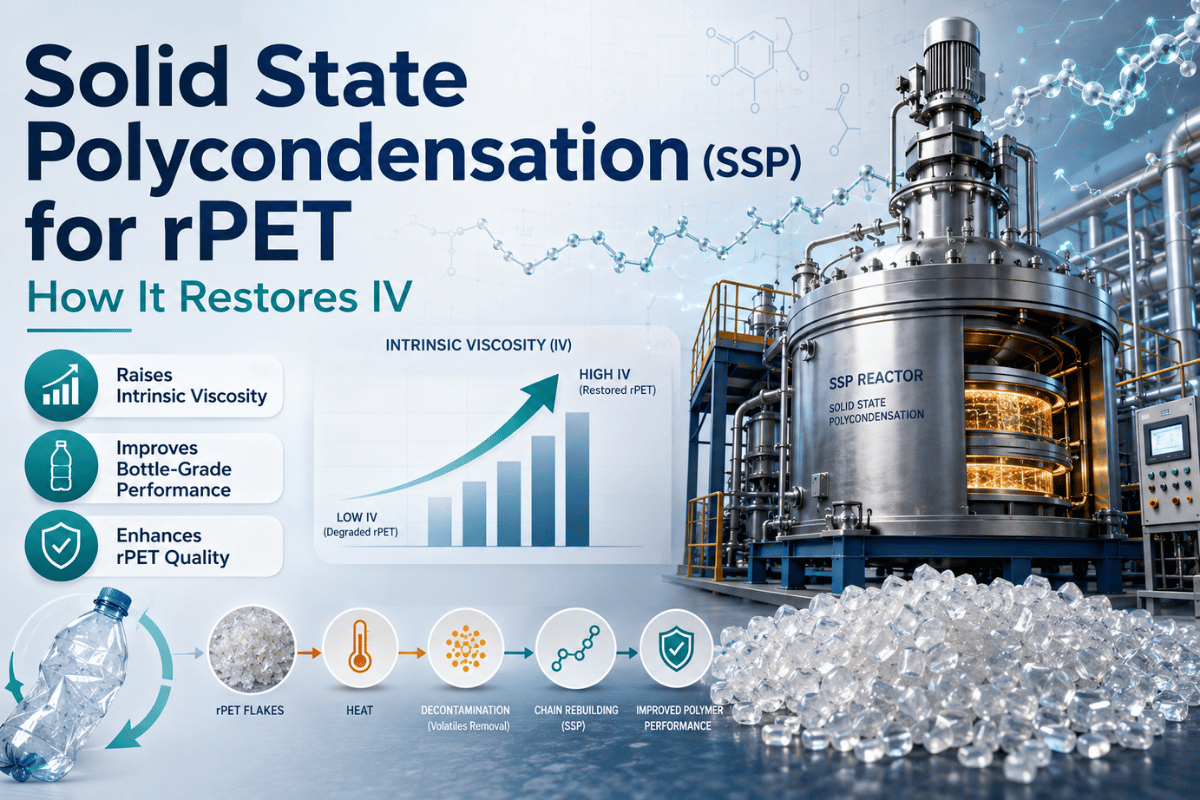
Policondensación de estado sólido (SSP) para rPET: cómo restaura IV
Contenidos
mostrar
La policondensación en estado sólido es el paso final que transforma el PET reciclado en un polímero listo para alimentos. Sin embargo, para que eso suceda, el proceso SSP debe controlarse cuidadosamente dentro de límites exactos de ingeniería. Conozca los elementos esenciales del proceso aquí (cubrimos la viscosidad intrínseca (IV) objetivos por uso final, formas de cumplir con las reglas de la FDA y la EFSA, y cómo usar la regla IV-Primera Selección para decidir si se utiliza un proceso en fase sólida o líquida. Ya sea que esté en el proceso de seleccionar una nueva línea de reciclaje botella a botella o esté evaluando la necesidad de nueva capacidad de SSP antes de que los próximos objetivos políticos de la UE entren en vigor, esta información es la base técnica y regulatoria.
Procesul SSP « Speciri rapide
| Parámetro | Valor |
|---|---|
| Tipo de proceso | Policondensación en fase sólida (por debajo del punto de fusión) |
| Temperatura de reacție | 210-230°C (etapa de reacción) |
| Atmósfera | Nitrógeno (N2) o vacío |
| Tiempo de reacción | 8-16 horas (sistema continuo) |
| rango de aumento IV | 0,60-0,72 → 0,78-1,0+ dL/g |
| Acetaldehído (objetivo de calidad alimentaria) | <1 ppm |
| Consumo de energía | ~0,3-0,5 kWh/kg |
| Salida | Pellets de rPET de calidad alimentaria (botella/fibra/envase) |
¿qué es la policondensación en estado sólido (SSP) y por qué la necesita rPET?
