
Póngase en contacto con Kitech Company
Planificación de la capacidad de reciclaje de plástico: una guía práctica para dimensionar el rendimiento, los equipos y la huella de la planta
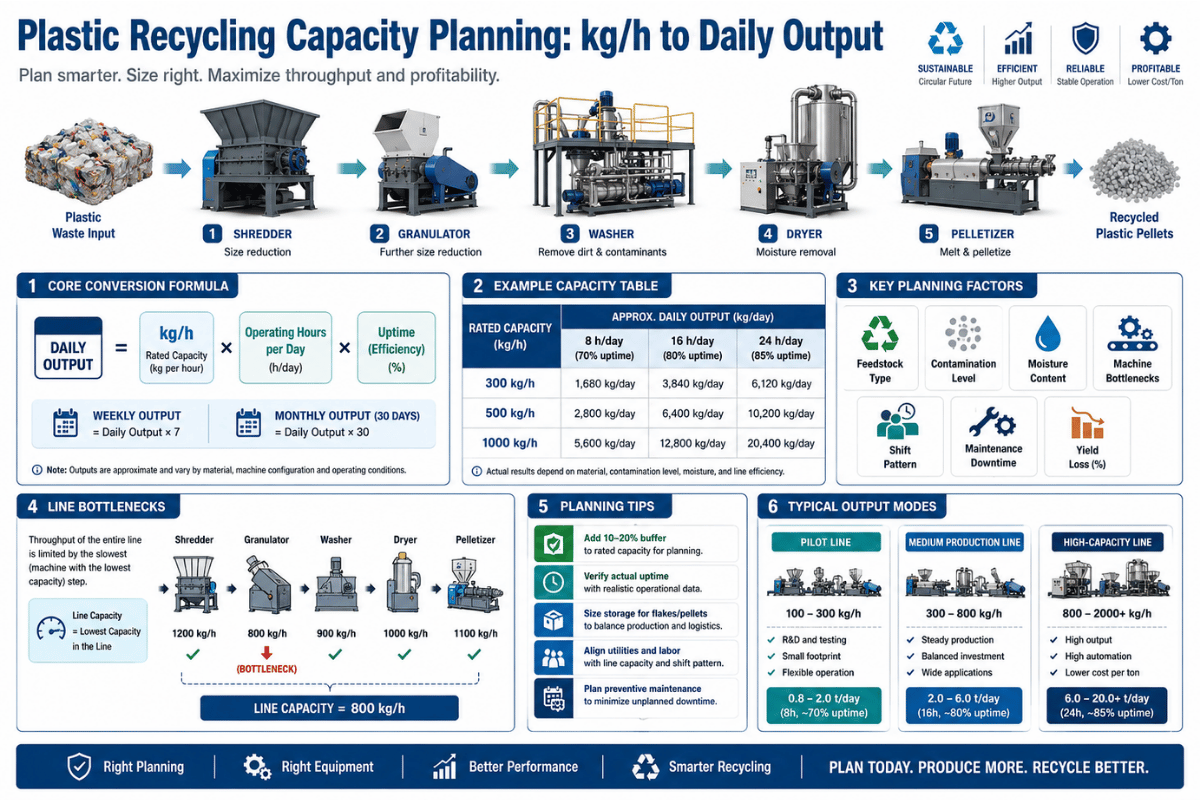
La planificación de la capacidad de reciclaje de plástico es la práctica de traducir un tonelaje objetivo “diario, mensual o anual « al rendimiento correcto de la máquina en kg/h, el equilibrio de línea correcto de la trituradora al peletizador y la huella de la planta, el gasto de capital y la tripulación adecuados. Haga bien las matemáticas y una planta de reciclaje convertirá la materia prima posconsumo en resina granulada de manera rentable. Si se equivoca, pagará el acero inactivo o dedicará horas extras a buscar contratos que nunca debería haber firmado.
Especificaciones rápidas: referencia de planificación de capacidad
| Horas/año efectivos (turno único, 70% OEE) | ~1.400 h |
| Horas/año efectivos (2 turnos, 70% OEE) | ~3.000 h |
| Horas/año efectivos (24/7 industrial, 70% OEE) | ~6.000 h |
| Punto de referencia OEE de fabricación de plásticos | 62-75% típico, 78-84% de clase mundial |
| Energía específica, reciclaje mecánico | ~60-180 kWh por tonelada de entrada |
| Gama Capex (mecánica) | ~$150.000 (100-300 kg/h) hasta $5 M+ (2.000 kg/h+) |
Por qué la planificación de capacidad decide el retorno de la inversión de la planta de reciclaje antes de comprar
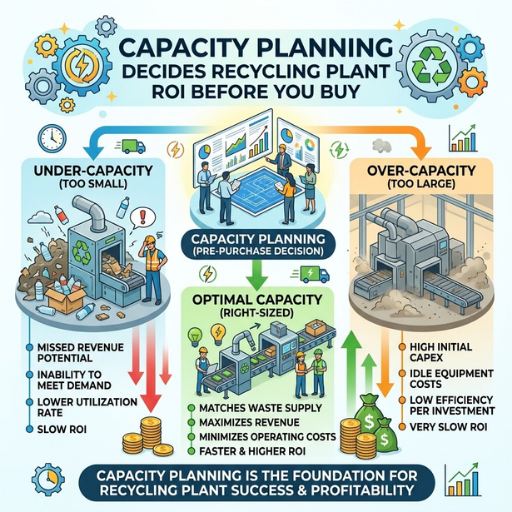
La planificación de la capacidad es la primera decisión que fija el límite máximo de beneficios de una planta de reciclaje. La Asociación de Recicladores de Plástico (APR) informes que más de 85 instalaciones en EE.UU. y Canadá ya procesan aproximadamente 5 mil millones de libras de plástico al año, con margen para manejar otros 2 mil millones de libras, el equivalente a mantener fuera de los vertederos 479 vehículos de 18 ruedas completamente cargados todos los días, según a Análisis de reciclaje de recursos. En toda la industria, la restricción vinculante es la recolección y la demanda, no el equipo. A nivel de una sola planta, la restricción vinculante es si usted dimensiona su línea para la materia prima que realmente puede asegurar.