La policondensación en estado sólido es una etapa de posprocesamiento que se realiza en PET sólido por debajo de su temperatura de fusión «típicamente 180-230°C «, donde el material termoplástico permanece en forma de partículas semicristalinas en lugar de entrar en una fase de fusión. El proceso estabiliza y aumenta el peso molecular del PET mediante la extensión de la longitud de la cadena mediante reacciones de policondensación en la fase sólida.
Durante esta fase, los grupos terminales carboxilo e hidroxilo disponibles se condensan juntos para formar enlaces éster, aumentando el peso molecular (y por tanto la viscosidad intrínseca, IV). Los volátiles y sus subproductos (etilenglicol (EG), agua y acetaldehído) se extraen de la matriz polimérica con vacío o con un gas inerte (nitrógeno). La eliminación de estos volátiles del sistema impulsa el equilibrio, extendiendo progresivamente la longitud de la cadena y restaurando el peso molecular del PET a la especificación de contacto con los alimentos.
El PET reciclado (rPET) necesita este paso porque el reciclaje mecánico degrada el polímero. Cada vez que el PET pasa a través de una extrusora fundida «durante la producción de botellas, el uso del consumidor, la recolección y el reprocesamiento «, la escisión de cadenas térmicas e hidrolíticas acorta las cadenas poliméricas y reduce la viscosidad intrínseca en aproximadamente 0,05-0,15 dL/g por ciclo. Una botella de PET posconsumo normalmente llega a una planta de lavado con una IV de 0,72-0,86 dL/g. Después del lavado en caliente y la extrusión en estado fundido, esa IV puede caer a 0,60-0,72 dL/g « por debajo del mínimo de 0,78 dL/g requerido para aplicaciones de calidad para botellas de bebidas. SSP restaura y puede superar la IV original sin volver a fundir el polímero, evitando una mayor degradación térmica.
Escenario del mundo real
De la basura al material de calidad alimentaria Un gerente de una planta de procesamiento en el sudeste asiático procesa PET embalado de fuentes municipales.
Después del lavado, las escamas funcionan en instrumentos de Control de Calidad registrados a 0,62 gL/g de IV, lo que no cumple con los requisitos de calidad alimentaria (0,78 dL/g para botellas). Sin una línea SSP a 220 °Celcius bajo flujo de N2 durante 12 horas, este plástico postconsumo solo podía ir a aplicaciones de calidad no alimentaria como fibra o flejes, a un valor considerablemente menor. Cuando los materiales se extruyeron con una línea SSP, este material mostró un valor IV de 0,82, muy en cumplimiento de los materiales de grado FDA con un sobreprecio aproximado de $180 a $220 por tonelada, según cifras de la industria, 2025.
No se requiere SSP para todas las aplicaciones de rPET. Los productos de PET de calidad de fibra y flejado pueden adaptarse a valores de viscosidad intrínseca más bajos. Sin embargo, para aplicaciones de contacto directo con alimentos «botellas de bebidas, bandejas de alimentos y envases de alimentos «, los requisitos de la FDA y la EFSA hacen de la SSP un paso de cumplimiento obligatorio.
El proceso SSP de 4 etapas: de escamas a pellets de calidad alimentaria
Los sistemas SSP industriales tienen cuatro etapas. Una unidad de polimerización de estado sólido a escala industrial normalmente mueve el rPET a través de cuatro etapas, con control de proceso especializado para cada una. Comprender cómo funciona cada etapa y qué podría salir mal es clave para seleccionar y operar adecuadamente una unidad SSP.
- Precristalizador (160-180C) - Las astillas o escamas de rPET amorfo se calientan en un tambor giratorio o lecho fluidizado para iniciar la cristalización. Saltarse esta etapa hace que las partículas de PET amorfo se aglomeren a temperaturas de procesamiento elevadas « un cierre de producción. La etapa de calentamiento eleva la cristalinidad a 35-40%, evitando que se peguen antes de que el material entre en el secador. Se requiere una precristalización a ≥35% para evitar la aglomeración aguas abajo. Tiempo de residencia: 30-60 minutos.
- Precalentador/secador (190-210C) - Los chips cristalizados se calientan uniformemente desde 160C hasta 190-210C, al tiempo que se garantiza un nivel de humedad más bajo a <30 ppm. Por lo general, implica purgar con nitrógeno o aire seco para eliminar la humedad. Esta etapa calentada también provoca un leve aumento en la inversión de la escisión de la cadena con el aumento de las temperaturas y la movilidad de los grupos terminales funcionales. Este es a menudo el mecanismo de falla crítico para el rendimiento de SSP (ver Advertencia a continuación) porque el secado incompleto en esta zona conduce a la generación de grupos terminales carboxílicos, creando más sitios de reacción para que este mecanismo adverso de escisión de la cadena ocurra en el paso siguiente.
- Reactor SSP (210-230C, 8-16 horas) -- se lleva a cabo el proceso de policondensación (construcción de peso molecular). Los reactores continuos pueden ser impulsados por gravedad vertical, mientras que los reactores discontinuos pueden ser tambores giratorios. El proceso puede funcionar bajo un barrido de nitrógeno (preferido por eficiencia) o vacío que elimina los subproductos de la policondensación (agua, vapor de etilenglicol y acetaldehído). Estos subproductos se eliminan, desplazando el equilibrio hacia la formación de cadenas poliméricas (enlaces éster). Por ejemplo, se podría ver un aumento en IV de entre 0,02-0,04 dL/gper hora (comenzando desde algún IV inicial dependiendo de la temperatura, la fase gaseosa y el IV inicial de los materiales). La etapa de descontaminación por contacto con alimentos también ocurre durante la operación SSP cuando los compuestos orgánicos volátiles migran fuera de la estructura polimérica junto con los subproductos de la reacción.
- Torre de enfriamiento (<50C) -ñona Una vez que se logra el aumento de peso molecular, la corriente de producto se enfría a condiciones ambientales (alrededor de <50°C) antes de almacenarla, alimentarla neumática o directamente a un peletizador. El enfriamiento bajo una atmósfera inerte evita la absorción de humedad y el color. formación (amarillento por oxidación). La alimentación directa o en caliente al peletizador evita el enfriamiento ambiental, lo que proporciona importantes ahorros de energía (20-30%) y se prefiere para una instalación integrada.
Nota de ingeniería « Disciplina de ventana de temperatura
La ventana operativa de 210-230C es clave. Por debajo de 180°C, la tasa de policondensación es demasiado lenta para lograr una ganancia IV significativa dentro de los tiempos de ciclo comercial disponibles. Por encima de 240°C, las partículas comienzan a ablandarse, lo que hace que los chips se peguen entre sí y formen puentes a través del reactor, lo que requiere un apagado manual.
Advertencia -gnance El modo de falla del SSP #1 no es energía: es humedad
Si los chips rPET ingresan al reactor SSP con más de 100 ppm de humedad (apunte a <30 ppm), se hidrolizarán, degradando las moléculas de la cadena del polímero más rápidamente que la velocidad a la que la policondensación genera peso molecular. En este caso, el cambio neto resultante en IV es en realidad una disminución y no un aumento (es decir, degradación del peso molecular en lugar de acumulación). Más de 60% de los sucesos de bajo rendimiento de SSP de la industria informados por los profesionales de campo se atribuyen a este “problema de humedad”. El estricto control de la humedad antes y dentro del reactor SSP es un parámetro no negociable.
¿cuál es la diferencia entre polimerización en estado sólido y policondensación?
Si bien a menudo se usan indistintamente en documentos de la industria, la policondensación y la polimerización en estado sólido representan dos niveles diferentes de la misma tecnología. La policondensación describe el mecanismo para construir la columna vertebral del polímero: una reacción de crecimiento escalonado en la que se eliminan moléculas pequeñas (como agua y etilenglicol). La polimerización en estado sólido describe el proceso general de fabricación de polímero en fase sólida --bajo el punto de fusión del material. En el caso del reciclaje de PET, todas las tecnologías de procesos SSP utilizan la policondensación como mecanismo principal. Cuando un proveedor de equipos menciona un sistema SSP, se refiere a un reactor de policondensación que opera en fase sólida. La distinción importa principalmente en contextos de citas académicas o regulatorias; Operacionalmente, los dos términos describen el mismo proceso industrial.