Lo que esta guía NO es.
Si vino aquí para conocer cifras del mercado estadounidense o global, encontrará esos números macro al final de este artículo. Sin embargo, en esencia, esta guía analiza el tamaño de una línea para su planta, de modo que los kg/h con placa de identificación se conviertan en toneladas rentables en el almacén. Eso implica la planificación de la capacidad operativa, que la macrohistoria del análisis APR deja en silencio.
Tres tipos de fallas ocurren consistentemente cuando uno entra en planificación de capacidad a medias:
- ⚠¦Línea sobredimensionada. Pelletizer con una potencia de 2.000 kg/h, el patio de balas entrega sólo 500 kg/h de materia prima limpia. Resultado: utilización de 25% y capex que nunca amortiza « el patrón dominante cuando los compradores persiguen la capacidad de la placa de identificación en lugar de un rendimiento sostenible.
- ⚠¦Línea de tamaño insuficiente. Las ventas firman una compra de 5.000 t/año antes de que la adquisición dimensione la línea. Cada turno funciona con carga 95%, la frecuencia de avería se triplica, los defectos de calidad aumentan y los márgenes se evaporan con el tiempo y se reelaboran.
- ⚠¦Cuello de botella no coincidente. Trituradora con capacidad nominal de 1.500 kg/h, lavadora 1.200 kg/h, peletizadora 600 kg/h. El rendimiento de la línea es igual a la etapa más lenta más las pérdidas del amortiguador de sobretensiones; las otras dos etapas fueron pagadas y nunca utilizadas.
Evitar estas tres trampas es el objetivo de la planificación de la capacidad. La buena noticia: las matemáticas no son difíciles, sólo hay que hacerlo antes de la orden de compra, no después. Para el ángulo de retorno de la inversión a largo plazo (reembolso, OPEX, estructura del contrato), combine esta guía con nuestro desglose rentabilidad de la planta de reciclaje de plástico a largo plazo.
Definiciones de capacidad de reciclaje de plástico: rendimiento, kg/h, t/d, OEE
El primer paso es comprender los términos sin sesgos. Una cotización de proveedor que enumera “1000 kg/h de capacidad” puede significar tres cosas muy diferentes dependiendo de la definición que el vendedor tenga en mente. Las hojas de cotizaciones de la industria son descuidadas en este punto, por lo que vale la pena traducir cada especificación a la misma línea de base antes de compararlas.
| Término | Definición | Donde aparece |
|---|---|---|
| Capacidad de la placa de identificación (kg/h) | Máximo rendimiento en una alimentación limpia, material perfecto y condiciones de prueba instrumentadas: lo que los proveedores imprimen en la hoja de especificaciones. | Cotizaciones de proveedores, material de marketing |
| Rendimiento efectivo (kg/h) | Producción en el mundo real durante una producción estable, teniendo en cuenta la variabilidad normal de la materia prima y paradas menores. Generalmente 70-90% de la placa de identificación. | Informes de producción, feeds ERP |
| Salida diaria (t/d) | Rendimiento efectivo × horas de turno programadas, en toneladas (1 t = 1.000 kg). | Kpi diarios, informes de turnos |
| Capacidad anual (t/año) | Rendimiento efectivo × horas de funcionamiento anuales × OEE « esto impulsa los contratos de compra y el retorno de la inversión de la planta. | Planes de negocio, contratos |
| OEE | Efectividad general del equipo « Disponibilidad × Rendimiento × Calidad. Capta cada pérdida entre el tiempo programado y el buen rendimiento. | Paneles de operaciones |
¿qué es OEE en una línea de reciclaje?
OEE (Efectividad general del equipo) combina tres factores de pérdida independientes en un número igual al porcentaje de las horas de producción programadas de una planta que en realidad terminan siendo un producto bueno y vendible. La fórmula es sencilla: OEE = Disponibilidad × Rendimiento × Calidad. Disponibilidad mide el tiempo de actividad frente a las horas programadas después de paradas planificadas y no planificadas. Rendimiento compara la velocidad de ejecución real con la velocidad de diseño de la línea durante el tiempo de ejecución. Calidad deduce material fuera de especificación, bucles de recorte y rechazos de pellets.
El Preguntas frecuentes sobre la industria de la OEE señala que la cifra “de clase mundial” de 85%, citada con frecuencia, se desarrolló para líneas dedicadas de gran volumen y rara vez se mantiene en entornos de materias primas mixtas. Los datos de evaluación comparativa independientes para la fabricación de plásticos sitúan la OEE normal entre 62% y 75%, con operaciones de clase mundial que alcanzan 78-84% «, es decir, una planta que programa la producción las 24 horas del día, los 7 días de la semana en 70% OEE convierte aproximadamente 6.100 de las 8.760 horas del año en tiempo de ejecución productivo. Esa es la brecha entre la capacidad papelera y la capacidad real, y la variable más grande en cualquier plan de capacidad.