Objetivos de viscosidad intrínseca (IV) por aplicación: configuración de sus especificaciones
Viscosidad intrínseca (IV): el principal indicador de calidad en los gránulos de rPET que salen del SSP. IV es una medida directa de la longitud promedio de las cadenas poliméricas (es decir, peso molecular) y, por lo tanto, dicta cómo se puede utilizar el material rPET. Definir el IV óptimo antes de especificar el tiempo de residencia y la temperatura en su SSP es la decisión más crítica al comprar cualquier línea de reciclaje de botella a botella.
| Aplicación | Objetivo IV (dL/g) | Hora típica de SSP | Norma regulatoria |
|---|---|---|---|
| Botella de bebida (de calidad alimentaria) | 0,78-0,85 | 8-12h @ 215°C | FDA 21 CFR / EFSA |
| Envases de alimentos (bandeja/hoja) | 0,75-0,80 | 6-10h @ 210°C | EFSA |
| Fibra textil | 0,90-1,0 | 12-16h @ 225°C | — |
| Hilo industrial | 0,96-1,05 | 14-18h @ 230°C | — |
| Cordón de neumático | >1,2 | Se requiere LSP | — |
Pero el diseñador del proceso no se limita sólo al tiempo para ajustar IV: la temperatura, el caudal de gas, la distribución del tamaño de las partículas y el IV existente son factores. Por ejemplo, la regrindación gruesa de rPET requiere 15-20% más tiempo de residencia en el reactor SSP para alcanzar el objetivo IV en comparación con el rPET granulado de geometría uniforme.
La regla de selección IV-Primera
Un marco de decisión con nombre para la selección de SSP frente a LSP
- • Si su IV objetivo es 0,85 dL/g, SSP es la ruta elegida: 8-12 h en proceso; bajos costos de energía; y calidad alimentaria desde el principio (sus aplicaciones estarán en envases de alimentos/bebidas, incluida la mayoría de los contenedores y bandejas)
- • Si su IV objetivo está entre 0,85 y 1,1 dL/g, puede elegir un ciclo ssp más largo (p. ej., 12-18 h a 225-230°C) o, como alternativa, un enfoque híbrido SSP-LSP (color y descontaminación son sigue siendo una preocupación importante para aplicaciones como fibras textiles e hilos industriales altos).
- • Si su IV objetivo es > 1,1 dL/g, solo hay una tecnología viable: LSP (porque SSP tiene dificultades para producir niveles significativamente más altos de peso molecular dentro de horarios comerciales realistas). Aplicaciones como el cordón de neumáticos y las fibras altamente técnicas requieren una IV alta.
Cómo SSP produce rPET de grado alimentario: FDA, EFSA y descontaminación
Para lograr que esa mascota reciclada cumpla con los estándares de la Autoridad de Seguridad Alimentaria de la UE (EFSA) y la Administración de Alimentos y Medicamentos de los Estados Unidos (FDA) para el contacto con alimentos y bebidas es necesario eliminar del material reciclado cualquier sustancia “migrante” de la vida anterior del plástico. que podría transferirse a los alimentos. El proceso SSP hace esto simultáneamente usando calor para descomponer cualquier contaminante polimérico residual y barriendo los subproductos degradados del proceso a través de una corriente de gas inerte (o vacío).
A 210-230°C bajo barrido continuo de nitrógeno, los contaminantes orgánicos volátiles, incluidos el contenido de acetaldehído del procesamiento anterior, los disolventes residuales, los compuestos de tinta de impresión y las impurezas incidentales que se desprenden del uso posconsumo, migran fuera de la matriz polimérica y son arrastrados por el gas de purga. Este mecanismo de descontaminación mejora la pureza química del tereftalato de polietileno reciclado según los estándares de contacto con los alimentos, y es la misma fuerza impulsora que elimina los subproductos de policondensación, haciendo de la descontaminación una parte integral de la reacción SSP en lugar de un paso separado. Las evaluaciones de seguridad de EFSA de 2025 sobre las tecnologías de reciclaje basadas en SSP, incluido el sistema EREMA VACUNITE (que utiliza la tecnología Polymetrix SSP V-LeaN), Starlinger iV+ y Boretech brtCOMBIPET confirmaron eficiencias de descontaminación de 95,7-99,6% para contaminantes sustitutos. Estas aprobaciones establecen a SSP como la corriente regulatoria principal para el rPET de contacto con alimentos botella a botella.
Según 21 CFR Partes 174-179, la aprobación de contacto con alimentos rPET sigue el proceso de Carta de No Objeción (LNO) de la FDA. Para obtener la aprobación del proceso LNO, el solicitante debe presentar una presentación basada en LNO que debe contener, además de una descripción escrita detallada del proceso de reciclaje propuesto: resultados de pruebas de desafío sobre contaminación sustituta que demuestren que se logra una descontaminación adecuada, así como evidencia de el material que cumple con los límites de migración apropiados en los gránulos finales.
Específicamente para el acetaldehído, el rPET de calidad alimentaria idealmente estaría a menos de 1 ppm en los gránulos terminados, un objetivo que se puede lograr fácilmente en un reactor SSP configurado adecuadamente porque el acetaldehído se elimina como subproducto de la reacción durante los 8-16 h. ciclo de reacción mediante vacío o extracción de nitrógeno.
“SSP es un tratamiento posterior al reciclaje para mejorar la iv, mejorar el peso molecular, eliminar contaminantes y restaurar propiedades similares a las vírgenes ”que permiten el reciclaje de botella a botella”
¿cómo satisface la SSP los requisitos de contacto con alimentos de la FDA y la EFSA?
Tanto la FDA como la EFSA exigen lo que se llama una prueba de desafío, en la que el proceso de reciclaje se cuestiona deliberadamente mediante la adición de contaminantes sustitutos en concentraciones superiores a las esperadas al material posconsumo antes del reciclaje.
Los contaminantes sustitutos abarcan diversas clases de sustancias químicas: polares, no polares, volátiles y no volátiles. La tecnología pasará si la tasa de descontaminación de los distintos sustitutos en las pruebas de desafío está por encima de los niveles umbral determinados por los respectivos modelos de seguridad de las agencias.
Las tecnologías SSP aprobadas pasan esta prueba de desafío por varias razones: el largo tiempo de residencia a altas temperaturas (8-16h a 210-230°C) garantiza suficiente fuerza impulsora térmica para la difusión y desorción de los migrantes; el efecto continuo de “sumidero” proporcionado por las condiciones de purga o vacío de nitrógeno que elimina las sustancias migratorias, creando así un gradiente de concentración permanente que dirige una mayor migración de los contaminantes a la superficie y luego fuera del sólido; y la relación superficie-volumen relativamente grande de los chips sólidos en comparación con los de una masa fundida. El enfoque más fácil para las instalaciones de reciclaje que intentan obtener la aprobación de la EFSA para su producto ssp es obtener una plataforma SSP ya aprobada que volver a aplicarla para su sistema patentado. Todo el proceso de aprobación de un nuevo proceso de reciclaje puede tardar entre 2 y 3 años.
Error común
La presencia de cantidades uniformes de contaminación, como tapas y pegamento de colores mixtos, en el flujo de entrada posterior al consumidor no impedirá la aprobación del grado de contacto con alimentos, pero puede resultar en una reducción de la producción certificada del proceso, ya que la EFSA aprueba sistemas, no flujos de entrada variables. -y un cambio en la producción en el flujo posconsumo requiere una evaluación de la eficacia de la descontaminación.
SSP versus policondensación en fase líquida: cuándo elegir cada tecnología
La LSP (o polimerización en fase fundida, como a veces se la llama) funciona alrededor de 275-295 °C, es decir, por encima del punto de fusión del PET. En esta fase fundida, la IV puede aumentar más rápidamente (en 2-4h en comparación con 8-16h en ssp, digamos) y a valores más altos, debido a una mayor movilidad de la cadena en comparación con la SSP. La principal penalización por esto es una mayor degradación térmica, lo que lleva a un aumento en la producción de acetaldehído y requiere una demanda de energía más sustancial.
La regla IV-Primera selección ofrece la mejor guía para seleccionar entre las tecnologías LSP y ssp.
| Parámetro | SSP | Fase líquida (LSP) |
|---|---|---|
| Temperatura de reacție | 210-230°C | 275-295°C |
| IV alcanzable | 0,75 → 0,85-1,0+ dL/g | 0,75 → 1,0-1,3+ dL/g |
| Tiempo de reacción | 8-16 ore | 2-4 ore |
| Consumo de energía | ~0,3-0,5 kWh/kg | ~0,8-1,2 kWh/kg |
| Control de acetaldehído | Excelente (<1 ppm) | Bueno (<5 ppm) |
| Color (amarillento) | Bajo | Moderado (temperatura más alta) |
| Equipo CAPEX | Medio | Alto |
| Mejor para | Botella/fibra/envasado (grado alimentario) | Cordón para neumáticos, hilo industrial (IV > 1,2) |
Ventajas del SSP
- Menor energía: ~0,3-0,5 vs. 0,8-1,2 kWh/kg
- Control superior de acetaldehído (predeterminado de calidad alimentaria)
- Mejor retención del color (amarillamiento más bajo)
- Vía de aprobación bien establecida de la FDA/EFSA
- Funcionamiento continuo, rendimiento escalable
- Capex mediano « comercialmente accesible
Limitaciones de SSP
- Más lento: 8-16h vs. 2-4h para LSP
- No se puede exceder de manera confiable ~1,1 dL/g IV
- Requiere un control preciso de la humedad (<30 ppm)
- Mayor huella del reactor que el equivalente LSP
- La línea de 4 etapas agrega complejidad al proceso en comparación con el paso de fusión único
Para la gran mayoría de los recicladores de rPET que se dirigen a los mercados de botellas de bebidas, envases de alimentos y fibras textiles, el SSP es la tecnología correcta. LSP no es una alternativa competidora en estos segmentos: es la tecnología necesaria para el estrecho nicho IV > 1,1 que el SSP no puede alcanzar. Tenga en cuenta que el reciclaje químico (rutas de despolimerización) es una vía tecnológica completamente separada, que aborda corrientes de plástico contaminadas o mixtas donde el reciclaje mecánico y el SSP no pueden alcanzar estándares de calidad alimentaria; Para flujos limpios de PET de botella a botella, el SSP sigue siendo la ruta dominante y más rentable.