💡 Consejo profesional
Siempre vuelva a declarar las cotizaciones de los proveedores en las mismas unidades antes de compararlas. Convierta lb/h a kg/h (× 0,4536) y nunca acepte una cotización que enumere solo “capacidad” sin especificar la placa de identificación frente a la efectiva. Una brecha silenciosa 10-30% entre esos dos números distorsionará cada decisión posterior.
Cómo convertir kg/h a producción diaria, mensual y anual
Convertir kg/h en una placa de identificación a t/año en un contrato requiere una verificación de multiplicación, una división y un realismo. Esa verificación de realismo separa los contratos que se cumplen de los contratos que contienen inventario. Aquí está la matemática:
Fórmula de capacidad anual
T/año anual = Placa de identificación kg/h × Horas efectivas por año × OEE ~ 1.000
Dónde Horas efectivas por año = Horas programadas × (1 « fracción de tiempo de inactividad planificado) y OEE captura pérdidas de disponibilidad, rendimiento y calidad además del tiempo programado.
| Placa de identificación | Un solo turno (~1400 h/año) | 2 turnos (~3000 h/año) | 24/7 industrial (~6.000 h/año) |
|---|---|---|---|
| 500 kg/h | ~700 t/año | ~1.500 t/año | ~3.000 t/año |
| 1.000 kg/h | ~1.400 t/año | ~3.000 t/año | ~6.000 t/año |
| 2.000 kg/h | ~2.800 t/año | ~6.000 t/año | ~12.000 t/año |
Los números anteriores ya absorben un OEE 70% en el horario programado. Lo que nunca debes hacer es multiplicar la placa de identificación kg/h por 8.760 « el resultado es una planta de fantasía que funciona a toda velocidad las 24 horas del día, los 7 días de la semana, sin cambios, sin averías, sin retenciones de calidad. Los operadores de plantas suelen informar que los compradores que aprueban el consumo frente al cálculo de 8.760 después tienen que renegociar o importar pellets vírgenes para llenar el vacío.
⚡ La regla industrial de las 6.000 horas
Para una planta de reciclaje programada las 24 horas del día, los 7 días de la semana con OEE saludable (~70%), una heurística de primer paso útil es:
Toneladas anuales realistas ¦ kg/h × 6.000 ~ 1.000
Un peletizador de 500 kg/h a un ritmo industrial de 24 horas al día, 7 días a la semana aterriza cerca de 3.000 t/año. Una línea de 1.000 kg/h aterriza cerca de 6.000 t/año. Una línea de 2.000 kg/h aterriza cerca de 12.000 t/año. Ajuste el multiplicador para el patrón de turnos real: ~3000 para 2 turnos, ~1400 para un solo turno, ~4500 para 24/5 de tres turnos.
El número que nunca debes usar es 8,760 × placa de identificación. Asume cero tiempo de inactividad, que ninguna línea de reciclaje en la tierra logra.
📐 Nota de ingenieríakg/h y lb/h no son intercambiables. 1 kg/h = 2,2046 lb/h, por lo que un proveedor que anuncia “1000 lb/h” ofrece 454 kg/h, no 1000 kg/h. Al comparar una unidad construida en China con una potencia de 1000 kg/h con una unidad construida en EE. UU. con una potencia de 1000 lb/h, la unidad con clasificación métrica ofrece 2,2 × el rendimiento. Reexprese siempre las cotizaciones en un sistema de una sola unidad antes de firmar.
¿Cómo se calcula la capacidad de reciclaje de plástico?
Calcular la capacidad de reciclaje de plástico es una secuencia trabajada en cuatro pasos:
- Confirmar placa de identificación kg/h con el proveedor por escrito, en unidades métricas, sobre su materia prima específica, no sobre material de prueba de fábrica.
- Elige tu patrón de turno y traducirlo a horas programadas por año. Una referencia industrial común: un solo turno ¦ 2000 h, 2 turnos ¦ 4000 h, 24/5 tres turnos ¦ 6000 h, 24/7 = 8760 h.
- Aplicar un multiplicador OEE según la madurez operativa: 0,65 para una nueva planta en el primer año, 0,70 para operaciones establecidas, 0,78+ para la clase mundial. La mayoría de las plantas se sitúan entre 0,65 y 0,72 en los primeros tres años.
- Multiplicați și divide: Anual t/año = kg/h × Horas Programadas × OEE ~ 1.000. Compare el resultado con sus obligaciones contractuales de compra. Si no excede el volumen contratado en al menos 15%, está comprando demasiado pequeño.