Integración de SSP con su línea de peletización: guía de selección de equipos
SSP nunca funciona como una sola unidad: es una etapa dentro de una línea más amplia de procesos de reciclaje de PET que incluye clasificación, lavado, extrusión, peletización y pruebas de calidad. La maquinaria SSP interactúa con equipos de lavado ascendentes y sistemas de peletización descendentes, lo que hace que el diseño de integración entre el reactor SSP y el peletizador sea una decisión de ingeniería clave que afecta tanto el costo de capital como el consumo de energía en todo el proceso de reciclaje de mascotas.
Dos arquitecturas de integración son comunes en las líneas industriales:
- Transporte en caliente (mejor para líneas continuas): los chips SSP a 180-200 C salen del reactor y se transportan neumática o mecánicamente a la extrusora del peletizador cuando aún están calientes. Esto evita tener que recalentar los chips desde las condiciones ambientales hasta las temperaturas de extrusión, lo que resulta en un ahorro de energía de 20 a 30% en los requisitos de energía del peletizador. Se requiere coincidencia de rendimiento: la salida de SSP (kg/h) por hora debe coincidir con la velocidad a la que el peletizador puede aceptar alimentaciones.
- Transporte en frío (ideal para operaciones por lotes o productos mezclados): los chips SSP se enfrían por debajo de 50°C, se colocan en un silo y luego se alimentan por separado al peletizador. Esto es deseable para lograr flexibilidad operativa cuando las líneas SSP y las líneas peletizadoras no funcionan con el mismo programa, o cuando un solo peletizador maneja entradas de múltiples SSP (diferentes valores IV, etc.). Se recomienda rellenar el silo con nitrógeno para eliminar cualquier recaptación de humedad.
Lista de verificación de adquisiciones del sistema SSP
- Objetivo IV -configure la especificación del valor IV de salida según su aplicación (consulte la tabla IV anterior).
- Rendimiento (kg/h) ñona SSP industrial típica: 150-2.000 kg/h; coincidencia con la capacidad del peletizador
- Barrido de nitrógeno atmosférico (CapEx inferior, OpEx alto para suministro de N) o vacío (CapEx alto, OpEx bajo, más adecuado para líneas de proceso intensivas en descontaminación).
- Precristalizador -necesario para material amorfo en astillas/escamas; Es posible que no sea necesario si se alimenta con gránulos cristalizados.
- Arquitectura de interfaz ñona de interfaz de transporte en frío o en caliente con el OEM del peletizador
- Forme de matière première abigarrados (reponse IV homogène) y ganancias (aire especifique variable, más larga duración de la retención)
- Certificación de productos frescos 'FDA LNO o EFSA Challenge Test según el grado de contacto con los alimentos.
Las líneas de reciclaje de botella a botella requieren un paso de peletización aguas abajo de SSP diseñado para el comportamiento de fusión específico de rPET, incluida la sensibilidad intravenosa al tiempo de residencia en la extrusora, la gestión de la presión de la cara del troquel y la peletización submarina para una distribución estrecha del tamaño. Kitech's Sistemas de peletización de PET para líneas rPET «incluida la serie TSK (100-1.000 kg/h) « están diseñadas específicamente para el reciclaje de botella a botella de PET, con configuraciones de entrada compatibles con SSP y certificación CE/UL. El consumo de energía para la etapa de peletización es de aproximadamente 0,2-0,4 kWh/kg, lo que eleva la energía combinada de la línea SSP + peletización a 0,5-0,9 kWh/kg en total.