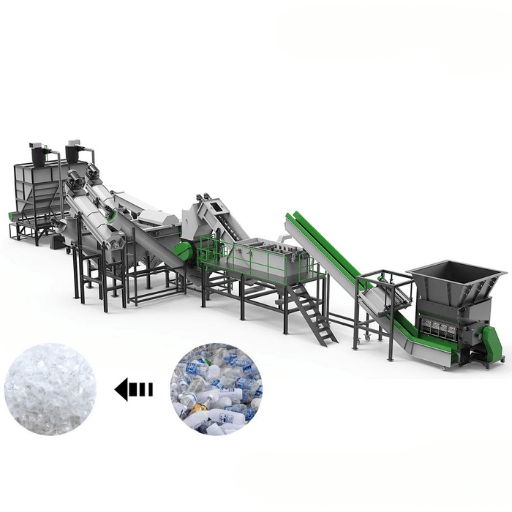
Selección de equipos por tipo de material

La misma línea de peletizadores trituradores, lavadores y lavadoras ofrece kg/h muy diferentes dependiendo de si se trata de procesar botellas de PET, tambores de HDPE, bolsas tejidas de PP o películas de LDPE. La densidad aparente, la contaminación, la humedad y la tenacidad del material desplazan cada una la curva de rendimiento. Selección de equipos por tipo de material por lo tanto, es inseparable de la planificación de capacidad: la cifra de kg/h en una hoja de cotización sólo tiene significado cuando se combina con la resina con la que se midió.
A continuación, esta matriz resume los rangos típicos de rendimiento efectivo en las tres etapas de la línea central, indexados a tipos de materia prima comunes. Úselo para verificar la cordura de las cotizaciones de los proveedores con la resina que realmente desea procesar.
| Material | Trituradora kg/h (típica) | Lavadora kg/h (típica) | Pelletizador kg/h (típico) | Rendimiento (entrada → pellet) |
|---|---|---|---|---|
| Botellas de PET (posconsumo) | 800-2.500 | 600-2.000 | 500-1.800 | ~70-80% |
| Bidones/botellas de leche de HDPE | 600-2.000 | 500-1.800 | 450-1.500 | ~80-88% |
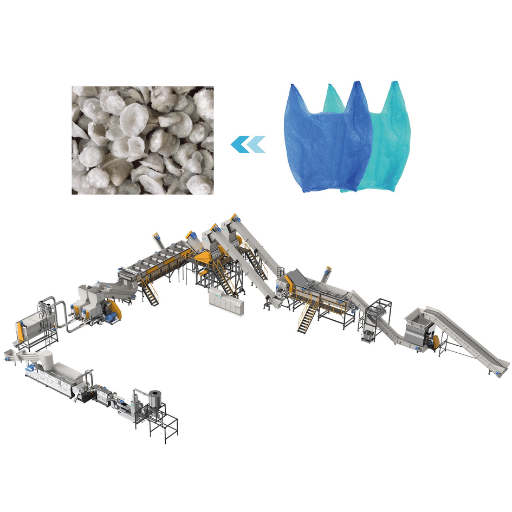
| Bolsas tejidas de PP | 400-1.200 | 350-1.100 | 300-1.000 | ~75-85% |
| LDPE/película agrícola | 300-1.000 | 300-900 | 250-800 | ~60-75% (alta pérdida de contaminación) |
| Plásticos mixtos rígidos | 700-2200 | 500-1.800 | 400-1.500 | ~70-82% |
De esta matriz se desprenden tres consecuencias prácticas:
- La película y los materiales tejidos funcionan más lentamente que materia prima rígida en cada etapa. Una línea de tamaño para tambores de HDPE no se entregará lo suficiente en 30-40% en bolsas tejidas de PP. Planifique el material más lento de su mezcla.
- El rendimiento de PET es menor que el rendimiento de HDPE debido a la pérdida por lavado de etiquetas, pegamento y líquidos residuales. Un tendedero de PET de 1.000 kg/h suele producir entre 700 y 800 kg/h de escamas limpias.
- Las líneas de materiales mixtos le obligan a dimensionar el material del cuello de botella. Si 70% de su materia prima es HDPE y 30% es película, la capacidad de la línea se establece por el rendimiento de la película, no por el promedio.
Para obtener orientación más profunda sobre materiales específicos, consulte nuestros desgloses independientes de Especificaciones del tendedero de botellas de PET y el línea de reciclaje de plástico rígido configuraciones. Para hacer coincidir una materia prima específica y una salida objetivo con un tamaño de línea recomendado, utilice el planificador de capacidad gratuito de Kitech « recorre las mismas matemáticas anteriores con tus números reales.
Dimensionamiento del cuello de botella: trituradora → lavadora → secadora → balance de peletizadora
El rendimiento de una línea de reciclaje es igual al rendimiento de su etapa más lenta, menos las pérdidas de amortiguación entre etapas. Esa es la regla del cuello de botella y es el segundo principio más violado en la planificación de capacidad después del error de 8.760 horas.
Imagínese una línea de cuatro etapas:
Trituradora 1.500 kg/h → Lavadora 1.200 kg/h → Secadora 1.000 kg/h → Pelletizadora 600 kg/h
El rendimiento de la línea aquí es 600 kg/h, establecido por el peletizador. Esas etapas ascendentes “trituradora, lavadora, secadora “se pagaron, ocuparon espacio, consumieron electricidad en espera y contribuyeron exactamente a cero kg/h adicionales por encima del techo del peletizador. Eso es aproximadamente $200.000 a $400.000 de gasto de capital que no ganan nada. Sólo funcionan dos correcciones: aumentar el tamaño del peletizador o reducir el tamaño de las etapas ascendentes para que funcionen continuamente en lugar de encender y apagar ciclos.
Regla de trabajo de la industria para el equilibrio lineal: dimensione cada etapa ascendente en 1,3× până la 1,5× el rendimiento de la siguiente etapa. Ese espacio adicional para la cabeza absorbe el amortiguación de sobretensiones, la variabilidad de la alimentación y las paradas breves sin privar al cuello de botella. Entonces, un peletizador de 600 kg/h quiere una secadora con una potencia de 800-900 kg/h, una lavadora con una potencia de 1.000-1.200 kg/h y una trituradora con una potencia de 1.200-1.500 kg/h. Se desperdicia cualquier cosa más; cualquier cosa menos y el cuello de botella se mueve río arriba.
“El reciclaje de plásticos funciona” cuando todo el sistema está diseñado para funcionar con él. Eso no es un eslogan. Es un hecho sustentado en datos e historias de las empresas y comunidades que componen la cadena de valor del reciclaje de plásticos.”
Los peletizadores tienden a ser la etapa limitante del rendimiento en las líneas de reciclaje mecánico porque la extrusora debe mantener estable la calidad del pellet bajo humedad variable del alimento, contaminación y densidad aparente. Datos de seguimiento de la industria publicados por Rueda guía indica que los eventos de inactividad de la extrusora promedian 209 minutos cada uno, acumulándose aproximadamente 280 horas por año por línea, un número que se convierte directamente en el déficit de OEE de una planta.
⚠¦ Importante
La filtración en estado fundido autolimpiante añade un aumento del rendimiento de 5-15% en materia de materia prima contaminada al reducir las paradas de cambio. Para líneas que procesan películas, plástico rígido posconsumo o fardos mixtos, tenga en cuenta esto en las matemáticas del cuello de botella «consulte nuestra descripción general del sistema de filtración láser autolimpiante para rangos de elevación típicos por tipo de material.
Las opciones aguas arriba también influyen en el cuello de botella. Una trituradora de un solo eje perdona la calidad inconsistente de las balas, pero se estabiliza alrededor de 2000 kg/h en materiales rígidos; un eje doble maneja una alimentación más dura a menos kg/h por eje. Esta compensación es importante porque una elección incorrecta hacia arriba puede privar al peletizador incluso cuando la placa de identificación por etapa parece adecuada. Nuestra inmersión profunda en selección de trituradora de un solo eje versus de dos ejes detalla las diferencias de rendimiento.
Cargas específicas de energía, agua y mano de obra por tonelada

La planificación de la capacidad que se detiene en kg/h ignora el lado de los costos operativos de la misma ecuación. Una línea de 1.000 kg/h que consume 200 kWh por tonelada es estructuralmente menos rentable que una que consume 80 kWh por tonelada, incluso cuando ambas ofrecen una producción de pellets idéntica. El Centro Común de Investigación de la Comisión Europea estimó el consumo medio de electricidad en torno a 61,1 kWh por tonelada de residuos de insumos para granuladores de plástico, en función de la demanda específica de múltiples modelos de granuladores, en su Evaluación Ambiental y Económica del Reciclaje de Residuos Plásticos informe. Sólo el granulador es una línea mecánica completa que incluye lavado, secado, extrusión y peletización, que generalmente llega al rango de 100-180 kWh/tonelada para materias primas limpias de PET/HDPE, y más alta para películas y rígidos contaminados.
~61 kWh/t
Solo granulador (CCI de la UE)
100-180 kWh/t
Línea mecánica completa, alimentación limpia
3-6 m³/t
Agua de lavado (línea de botellas PET)
6-12 personal
Por turno, línea de 1.000 kg/h
| Escenario | Electricidad (kWh/t) | Agua (m³/t) | Laboral (operadores/turno) |
|---|---|---|---|
| Trituración/granulación | 40-80 | ~0 | 1-12 (alimentador + monitoreo) |
| Lavado | 15-35 | 3-6 | 2-3 (clasificación + control de lavado) |
| Secado/deshidratación | 15-30 | ~0 | 1 (compartido) |
| Pelletización/extrusión | 30-60 | ~0,2 (refrigeración) | 2-3 (extrusora + embolsado) |
Un error que vale la pena señalar: planifique OPEX en la salida efectiva, no en kg/h. Si funciona a 70% OEE, sus cifras de kWh/t y mano de obra/t son 1/0,7=1,43 más altas de lo que sugiere la ecuación del libro de texto, porque las cargas fijas (iluminación, HVAC, sistema de control, equipo inactivo) consumen electricidad durante los períodos de inactividad. Normalice siempre el OPEX por tonelada real enviada, no por hora nominal programada.
Traducir la capacidad en huella vegetal, Capex y fuerza laboral
Un número de capacidad por sí solo está incompleto. Los inversores, prestamistas y funcionarios de zonificación se preocupan por la huella física, el nivel de gasto de capital y la plantilla que implica el objetivo de kg/h. El análisis de Wiley revisado por pares la inversión de capital en plantas de reciclaje de plástico confirma que el gasto de capital total se correlaciona fuertemente con la capacidad de la planta (y con la pérdida de energía), lo que respalda el enfoque estándar de planificación por niveles de capacidad en lugar de detallar cada máquina el primer día.