Consejo profesional
Mire siempre los datos de uniformidad IV (coeficiente de variación) de su proveedor de SSP, no solo IV promedio. Por ejemplo, una línea que proporciona 0,82 dL/g de IV promedio con CV de 0,04 dL/g es significativamente más valiosa que una con una variación de 0,10 dL/g, ya que ofrece una ventana más pequeña para el ajuste de parámetros operativos en peletizadores y una fabricación de botellas más consistente en el paso de moldeo por soplado posterior.
Reglamento de la UE y Caso de Inversión SSP (2025-2030)
El argumento comercial a favor de la SSP ha pasado de los esfuerzos voluntarios de sostenibilidad corporativa a un requisito de cumplimiento legal para las marcas de bebidas. La Directiva de la UE sobre plásticos de un solo uso (SUPD), Directiva (UE) 2019/904, exige que las botellas hechas predominantemente de PET contengan un nivel mínimo de contenido de plástico reciclado ñanamente a partir de un mínimo obligatorio de 25% a partir de enero de 2025, aumentando hasta un mínimo de 30% a partir de enero de 2030. A principios de 2024, el objetivo 25% ya está en vigor, y los estados miembros de la UE que no cumplen podrían enfrentar acciones de aplicación de la ley. Las marcas con ventas de bebidas en la UE enfrentarán un mayor escrutinio en sus cadenas de suministro en los estados que no cumplan con sus respectivas cuotas de cumplimiento, lo que colocará el abastecimiento de materiales en su lista de prioridades clave.
Esto crea una demanda estructural significativa de rPET de calidad alimentaria, a diferencia de los mercados generales de fibra y correas de rPET. Sólo se permiten procesos de reciclaje aprobados por la Autoridad Europea de Seguridad Alimentaria (EFSA) o aprobados por la FDA y que produzcan rPET aceptables en contacto con alimentos para aplicaciones de alimentos y bebidas. Los sistemas de tecnología SSP comprenden la mayoría de los que actualmente cuentan con aprobación regulatoria, por lo que la oportunidad de mercado creada por el SUPD está directamente relacionada con la disponibilidad de capacidad de reciclaje de rPET de calidad alimentaria.
$12.4B
tamaño del mercado RPET (2026)
$24.6B
Previsión del mercado RPET (2036, CAGR 7.1%)
55%
Participación de SSP/tecnología súper limpia en la demanda de procesamiento de rPET
Fuente: Future Market Insights, Informe de mercado de envases rPET 2026-2036.
El segmento de botellas y contenedores de rPET 100% está creciendo más rápido que el mercado de rPET más amplio: $3.5 mil millones en 2026, se prevé que alcance $7.9 mil millones para 2036 a una tasa compuesta anual de 8.5%. Para los recicladores que prestan servicios a marcas europeas de bebidas, el rPET de calidad alimentaria tiene un sobreprecio estructural sobre el rPET básico que los analistas esperan persistir al menos hasta 2030. La transición de la economía circular en los envases, donde las botellas de bebidas están diseñadas para el reciclaje botella a botella en lugar del reciclaje descendente, es la tendencia subyacente a la demanda sostenible. SSP es el puente entre la producción de reciclaje mecánico y el polímero de calidad de contacto con los alimentos, reduciendo la intensidad de las emisiones de carbono frente a la producción de PET virgen en aproximadamente 50-75%.
Desde una perspectiva de cronograma de inversión, una planta SSP completa, que incluya precristalizador, secador, reactor, torre de enfriamiento e integración de peletización, requiere entre 12 y 18 meses desde la orden de compra hasta la primera operación. Si se apunta al mandato 30% en 2030, los recicladores deberían emitir solicitudes de cotización (RFQ) y clasificar a sus principales proveedores de equipos SSP a más tardar a finales de 2028.
Preguntas frecuentes « RPET de policondensación de estado sólido
¿qué es la polimerización en estado sólido?
La polimerización en estado sólido es una reacción de extensión de cadena que se lleva a cabo por debajo del punto de fusión del PET (180-230°C). El polímero permanece sólido en todo momento « en forma de gránulos o virutas. El nitrógeno o el vacío eliminan los subproductos de la reacción (agua, etilenglicol), impulsando el crecimiento de la cadena sin fundir el material.
¿cuánto tiempo tarda SSP en rPET?
Una línea SSP continua normalmente ejecuta un tiempo de residencia de 8-16 horas en la etapa de reacción. La duración exacta depende del IV inicial de la materia prima, el IV objetivo, la temperatura de reacción (210-230°C) y el caudal de purga de gas. Una materia prima rPET que comienza en 0,62 dL/g y apunta a 0,82 dL/g a 215°C normalmente requiere 10-12 horas. Los objetivos IV más altos (p. ej., 0,96+ para hilo industrial) pueden extenderse a 16-18 horas a 230°C.