A continuación, cuatro niveles resumen la capacidad, la huella, el gasto de capital y el perfil de la tripulación de las plantas de reciclaje mecánico en los rangos 2025-2026. Trate las cifras como orientación, no como una cita: los costos reales varían según la región, el nivel de automatización y la infraestructura auxiliar (revestimiento de rieles, tratamiento de agua, integración de empacadoras).
| Nivel | Capacidad (kg/h) | Anual (t/año, 24/7 OEE 70%) | Huella (m²) | Gama Capex (USD) | Tripulación (2 turnos) |
|---|---|---|---|---|---|
| Micro | 100-300 | 600-1.800 | 300-600 | $150K --$400K | 4-6 |
| Pequeño | 300-800 | 1.800-4.800 | 600-1.500 | $400K --$1.2 M | 8-12 |
| Medio | 800-2.000 | 4.800-12.000 | 1.500-3.500 | $1.2 M --$3 M | 14-22 |
| Gran industrial | 2.000-5.000+ | 12.000-30.000+ | 3.500-8.000+ | $3 M --$10 M+ | 25-45 |
Surgen dos patrones a través de los niveles. En primer lugar, el gasto de capital por kg/h cae bruscamente con la escala: una microplanta paga aproximadamente $1.000-$1.300 por kg/h de capacidad instalada, mientras que una gran planta industrial paga $1.500-$2.000 por kg/h sobre una base absoluta más alta, con sustancialmente más automatización, mayor potencial OEE y menor OPEX por tonelada. En segundo lugar, la densidad de tripulación también cae con la escala: una microplanta funciona con ~5 empleados por 200 kg/h (1 persona por 40 kg/h), mientras que una gran planta industrial funciona con ~35 empleados por 3000 kg/h (1 por 85 kg/h). Para un desglose completo de los elementos de la línea capex por etapa, nuestro Guía de costos de planta 2026 taladra los componentes.
Marco de decisión: igualar el nivel con la realidad de las materias primas
- Si su materia prima segura es <1500 t/año sin ruta de expansión → Micro nivel.
- Si la materia prima es de 1.500-4.500 t/año con extracción confirmada → Nivel pequeño.
- Si la materia prima es de 5.000-12.000 t/año con contratos plurianuales → Nivel medio.
- Si >12.000 t/año de materia prima + perspectiva de demanda impulsada por EPR + oferta MRF integrada → Gran nivel industrial.
Dimensionar un nivel por encima de su materia prima segura es el error de planificación de capacidad más común y más costoso.
5 errores comunes en la planificación de la capacidad (y cómo evitarlos)

Los patrones se repiten entre los nuevos participantes, las ampliaciones de plantas y las modernizaciones de equipos. Los cinco patrones siguientes representan la mayoría de las decisiones fallidas sobre capacidad en el espacio del reciclaje mecánico.
⚠¦ Error 1: Comprar capacidad de placa de identificación
Las placas de identificación de los proveedores se miden en condiciones controladas con materia prima limpia. La producción real deduce el cambio, la contaminación, el tiempo de inactividad y la pérdida de calidad. Siempre planifique contra el rendimiento efectivo al 65-75% de la placa de identificación, no el número principal.
⚠¦ Error 2: ignorar el tiempo de inactividad en el multiplicador OEE
Una planta que funciona con 8.760 horas pero que registra 6.100 horas productivas alcanza una cifra normal de 70% para la fabricación de plásticos. Esas 2.660 horas faltantes no son un dato opcional. Consúltelos en su objetivo de capacidad anual desde el primer día.
⚠¦ Error 3: Sobredimensionar la trituradora con respecto al peletizador
Una trituradora de 2000 kg/h que alimenta un peletizador de 600 kg/h desperdicia el espacio y el espacio. Las trituradoras se encienden y apagan en este escenario, acelerando el desgaste, aumentando el consumo de energía y sin contribuir en nada al rendimiento de la línea. Tamaño de las etapas ascendentes a 1,3-1,5 × el cuello de botella « ya no.
⚠¦ Error 4: saltarse la auditoría de cuellos de botella antes de la puesta en servicio
Muchos integradores venden una “línea equilibrada” sin verificar el equilibrio con la combinación real de materia prima del comprador. Los operadores de plantas informan con frecuencia que el cuello de botella construido no es el cuello de botella diseñado. Camine por la línea, realice estudios de tiempo por etapa durante los primeros 30 días y reequilibre antes de firmar la aceptación. Para la selección de trituradora versus granuladora en el extremo ascendente, consulte nuestro desglose de selección de trituradora versus granuladora.
⚠¦ Error 5: No hay preparación para el futuro para el crecimiento de materias primas impulsado por EPR
A medida que los programas EPR entren en funcionamiento en Oregón (2025), Colorado (junio de 2026) y estados adicionales, los volúmenes de materia prima posconsumo aumentarán. Una línea del tamaño exacto de la materia prima actual no tiene margen para capturar ese crecimiento. Construir con al menos 20% de capacidad de expansión en espacio, servicio eléctrico y tratamiento de agua.
Dónde se encuentra la capacidad de reciclaje de plástico de América del Norte en 2025
El contexto macro importa porque da forma a los precios de las materias primas, la demanda de consumo y el contexto regulatorio en el que opera cualquier nueva planta. La cifra principal está bien documentada: aproximadamente 85 instalaciones de reciclaje mecánico en EE. UU. y Canadá tienen la capacidad técnica para reciclar 7 mil millones de libras de envases de plástico al año, de los cuales alrededor de 5 mil millones de libras se procesaron en 2022 según las últimas cifras publicadas. El margen restante de 2 mil millones de libras, equivalente a 479 camiones por día, se encuentra en PET, HDPE, polipropileno y películas.
La interpretación proviene directamente del liderazgo de APR: esto no es una cuestión de capacidad, es una cuestión de mercado y recolección. Los recicladores mecánicos de toda América del Norte operan por debajo de su capacidad instalada no porque no puedan procesar más, sino porque la tasa de reciclaje ascendente y la demanda descendente de contenido reciclado posconsumo (PCR) aún no respaldan su plena utilización. Elevar las tasas de reciclaje de los hogares estadounidenses incluso en unos pocos puntos porcentuales absorbería una parte significativa de los 2 mil millones de libras de espacio libre que actualmente están inactivos.
Reciclaje Mecánico (Norteamérica)
- ~85 instalaciones de recuperación (EE.UU. + Canadá)
- ~5 mil millones de libras procesadas en 2022
- ~2 mil millones de libras de capacidad adicional disponible
- Existe capacidad excedente en películas de PET, HDPE, PP
Reciclaje Químico/Avanced
- ~1 millón de toneladas métricas de capacidad global en 2023
- Proyectado ~5 millones de toneladas métricas para 2030 (Perspectivas de la CFI 2025)
- Agrega capacidad para transmisiones difíciles de reciclar (películas mixtas, multicapas)
- Contabilidad de balance de masa que permite aplicaciones de calidad alimentaria
El panorama internacional es marcadamente diferente. Plastics Recyclers Europe informó eso en 2024 se cerraron aproximadamente 300.000 toneladas por año de capacidad de reciclaje mecánico “la mitad en el Reino Unido y los Países Bajos, con pérdidas similares previstas para 2025, según Análisis del mundo de la química. El desencadenante: polímero virgen barato impulsado por la expansión de la capacidad petroquímica china, combinado con los altos costos energéticos europeos y la incertidumbre política. Europa y América del Norte están ejecutando la misma ecuación de capacidad versus demanda en direcciones opuestas, y un comprador que planifique una nueva línea en cualquiera de los mercados debe leer el contexto macro en consecuencia. El Pew “Rompiendo la ola plástica 2025” la evaluación enmarca la dinámica sistémica subyacente que impulsa ambos lados de esta divergencia.
Perspectivas de la industria 2026: mandatos EPR, objetivos de contenido reciclado, inversión en capacidad
Tres cambios convergentes en las políticas y el mercado redefinirán la planificación de la capacidad a nivel de planta durante la ventana 2026-2030. Los compradores que planean capex hoy deberían valorarlos en sus decisiones de nivel.
EPR se pone en marcha
El programa EPR de Oregón se lanzó en 2025, el de Colorado comienza en junio de 2026, seguido por estados adicionales. Las tarifas de EPR regresan a los procesadores, lo que aumenta la demanda sostenida de PCR y fortalece la economía de consumo para los recicladores mecánicos.
Mandatos de contenido reciclado
El PPWR de la UE establece trayectorias de contenido reciclado de 10-35% para 2030 y 25-65% para 2040, dependiendo del polímero y la aplicación. ICIS prevé una demanda de PPWR en la UE de 5,4 millones de toneladas/año para 2030, que aumentará a 11,5 millones de toneladas/año para 2040. Seguirán adiciones de capacidad en ambos lados del Atlántico.
Ley CIRCLE y crédito fiscal a la inversión
La Ley bipartidista US CIRCLE (introducida en julio de 2025) propone un crédito fiscal a la inversión 30% para la infraestructura de reciclaje calificada. El análisis de la industria proyecta hasta 1.400 millones de TTP en beneficios económicos y 200.000 puestos de trabajo si se promulga, un subsidio directo a la expansión de la capacidad.
Conclusiones del comprador para las decisiones de capacidad de 2026
Si está dimensionando una planta para su puesta en servicio en 2026, planifique volúmenes de materia prima 15-25% superiores al suministro seguro actual. El crecimiento de la recolección impulsado por EPR, más la extracción del mandato de contenido reciclado, debería llegar en el mismo horizonte de 18-36 meses que los plazos de entrega de su equipo. Construya el espacio, el servicio eléctrico y la capacidad de tratamiento de agua para ese crecimiento. La expansión posterior cuesta aproximadamente 2-3× aprovisionamiento en el momento de la construcción.
Preguntas frecuentes

P: ¿Cómo se mide la capacidad de reciclaje de plástico?
Ver respuesta
La capacidad de reciclaje de plástico se mide en tres unidades: kg/h (rendimiento instantáneo), t/d (salida diaria, normalmente 8-24 horas de funcionamiento) y t/año (capacidad anual, horas programadas × OEE). Una especificación del proveedor en kg/h es una cifra nominal en condiciones de prueba ideales; el t/año derivado de ello después de aplicar OEE y el patrón de turno es lo que debe planificar.
P: ¿Cuál es un porcentaje de tiempo de actividad realista para una línea de reciclaje de plástico?
Ver respuesta
La evaluación comparativa independiente sitúa la fabricación de plásticos OEE en 62-75% típico y 78-84% de clase mundial. Las nuevas plantas en su primer año generalmente aterrizan en el extremo inferior de lo típico (~65%); Las líneas de reciclaje mecánico establecidas se estabilizan alrededor de 70-72% después del tercer año. Apunte a 70% en la planificación de capacidad a menos que tenga evidencia específica para utilizar una cifra mayor o menor.