¿qué viscosidad intrínseca se necesita para el rPET de calidad alimentaria?
La calidad de botella de bebida requiere ≥0,78 dL/g (FDA/EFSA); las bandejas de comida aceptan 0,75-0,80 dL/g. IV por sí solo no garantiza el estado de calidad alimentaria «También necesita un proceso de descontaminación certificado (EFSA Challenge Test o FDA LNO) que confirme la eliminación de acetaldehído y migrantes volátiles.
¿es SSP mejor que la policondensación en fase líquida para rPET de grado botella?
Para rPET de calidad botella (objetivo IV 0,78-1,85 dL/g), SSP es la tecnología preferida. Funciona a temperaturas más bajas, utiliza menos energía (~0,3-0,5 frente a ~0,8-1,2 kWh/kg), produce un mejor control del acetaldehído (<1 ppm frente a <5 ppm) y tiene un historial de aprobación más establecido por la FDA/EFSA. LSP no es inferior “es la herramienta adecuada para objetivos intravenosos superiores a 1,1 dL/g (cordón de neumático, hilo de alta tenacidad) donde el SSP no puede alcanzar. La elección se rige por el objetivo IV, no por la preferencia tecnológica general.
¿la SSP elimina todos los contaminantes del PET reciclado?
Los contaminantes orgánicos volátiles, como el acetaldehído, los disolventes residuales, los inmigrantes de tinta y los ‘químicos postconsumo' de moléculas pequeñas, se eliminan en diversos grados (95,7-99,6%) con una tecnología aprobada por la EFSA, pero los colorantes, los pigmentos a base de metales pesados (tapas, etiquetas) o Los aditivos no volátiles NO se eliminan mediante el proceso SSP. SSP no es un paso de eliminación de contaminación «es un paso de descontaminación. Lavado en caliente, clasificación óptica en el infrarrojo cercano y selección cuidadosa de la corriente deben completarse aguas arriba. SSP no puede compensar la mala calidad de la entrada.
¿puede rPET de SSP igualar la calidad de PET virgen?
Para viscosidad intrínseca y propiedades mecánicas, sí, rPET procesado con SSP a 0,80-0,85 dL/g es funcionalmente equivalente a PET virgen del mismo IV. Para el color (índice de coloración amarillenta), rPET normalmente funciona ligeramente más alto que virgen debido a los cromóforos acumulados en ciclos térmicos anteriores, una consideración importante para aplicaciones de botellas de bebidas transparentes donde la claridad visual es una especificación de marca. Las principales marcas de bebidas actualmente aceptan mezclas de 25-50% SSP rPET en botellas de PET transparentes sin impacto de color visible.
¿son el PET y el plástico PETE el mismo material?
Sí, “el mismo material. PETE es el código de identificación de resina ASTM (#1) impreso en el embalaje; PET es el nombre químico (tereftalato de polietileno). Todas las regulaciones sobre SSP, contacto con alimentos y reciclaje utilizan PET.
Referencias y lecturas adicionales
- Directiva de la UE sobre plásticos de un solo uso (Directiva 2019/904) “Comisión Europea
- Evaluación de seguridad de la EFSA « Tecnología Starlinger iV+ rPET (PMC, 2022)
- Reciclaje mecánico de PET industrial de última generación « RSC Sustainability (2025)
- Informe de mercado de envases de PET reciclados 2026-2036 « Future Market Insights
- Objetivos clave para 2025 de la Directiva de la UE sobre plásticos de un solo uso « Ingeniería de plásticos
Nota de transparencia
Se trata de una pieza educativa proporcionada por Kitech, el productor de peletizadores de PET y equipos de reciclaje. Insumos técnicos 'parámetros SSP, estándares regulatorios, cifras de mercado y objetivo IV 'derivados de la información listada disponible públicamente. El peletizador de la serie TSK de Kitech se cita en la sección de integración de equipos como un producto de Kitech que se adaptará a esta aplicación.
El marco de la Regla IV-Primera Selección fue desarrollado por la redacción de Kitech.
Relacionado: Equipos Kitech para Líneas rPET
Explorar Pelletizador rPET serie TSK de Kitech «diseñado para la producción botella a botella, entrada compatible con SSP, rango de rendimiento de 100-1000 kg/h.
Entradas relacionadas




Tendencia ahora