P: ¿Cuánta electricidad utiliza una planta de reciclaje de plástico por tonelada?
Ver respuesta
Una línea de reciclaje mecánico completa consume aproximadamente 100-180 kWh por tonelada de entrada en materia de alimentación limpia de PET o HDPE. Sólo los granuladores promedian alrededor de 61 kWh/tonelada según los datos del CCI de la UE; el lavado añade 15-35 kWh/t, el secado 15-30 y la peletización 30-60. La película y las materias primas rígidas contaminadas elevan el total.
P: ¿Cuál es la capacidad mínima viable para un negocio rentable de reciclaje de plástico?
Ver respuesta
Los umbrales rentables dependen del tipo de resina, de los costes regionales de energía y mano de obra y del precio de extracción, pero un suelo útil es de aproximadamente 800-1.500 t/año de producción de pellets limpios, lo que corresponde a una línea de 300-500 kg/h que funciona en 2 turnos a ~70%. OEE. Por debajo de eso, los costos fijos (servicios públicos, mano de obra, control de calidad de laboratorio, cumplimiento normativo) son difíciles de distribuir lo suficientemente escasamente como para despejar el margen.
P: ¿Cuánto tiempo lleva poner en marcha una línea de reciclaje de plástico de 1.000 kg/h?
Ver respuesta
Desde la orden de compra hasta la producción comercial, una línea mecánica de 1.000 kg/h suele tardar 6,10 meses: 3,5 meses para la fabricación y envío de equipos, 1,2 meses para la instalación, 1,2 meses para la puesta en servicio y la formación de operadores, y 1 mes de estabilización. antes de que la línea alcance el rendimiento del diseño. Las plantas que ponen en marcha múltiples etapas en paralelo pueden comprimir esto; Los sitios totalmente nuevos con obras civiles lo extienden a 12-18 meses.
P: ¿Debo planificar la capacidad para un material o varios materiales?
Ver respuesta
Las líneas de un solo material logran un mayor rendimiento, mayor OEE y mejor calidad de pellets porque el equipo está optimizado para una materia prima. Las líneas de múltiples materiales aceptan flexibilidad de materia prima a costa de pérdidas por cambio (1 a 4 horas por cambio de material) y menor rendimiento por material. Como regla general: un solo material dedicado si su suministro de materia prima es confiable; multimaterial si no puede conseguir contratos estables de resina única.
P: ¿Dónde existe realmente el exceso de capacidad de reciclaje en América del Norte?
Ver respuesta
El informe de capacidad de APR para 2025 identifica la capacidad excedente en todas las principales corrientes de resina en EE. UU. y Canadá: PET, HDPE, polipropileno y películas. La mayor capacidad excedente se encuentra en corrientes rígidas de HDPE y PP, donde las plantas existentes pueden absorber sustancialmente más suministro de balas si aumentan las tasas de recolección. La capacidad de reciclaje de películas está más limitada debido a los problemas de contaminación.
Referencias y fuentes
- Capacidad de reciclaje de plásticos en EE. UU. y Canadá (octubre de 2025) «Asociación de Recicladores de Plástico (APR)
- Los recicladores de plásticos tienen la capacidad de reciclar más. Ahora usémoslo (septiembre de 2025) « Revista de reciclaje de recursos, Steve Alexander, APR
- El reciclaje de plástico se está contrayendo cuando es necesario crecer (enero de 2026) « Chemistry World, Real Sociedad de Química
- La carrera sobre el plástico reciclado (2025) « Corporación Financiera Internacional, Grupo del Banco Mundial
- Evaluación Ambiental y Económica del Reciclaje de Residuos Plásticos (PDF) «Centro Común de Investigación de la Comisión Europea
- La inversión de capital total de las plantas de reciclaje de plástico se correlaciona con la capacidad « Wiley ChemSusChem (revisado por pares)
- Rompiendo la ola plástica 2025 « The Pew Charitable Trusts
- Preguntas frecuentes sobre la OEE « Estándares de la industria OEE
- Monitoreo de extrusoras: reducción del tiempo de inactividad en envases de plástico « Analiza performanță a timpului
Artículos relacionados
- Máquina de reciclaje de plástico: tipos, selección y guía de costos « resumen del pilar de familias de equipos y criterios de selección
- Especificaciones de la línea de peletización de plástico « configuración y rendimiento del peletizador descendente
- Línea de Reciclaje de HDPE « configuración de línea específica del material para tambores y botellas de leche de HDPE
- Guía completa de reciclaje de PET « Rendimiento y rendimiento de la línea de lavado específica de PET
- Dimensionador del sistema peletizador (herramienta interactiva) « haga coincidir la materia prima y la salida objetivo con un modelo de peletizador recomendado
Nuestra perspectiva sobre la planificación de capacidades
Las tablas de rendimiento y las matrices de niveles de esta guía reflejan lo que vemos en las instalaciones de PET, HDPE, polipropileno y líneas de película: los flujos de resina que los ingenieros de Kitech integran cada mes. Nuestra “Regla industrial de las 6.000 horas” no es un estándar publicado en la industria; Es una heurística que nos ha resultado útil como control de cordura de primera pasada en contratos de compra antes de que proveedores y compradores pasen tres semanas negociando el número equivocado.
Revisado por el equipo de ingeniería de Kitech «especialistas en PET, HDPE, PP e integración de líneas de reciclaje de plástico de películas.







